
Fターム[4F213WF05]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 成形材料の供給 (226) | 挿入物等の供給 (45)
Fターム[4F213WF05]に分類される特許
1 - 20 / 45
スリーブゴムロールおよびその製造方法
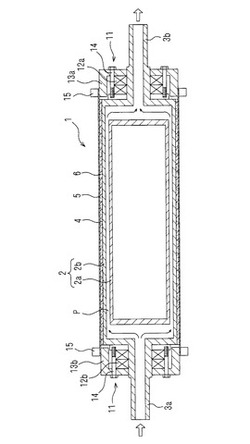
【課題】熱伝導性の良いゴムを使用することでスリーブ表面の高効率で且つ迅速な加熱・冷却が可能となり、被成型物の巻き付きを未然に防止できるようにする。
【解決手段】加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌し、ゴムロール4内に熱伝導金属6を混入して成るスリーブゴムロール1を形成する。軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成る。軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰するためのテンションバネ12a,12b使用によるズレ防止装置11を備える。スリーブゴムロール1の製造に際し、熱伝導金属を混入して成るゴムロール4を形成し、ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入してから、ゴムロール4に加熱膨張させたスリーブ5を外嵌する。
(もっと読む)
ワイヤ巻付装置

【課題】より多くのボビンからワイヤを被巻付部材に供給することで生産性を高めることが可能なワイヤ巻付装置及びワイヤ巻付方法を得る。
【解決手段】回転円板24の外周面に回転可能に設けられた複数の支持部材30によって支持部材列46が構成され、さらに支持部材列46は回転円板24の軸方向に複数設定される。支持部材30のそれぞれには、ボビン40が装着される。回転円板24の軸方向端面24Tにボビン40を配置した構成と比較して、ボビン40をより多く配置できるので、ボビン40の1回の装着で巻き付け可能な内管ゴム18の長さも長くなり、生産性の向上を図ることができる。
(もっと読む)
動力伝動用ベルトの製造装置及び動力伝動用ベルトの製造方法
【課題】センターベルトに対して複数のブロックを正確な位置に精度良く且つ速やかに装着でき、装置構成や製造工程の簡素化を図ることができる。
【解決手段】レール12は、載置された複数のブロック102を一方向に配列させる。ベルト保持機構13は、載置されたセンターベルト101aをその周方向に回転自在に保持してその一部をレール12の先端部12aの下方に配置する。付勢機構14は、複数のブロック102をレール12に沿ってその先端側に向かって付勢する。位置決め機構15は、レール12の先端側で、下方のセンターベルト101aに対し、先頭ブロック112の位置を嵌合溝107aが対向するよう位置決めする。先頭ブロック112がセンターベルト101aに向かって順次打ち込まれ、センターベルト101aに対して複数のブロック102が配列されて装着される。
(もっと読む)
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
樹脂製歯付ベルトの製造装置
【課題】櫛を交換せずにスチール心線に被覆した亜鉛メッキを剥がすことのない樹脂製歯付ベルトの製造装置を提供することを目的とする。
【解決手段】少なくとも一つの歯付モールド車と、前記歯付モールドに心線3を巻回するスピニング機構8と、前記歯付モールドを外周から覆って歯型との間に空隙を有する型キャビティを形成するガイド手段6と、この型キャビティに溶融樹脂を注入しつつ前記心線3に沿って歯付ベルト2を形成する押出手段7とを備える樹脂製歯付ベルトの製造装置において、前記歯付モールド車2の駆動手段と、前記歯付モールド車2に、介在自在に、前記心線が整列されるブリネル硬さ15HB〜35HBの金属で被覆した櫛5を有する樹脂製歯付ベルトの製造装置。
(もっと読む)
しるしを有するボーリングボール及びその作成方法
【課題】しるしやロゴなどを外層に設けたボーリング用ボールにおいて、しるしやロゴなどを設けたことによるボールの耐久性低下、重量バランス変化、プレイ性の低下、コストアップを防ぐ事が可能なボーリング用ボール、および製造方法を提供する。
【解決手段】ボウリングボールを製造する方法であって、内壁を備えた外殻を有する型を提供する段階と、型の外殻の内壁に当接させて型内にしるし部材を置く段階と、しるし部材20のまわりに材料をモールド形成してボウリングボールを形成する段階とを含む方法。及び、コアと、少なくとも1本のポスト40と外側部材を有する予成形されたしるしと、コアと予成形されたしるしと隣接した外側層とを備え、予成形されたしるしは、少なくとも1本のポストによってコアに取り付けられ、コアと予成形されたしるしの外側部材との間に隙間があり、隙間が外側層と同じ材料で満たされたボーリングボール。
(もっと読む)
クリーニングローラ製造方法及びクリーニングローラ
【課題】 より一層長期にわたって安定に使用し得るクリーニングローラの製造方法を提供する。
【解決手段】 本発明のクリーニングローラ10は、円柱状の芯金本体22と、この芯金本体22の両端に設けられ、画像形成装置に設けられたクリーニングローラ10を取り付ける軸受けに嵌め込まれる円柱状の2個のシャフトとから構成される芯金20と、芯金20の外周面に設けられたクリーニング層30とを備えている。
(もっと読む)
ローパスフィルタ及びその製造方法
【課題】光学性能を容易に且つ精度良く制御することができ、また、製造が容易で安価且つ安定した品質で製造することができる量産性に適したローパスフィルタを提供する。
【解決手段】基材11上に一方向に延びる断面凸状のレンズ体13が略一定のピッチPで配列された構造体10Aと、構造体10Aのレンズ体13間の溝14を埋めた状態で溝14に配置された中間体15と、を備えたローパスフィルタ10であって、レンズ体13は第1物質で形成され、中間体15は第2物質で形成され、溝14の深さをd(μm)とし、第1物質の屈折率n1と第2物質の屈折率n2とし、前記第1物質の屈折率と前記第2物質の屈折率との差をΔnとしたとき、d・Δn(μm)の値が0.028〜0.366の範囲であり、前記レンズ体のピッチが0.5μm〜100μmの範囲にあることを特徴とするローパスフィルタ。
(もっと読む)
円環状中空体の製造方法
【課題】円筒状部材それ自身のオーバラップ接合域が、その円筒状部材の端部分の、外周側への折返しによって半径方向の内外に対向して位置することになっても、それらの不測の接着等を十分に防止することができ、また、円筒状部材の外周面上に貼着等させた離型シートが、円環状中空体の成型に当ってその表面から剥がれたり、脱落したりすることがあっても、成型されたその円環状中空体の内表面の、意図しない接着等を有効に防止することができる円環状中空体の製造方法を提供する。
【解決手段】一枚の未加硫ゴムシート2のそれぞれの端部分を相互にオーバラップ接合させて円筒状部材3とした後、その円筒状部材3の軸線方向の両端部部を、円筒状部材の外表面上の離型シート4とともに外周側へ折返し、この折返し姿勢で円筒状部材3の両端部をオーバラップ接合させて円環状中空体とするに当って、円筒状部材3の形成後、円筒状部材3の外表面上の離型シート4の、円周方向の両端部を円筒状にオーバラップ接合させるにある。
(もっと読む)
ハス歯歯付ベルト及びその製造方法
【課題】ハス歯歯付ベルトにおいて、駆動時に発生するスラスト力を良好に低減できるとともに屈曲疲労性が良好な構成を提供する。
【解決手段】複数の心線4s,4z,・・・を埋設した弾性体からなる背部2と、ハス歯状の歯部3と、を少なくとも備える。前記背部2内には、S撚りの前記心線4sとZ撚りの前記心線4zとが隣り合うように交互に並べて配置される。撚り方向が前記歯部3の歯すじのねじれ方向と一致する心線(選択図では、Z撚りの心線4Z)の撚り数と、撚り方向が前記歯すじのねじれ方向と逆である心線(S撚りの心線4S)の撚り数とを異ならせる。
(もっと読む)
螺旋管継手とその製造方法及びその製造装置
【課題】 内面に水膨潤材が固着形成されている筒状の螺旋管継手を対象として、多大な時間と労力を必要とせずに、螺旋管との接続作業を行うことができるものでありながら、製造段階においても、より簡素な工程と短い所要時間で製造できる螺旋管継手とその製造方法及びその製造装置を提供すること。
【解決手段】 螺旋波形管Pを連結するために用いる継手であって、全体が筒状体1で、軸方向両側の筒壁E1,E2の周方向対向位置に、径内方向に突出する突条4が、螺旋波形管Pの螺旋ピッチに沿うようにそれぞれ半ピッチ未満の長さで形成され、この突条4の突出面を含む筒状体1の内面に環状に水膨潤材2が固着形成されている構成としたこと。
(もっと読む)
可撓性積層ホース及びその製造方法
【課題】 相溶性が悪くて接着し難い材料からなる層同士を一体的に積層した可撓性積層ホースを提供する。
【解決手段】 接着し難い材料からなる内側層1の外周面1aと外側層2の内周面2aとの対向面に、互いに係合する凹凸部3を形成し、この凹凸部3の係合で内側層1及び外側層2を一体化することにより、これら内側層1及び外側層2が相溶性の悪い接着性に劣る材料同士であっても両者が位置ズレしない。
(もっと読む)
Vリブドベルトの製造方法
【課題】 心線ダメージを抑制し、かつリブを正確に刻設可能な伝動ベルトの製造方法を提供する。
【解決手段】 可撓性ジャケットを装着した内型円筒ドラムに、未加硫伸張ゴムシートを巻き付けて伸張ゴム層を配置した後、上撚り係数が3.0〜10.0の撚糸コードを螺旋状にスピニングし、未加硫圧縮ゴムシートを巻き付けることにより圧縮ゴム層を配置して未加硫ベルトスリーブ形成する。次いで、外型モールドの内側に該円筒ドラムを載置固定した後、可撓性ジャケットを膨張せしめることにより、ジャケット外周面に装着されている未加硫ベルトスリーブを半径方向に均一に膨張させて、未加硫ベルトスリーブを外型モールドのV形突起に押圧し、表面に複数のV型溝を有する加硫ベルトスリーブを形成する。
(もっと読む)
三次元構造材の製造方法
【課題】ブロックの二次元切断をもって、三次元構造材を形成する方法を提供する。
【解決手段】通電状態のニクロム線(40)を二次元方向へ移動させることによってポリウレタンホームのブロック(70)を所定の断面形状を有する少なくとも長手方向軸にフレキシブルな長尺材(2)を切断し、この長尺材を長手方向軸に対し三次元方向に屈曲または湾曲させて保形し、表面に所定の厚みを有する樹脂層(3)を形成して三次元構造材を製造することを特徴とする。
(もっと読む)
ゴムローラの製造方法、ゴムローラ、並びに、それを具備する電子写真プロセスカートリッジ及び画像形成装置
【課題】抵抗ムラが小さく、各層の密着性が高いゴムローラを安定的に得る方法を提供し、かつ、そのゴムローラを具備する電子写真プロセスカートリッジ及び画像形成装置を提供する。
【解決手段】軸芯体15の外周を取り囲むリング形状の塗工ヘッド8を用いて、軸芯体15の外周上に弾性層を構成する粘度100〜10000Pa・sの未加硫の液状ゴムを塗布する工程と、塗布後の液状ゴムを半硬化する工程と、塗工ヘッド15を用いて、半硬化した液状ゴムの外周面に樹脂層を構成するための樹脂液を塗布積層する工程と、半硬化した液状ゴム及び塗布積層後の樹脂液を硬化接着させる工程とを有するゴムローラの製造方法;並びに、そのゴムローラを少なくとも一つ以上具備する電子写真プロセスカートリッジ又は画像形成装置。
(もっと読む)
表皮付きシートパッドおよび表皮付きシートパッドの製造方法およびパッド成形型
【課題】通気性を備える表皮をパッドの成形と同時に一体化するシートパッド製造方法を提供する。
【解決手段】本願の表皮付きシートパッド製造方法は、シートパッドの成形型に流動性を有する表皮材料を供給して、当該表皮材料を通気孔を有し成形型面に沿う膜状に硬化する表皮形成工程と、表皮形成工程後に前記成形型に流動性を有するパッド材料を投入して、このパッド材料を発泡および硬化させてパッドを成形するパッド成形工程とを備える。
表皮材料をシートパッドの成形型に供給して硬化させることで、成形型の型面に沿う形状で、しかもシートパッドの成形型に密着した膜状の表皮を成形することができる。このときに、表皮材料に通気孔を成形しておくことにより、表皮成形後の成形型に、パッド材料を投入して発泡および硬化させてパッドを成形することで、通気孔を備える表皮が密着状態で一体化したシートパッドを製造することができる。
(もっと読む)
車輌用灯具の製造方法及び車輌用灯具
【課題】 ヒーターを備えた車輌用灯具を容易に製造する。
【解決手段】 樹脂プレート7の少なくとも一部がレンズ3の出射面部3aの少なくとも一部となるように樹脂プレートを所定の形状に形成する形状形成工程と、金属線6が熱布線された樹脂プレートを成形用金型内200におけるレンズの少なくとも出射面部が形成される位置にインサートするインサート工程と、成形用金型内に溶融樹脂を射出してレンズを射出成形する成形工程とを設けた。
(もっと読む)
Vリブドベルト
【課題】 注水時の背面走行においてもスリップ等が発生しにくくし、それにより注水時においても伝達性能に優れ、通常走行時との伝達性能の差が少なく、スリップ等による異音を抑制するVリブドベルトを提供する。
【解決手段】 背面走行される伸張層5は、エチレン・α−オレフィンエラストマーを主成分とするゴムで形成されるとともに、セルロース短繊維を含有して形成され、前記セルロース短繊維の一部が背面に露出している。
(もっと読む)
オープンカー用ウェザーストリップ及びその製造方法
【課題】水受けリップを有するオープンカー用ウェザーストリップにおいて、水受けリップの変形を防止しつつ、同時にシール性能を確保する。
【解決手段】可動または取外し自在な非固定式ルーフ7を有する車両のドアガラス6前方側又はドアガラス6後方側を支えるピラー8に沿って取り付けられる取付基部1と、取付基部1に一体成形され昇降するドアガラス6と弾接する中空シール部2とから形成された型成形部10を、ピラー8の上端に対応する位置に有し、型成形部10には、車内への水の浸入を防止する水受けリップ3が、中空シール部2とドアガラス6のシールラインを覆うように、中空シール部2と一体的に設けられてなるオープンカー用ウェザーストリップ100において、水受けリップ3をソリッドゴムで成形し、中空シール部2をスポンジゴムで成形する。
(もっと読む)
ゴム被覆コードの製造方法及びピッチ可変治具
【課題】扇状に補強コードを予め作成する等の準備工程を不要としながら、テーパ筒状ゴム等の巻付対象の大きさが大きいとかテーパ角度が比較的大きいものであっても、大径側と小径側との巻き付け角度差が発生せずにゴム被覆コードが巻回できるようにすべく、改善されたゴム被覆コードの製造方法を提供する。
【解決手段】芯材供給部aから送り出される並列配置状態で複数の芯材2を、ゴム供給部cから供給されるゴム16で被覆して広幅ベルト状の未加硫コード体17を作成する被覆工程を有するゴム被覆コードの製造方法において、前記芯材供給部aから送り出される複数の芯材2の配列ピッチPを、芯材2の送り出し量に従属させて変化させながらゴム16で被覆させる。
(もっと読む)
1 - 20 / 45
[ Back to top ]