
Fターム[4G054AB07]の内容
プレス成形、コンベアを利用した成形 (2,780) | 成形体の形状 (467) | 中空体 (261)
Fターム[4G054AB07]の下位に属するFターム
多孔中空体 (202)
Fターム[4G054AB07]に分類される特許
1 - 20 / 59
中空コンクリートブロック及びその製造方法
【課題】側面に複雑なパターン又は防水層を有する上、同一の高さを有する中空コンクリートブロックの製造方法を提供する。
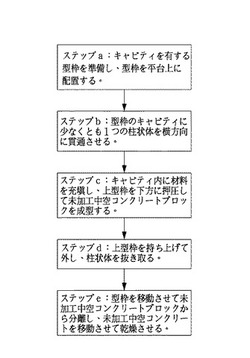
【解決手段】本発明の中空コンクリートブロックの製造方法は、キャビティ11を有する型枠1を準備し、型枠1を平台2上に配置するステップと、型枠1のキャビティ11に少なくとも1つの柱状体3を横方向に貫通させるステップと、キャビティ11内に材料を充填し、上型枠4を下方に押圧して未加工中空コンクリートブロック5を成型するステップと、未加工中空コンクリートブロック5の側面に仕上げ材料を浸透又は接合するステップと、上型枠4を持ち上げて外し、柱状体3を抜き取るステップと、型枠1を移動させて未加工中空コンクリートブロック5から分離し、未加工中空コンクリート5を移動させて乾燥させるステップと、を含む。
(もっと読む)
セラミックス成形体の製造方法、セラミックス焼成体の製造方法、及びセラミックス焼成体

【課題】円筒形状部の中空部に、円筒形状部の内径より外形寸法が僅かに小さい物体を容易に挿入可能なセラミックス焼成体を提供すること。
【解決手段】セラミックス粉末原料を均一に混合したスラリーを得て、そのスラリーを乾燥させ、顆粒状の造粒物を得た後、乾式CIP成形装置及び成形用マンドレルを使用して、開口した円筒形状部を有しその円筒形状部の開口端近傍の内面側を拡開させたセラミックス成形体であり、円筒形状部の開口端近傍に奥側から第1の厚肉部及び第2の厚肉部が設けられて2段階で肉厚が厚くなっており、開口端近傍の内径を、奥側の内径よりも、それらの内径の差が奥側の内径の1〜4%になるように、大きくしたセラミックス成形体を得て、そのセラミックス成形体を、開口端が焼台に接するように、開口端を下にして、立てて、焼成し、焼成後に、上記第2の厚肉部を切除することによって得られる、円筒形状部の開口端近傍が奥側より厚く、且つ、開口端近傍の内面側が拡開しているセラミックス焼成体。
(もっと読む)
粘性体成形装置
【課題】口金の押出通路を通して粘性体を押出すことにより所定の断面形状の粘性体成形品を形成する粘性体成形装置において、流動抵抗の大きい場所の流動抵抗を小さくすることにより全体の流動抵抗のバランスを調整して押出される粘性体の捩れや反りを防止する。
【解決手段】押出される粘性体成形品は、押出される断面形状内に屈曲部若しくは狭隘部を備えることにより、当該部で他に比べて粘性体の流動抵抗が大きくなるものであり、口金10には、押出通路10aのうち、粘性体成形品の屈曲部若しくは狭隘部に対応する部分に隣接して追加通路18q〜18xが形成され、粘性体成形品の形成のために押出される粘性体が、分流して追加通路からも同時に押出される。追加通路からも粘性体が分流して同時に押出されるため、流動抵抗の大きい場所にも粘性体は流れ易くなり、粘性体の押出断面形状内の流動抵抗のバランスが調整される。
(もっと読む)
セラミックス円筒形成形体およびその製造方法
【課題】セラミックス円筒形成形体を寸法精度よく、特に円周方向の厚みの均一性が高いものを、歩留まりよく製造する。
【解決手段】円柱状心棒と円筒状の型枠を有する成形型にセラミックス粉末を充填し、冷間静水圧プレス成形して成形体を製造する際に、成形型の上方にあって固定されているロートを用いて、円柱状心棒の中心軸を中心として成形型を回転させながら成形型にセラミックス粉末を充填することにより、円筒軸方向の80%以上の部分において、同一円周方向の厚みむらが10%未満であるセラミックス円筒形成形体を製造する。
(もっと読む)
筒状MEAの製造方法、この筒状MEAを備えるガス分解素子及び発電装置
【課題】固体電解質を用いた電気化学反応を利用したガス分解装置に用いる筒状MEAの製造工程を削減し、また製造コストを低減させることのできる、筒状MEAの製造方法を提供。
【解決手段】筒状の固体電解質層と、この固体電解質層を内外から挟むようにして積層形成された第1の電極層及び第2の電極層とを備えて構成される筒状MEAの製造方法であって、上記固体電解質層又は上記電極層の1つを構成する第1の未焼成筒状部を、所定の粉体材料を用いて成形する第1の成形工程S103と、上記第1の未焼成筒状部の内周部又は外周部に、上記固体電解質層又は上記電極層の他の1つを構成する第2の未焼成筒状部を、所定の粉体材料を用いて形成する第2の成形工程S106と、上記第1の未焼成筒状部と上記第2の未焼成筒状部とを備える筒状体を焼成して焼成筒状体を形成する焼成工程S109とを含む。
(もっと読む)
押出成形機とこれを用いる成形体の製造方法
【課題】固定床式反応装置等の装置や各種容器に充填した際の圧力損失が小さく、製造工程での切断時や、上記各種容器等へ充填した際にも、潰れたりしない高い強度を有する成形体を、高い寸法精度で成形することができる押出成形機およびこれを用いる成形体の製造方法を提供する。
【解決手段】複数の柱状部12と、隣接する柱状部12,12同士を接合するブリッジ部11とを備え、前記柱状部の長手方向に前記複数の柱状部で囲設された貫通孔13を有し、かつ周面に前記複数の柱状部間の間隔によって形成された開口14を有する成形体10を成形するための押出成形機であって、外周面に複数の溝を有する第一のダイと、該第一のダイが嵌入され内周面に複数の溝を有するリング状ないし筒状の第二のダイとを備え、前記第一および第二のダイの溝により成形体を連続的に押し出すための押出孔が形成されたダイを備える。
(もっと読む)
土練機および土練機による坏土の押出成形方法
【課題】土練機による筒状の押出成形体を、縦乾燥する過程において、その内表面にシワがより、該シワを起点としてクラックが発生する問題を回避可能とした、土練機および土練機による坏土の押出成形方法を提供する。
【解決手段】碍管等のセラミック製品の製造工程において、セラミック材料を含有する成形原料を混合・混練して坏土とした後、該坏土を円筒状に押出し円筒状坏土を得るために使用される土練機の押出口に、外径口金2と内径口金3により形成された円筒状の押出流路4を有する口金を備え、該内径口金3の押出側先端部に、外周方向に突出させたリング部5を設ける。
(もっと読む)
長尺中空状セラミック部材
【課題】 長尺中空状セラミック部材の成形体の乾燥工程において、長尺中空状セラミック部材の中空部側と外周側とで乾燥速度に差があるため、乾燥収縮の際に外周角部に亀裂が生じる。
【解決手段】 長手方向に貫通した中空部11を有する長尺中空状セラミック部材1であって、長手方向に垂直な断面の外周が多角形状であり、肉厚が外周角部に近くなるにしたがって薄くなっていることで、中空部11側の乾燥が促進されて中空部11側と外周側との乾燥速度の差が小さくなり、成形体に生じる歪みが小さくなるので、外周角部に亀裂が生じるのを抑制することができる。
(もっと読む)
成形体およびその製造方法、並びに触媒およびその製造方法
【課題】成形体およびその製造方法、並びに不飽和アルデヒドおよび不飽和カルボン酸製造用触媒およびその製造方法、並びにメタクリル酸製造用触媒およびその製造方法を提供する。
【解決手段】本発明の成形体10は、所定の間隔で配置された複数の柱状部12と、隣接する柱状部12,12同士を接合するブリッジ部11とを備え、前記柱状部の長手方向に前記複数の柱状部で囲設された貫通孔13を有し、かつ周面に前記複数の柱状部間の間隔によって形成された開口14を有する形状である。この成形体10は、外周面に複数の溝を有する第一のダイと、該第一のダイが嵌入され内周面に複数の溝を有するリング状ないし筒状の第二のダイとを備えた押出成形機を用いて、第一および第二のダイの少なくとも一方の回転および停止を繰り返して成形することができる。
(もっと読む)
長尺中空状セラミック部材
【課題】 長尺中空状セラミック部材の成形体の乾燥工程において、長尺中空状セラミック部材の角部は他の部分に比べ肉厚であることから、角部中央付近に亀裂が生じるという問題があった。
【解決手段】 長手方向に貫通した中空部11を有する長尺中空状セラミック部材1であって、長手方向に垂直な断面の外周が多角形状であり、中空部11の外形の断面の外周角部の近傍に、長手方向に延びる溝12が設けられている。中空部11の外形の断面の外周角部の近傍に長手方向に延びる溝12を設けることで、角部中央付近の乾燥を促進させることができるので、角部中央付近に亀裂が生じるのを抑制することができる。
(もっと読む)
長尺中空状セラミック部材
【課題】 長尺中空状セラミック部材の成形体の乾燥工程において、長尺中空状セラミック部材の角部は他の部分に比べ肉厚であることから、角部に亀裂が生じるという問題があった。
【解決手段】 長手方向に貫通した中空部11を有する長尺中空状セラミック部材1であって、長手方向に垂直な断面の外周が多角形状であり、断面において、外周角部に長手方向に貫通孔12が設けられている。外周角部に長手方向に延びる貫通孔12を設けることで角部の乾燥を促進させることができるので、角部に亀裂が生じるのを抑制することができる。
(もっと読む)
長尺中空状セラミック部材
【課題】 長尺中空状セラミック部材の成形体の乾燥工程において、長尺中空状セラミック部材の角部は他の部分に比べ肉厚であることから、角部中央付近に亀裂が生じるという問題があった。
【解決手段】 長手方向に貫通した中空部11を有する長尺中空状セラミック部材1であって、長手方向に垂直な断面の外周が多角形状であり、断面において中空部11は外形が外周に平行な辺を有する多角形状または円形状に形成されており、断面の外周角部に長手方向に延びる溝12が設けられている。外周角部に長手方向に延びる溝12を設けることで角部中央付近の乾燥を促進させることができるので、角部中央付近に亀裂が生じるのを抑制することができる。
(もっと読む)
成形機の金型の清掃方法及び成形機
【課題】成形プロセスを妨げることなしに、成形機の金型にこびり付いた残渣を能率良く除去する清掃方法を提供する。
【解決手段】上型ライナー6と下型4を備えて、下型4に充填された配合を上型ライナー6と下型4で挟んでプレスするとともに、待機位置と充填位置を往復して、下型4に配合を充填するチャージャー14を備える成形機1において、チャージャー14に、上型ライナー6及び下型ライナー9に当接する回転ブラシ16と、上型ライナー6及び下型ライナー9に向けて洗浄液を噴射する上向き洗浄ノズル17及び下向き洗浄ノズル15を備えて、チャージャー14が前進する際に下型ライナー9を清掃し、チャージャー14が後退する際に上型ライナー6を清掃する。
(もっと読む)
押出成形機用ブレーカプレートおよびこれを用いた押出成形機
【課題】 セラミック原料からなる坏土を用いて押出成形機にて成形体を成形し、その後成形体を乾燥や焼成したときに生じる成形体の押出方向のクラックを抑制可能なブレーカプレートおよびこれを用いた押出成形機を提供する。
【解決手段】 セラミック原料からなる坏土を用いて成形体を製造する押出成形機1の坏土の通路となる複数の貫通孔12を有するブレーカプレート5であって、最も外側に配置される貫通孔12の開口形状が、成形体の外形に沿った長孔12bを有しているブレーカプレート5である。長孔12bを通過した坏土に対応する成形体の表面には、坏土の中を移動しやすい樹脂分や水分が集まりやすい坏土の表面同士が合わさった部分が少ないため、密度差を生じるおそれが少なくなり、その後の工程である乾燥や焼成工程で受ける熱によって樹脂分や水分が抜けて収縮する際、乾燥体や焼結体の表面に生じる成形体の押出方向のクラックを抑制することができる。
(もっと読む)
陶磁器製ねじ式蓋の製造方法及び陶磁器製ねじ式蓋付き陶磁器製瓶の製造方法
【課題】離型性が良く、効率的に、寸法精度の高い陶磁器製ねじ式蓋を製造することができる陶磁器製ねじ式蓋の製造方法を提供する。
【解決手段】有底筒状の第1外側金型1の成形用穴2に、成形原料を挿入し、第1外側金型1の成形用穴2が開口する側の端部3に、リング状の第2外側金型11を取り付け、先端部22に雌ねじ構造形成部23を有する柱状の挿入部22aを備えた内側金型21の当該雌ねじ構造形成部23を、成形用穴2に挿入することにより成形原料を成形して、第1外側金型1と内側金型21と第2外側金型11とにより形成される成形空間20内に、ねじ式蓋形状の成形体Bを形成し、内側金型21を、ねじを緩める方向に回転させながら引き抜くとともに、第2外側金型11及び第1外側金型1からねじ式蓋形状の成形体Bを取り出し、ねじ式蓋形状の成形体を焼成してねじ式蓋を得る陶磁器製ねじ式蓋の製造方法。
(もっと読む)
成型装置およびこれを用いたセラミック成型体並びにセラミック成型体の製造方法
【課題】成形時間が短く、高精度で、緻密で、製品形状に近い形状を得ることのできる成形装置およびその成型方法を提供すること。
【解決手段】成形装置10は、上パンチ12と下パンチ13と、この上パンチ12および下パンチ13が上下から挿入される筒状の臼11とから成る金型を用いて、臼11内の上パンチ12と下パンチ13との間で被成型物22をプレスして成型する成形装置10において、臼11の一部に温度が異なる領域11aを形成する機構と、この領域で成型された被成型物22を臼11の他の領域11cに移動させる移動機構とを有している。被成型物22を臼11の高温領域から低温領域に移動させる移動機構によって、被成型物22の加熱および冷却時間を低減することができる。
(もっと読む)
セラミック製フェルールとその製造方法
【課題】内孔の研磨加工の生産性向上が図れ、機械的強度も確保されたセラミック製フェルールを提供する。
【解決手段】セラミック製フェルール1は、筒状であって、一端2から他端3にかけて光ファイバが保持される内孔4が形成されている。そして、外周面6側のセラミック密度が内孔4の内周面7側のセラミック密度より大きくなるように一体焼結されている。緻密な外周面6側セラミックスによって機械的強度が確保されるとともに、内孔4の内周面7の研磨加工が容易なセラミック製フェルール1を得ることができる。
(もっと読む)
粘稠材料成形押出装置
【課題】
本発明は筒体に装填した粘土や練り食品等の粘稠材料塊を押出用ピストンで押圧し、任意断面形状の紐状粘稠材料を連続して押し出し成形する粘稠材料成形押出装置に関し、軽量小型で清掃しやすい装置を提供する。
【解決手段】
先端に頂部を有し基台上面に平行して伸縮するパンタグラフジャッキと、頂部の移動中心軸に同軸心に位置決め固定される筒体と、筒体の後方開口部より挿脱する押出用ピストンと、筒体の他端となる前方開口部に固定するノズル部とより構成され、押出用ピストンの先端または筒体の後端を基台上面から離間するよう回動あるいは取外すことにより筒体の後方開口部の後方に所定形状の粘稠材料を装填できる粘稠材料装填準備スペースを確保する。
(もっと読む)
静水圧加圧成形型
【課題】加圧成形後の切削加工時に切削すべき範囲を、小さくすることにより切削時間を短縮し、更に、密度が均一な円筒状セラミック成形体を成形することができる静水圧加圧成形型を提供する。
【解決手段】円柱状の芯金1と、芯金1の一方の端部1aに配設された蓋部2と、芯金1の他方の端部1bに配設された底部3と、芯金1との間に空間を形成するように蓋部2から底部3に亘って配設された円筒状の成形用ゴム型4とを備え、蓋部2の芯金1側を向く面と、底部3の芯金1側を向く面とが、いずれも芯金1に直交する平面であり、底部3及び成形用ゴム型の内表面4aに接するように配置された円筒形状の底部側ゴムリング7と、蓋部2及び成形用ゴム型の内表面4aに接するように配置された円筒形状の蓋部側ゴムリング8とを更に備えた静水圧加圧成形型100。
(もっと読む)
環状酸化物成形体の製造方法
本発明は、鋳型のキャビティに導入される粉末状骨材を機械的に圧密化することによって環状酸化物成形体を製造するための方法であって、得られた圧縮構造の周面が円錐台のものに対応する、方法に関する。 (もっと読む)
1 - 20 / 59
[ Back to top ]