
Fターム[4G055AA07]の内容
後処理、加工、供給、排出、その他の装置 (4,026) | 成形物品の材質 (1,060) | 粘土、焼成材料 (536)
Fターム[4G055AA07]の下位に属するFターム
セラミックス (478)
Fターム[4G055AA07]に分類される特許
41 - 58 / 58
不定形耐火物、耐火物および窯炉
【課題】過酷な条件においても耐久性を保ち長寿命である耐火物を提供する。
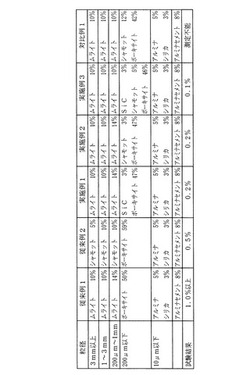
【解決手段】不定形耐火物は、補助原料として、2質量%〜10質量%の炭化珪素および3質量%〜10質量%のシャモットの少なくともいずれか1つと、結合材と、残部がコランダム、ムライト、ボーキサイト、シャモット、ロー石、シリカから選ばれた1種以上の主原料、との混合物からなり、アルカリ成分を含むガス雰囲気に熱間で曝される環境で用いられる。高温(750℃以上)でかつアルカリ成分を含むガス雰囲気において、炭化珪素および/またはシャモットが耐火物の表層で厚み1mm以下でガラス化して、耐火物の内部にアルカリ成分を含むガスが侵入するのを防止する。
(もっと読む)
タイル及びその製造方法

【課題】表装層と多孔質層を有し、かつこれらが強固に結合しているタイル及びその製造方法を提供する。
【解決手段】石膏型の凹部内に第1の泥しょうを流し込み、所定時間静置する。凹部の内面が泥しょう中の水分を吸収し、該内面に泥しょう中の固形分が付着する。余分な泥しょうを石膏型から排泥し、表装層2となる第1の生素地体が形成される。脱型後、該第1の生素地体内に、可燃性粒子、中空粒子及び気泡の少なくとも1種を含んだ第2の泥しょうを流し込むか又は練土を充填して多孔質層3用の第2の生素地体を形成する。次いで、乾燥後、焼成し、タイル1を得る。第2の泥しょう又は練土中の坏土成分は、前記第1の泥しょう中の坏土成分と略同一組成のものである。
(もっと読む)
陶磁器製品用の成形品の離型方法およびその離型装置
【課題】
石膏型の強度を脆弱化させることなく、従来の石膏型をそのまま採用して成形品の離型性の向上化を図る離型方法と装置を提供する。
【解決手段】
石膏型12の下方側の周囲に密閉状態の石膏型側の空気室20を形成する工程、成形品Wの凹部W1を成形品側の吸気室30として形成する工程、石膏型側の空気室20に圧縮空気を供給し、成形品側の吸気室30に吸気を施すようにする方法と装置。
(もっと読む)
セメント系複合体の製造方法および建築用外装材
【課題】 セメント系硬化体とタイル材とが強固に接合され、外観意匠性が高いセメント系複合体を、簡単かつ能率的に製造する。
【解決手段】 複数枚のタイル材30を、互いに間隔をあけて配列させた状態で、仮支持枠32に支持させる工程(a)と、タイル材30が支持された仮支持枠32の上にセメント系材料を押出成形して、可塑状態の押出成形体10をタイル材30に重ねて配置する工程(b)と、押出成形体10をタイル材30に押圧して成形し、タイル材30の少なくとも一部が押出成形体10に埋め込まれたセメント系成形体16を得る工程(c)と、セメント系成形体16を養生硬化させて、セメント硬化体にタイル材30が複合一体化されたセメント系複合体を得る工程(d)とを含む。
(もっと読む)
窯業成形物の製造ラインシステム
【課題】 本発明は、窯業成形物の多品種混合生産による短納期対応可能な全自動、省スペース、省コストの窯業成形物の製造ラインシステムを提供することを課題とする。
【解決手段】 本発明の窯業成形物の製造ラインシステムは、窯業成形物を載置する乾燥用パレットを多段に積層した乾燥台車が乾燥炉を介して走行自在に一方向に循環する循環経路を備え、乾燥用パレットに載置した窯業成形物の生地を乾燥炉を通過することで白地とする乾燥ラインと、窯業成形物の生地を形成する成形ラインと、乾燥後の白地を次工程へ搬送する白地搬送ラインと、生地を成形ラインから前記乾燥用パレットへ移載する生地移載機と、出炉後の乾燥パレットに載置されている白地を白地搬送コンベアに移載する白地移載機とを備え、複数の成形ラインと複数の白地搬送ラインとを備えるとともに、生地移載機と白地移載機とはアーム式多関節ロボットとする。
(もっと読む)
タイルユニット加工機
【課題】 タイルの下面に連結シートを入れてタイルユニット製造するタイル加工機を提供する。
【解決手段】 乾燥手段50は温風供給装置につながるダクト51を上段の搬送ライン1の下方に配置し、このダクト51の上面に形成した開口から温風がパンチングメタル6の開口を介して連結シート15及びタイルTの下面に直接当たるようにしている。
(もっと読む)
耐熱陶器及びその製造方法
【課題】充分な熱伝導性等を有しつつ、優れた意匠性を発揮可能な耐熱陶器を提供する。
【解決手段】耐熱陶器の素地に炭化珪素を含有させた場合、焼成中に炭化珪素に起因する気泡が発生し陶器表面の釉薬層にピンホールが生じやすく、意匠製性の劣る耐熱陶器となる。その課題を解決すべく、素地と釉薬層との間に高耐火度かつ非ガラス質の化粧層を設けることを考えた。即ち、耐熱陶器は、リチウムアルミノケイ酸塩及び炭化ケイ素を含有する素地10と、素地10上に形成されたガラス質の釉薬層30とを備え、素地10と釉薬層30との間には、高耐火度かつ非ガラス質の化粧層20が設けられている。
(もっと読む)
異形瓦の製造方法
【課題】従来の粘土瓦製造ラインの中で、簡単な作業を付加することによって、谷隅瓦、棟隅瓦などの異形瓦を低コストに製造できる。
【解決手段】 本発明は、従来の1)成形工程、2)乾燥工程、3)施釉工程、4)焼成工程などに、切れ目工程、分割工程を付加する。切れ目工程は、瓦本体の成形工程中に、その後、成形体が塑性加工可能な状態のときに、瓦本体2の表面に、板厚が2.5mm以下の刃物を押し込んで、例えば、一点鎖線の右上がり傾斜切れ目21を入れる工程であり、また分割工程は、焼成後に焼結した瓦本体2に適度な衝撃を与えて、その切れ目21に沿って上下に分割して所定形状の谷隅瓦a、棟隅瓦bなど異形瓦を製造する工程。
(もっと読む)
焼成用成形体の製造方法、焼成体の製造方法および焼成体
【課題】単位時間当たりの焼成用成形体の生産量を向上させ、保形性に優れた焼成用成形体を形成して焼成体を製造可能とすることを課題とする。
【解決手段】少なくとも、微粒状の無機、金属または木質系材料からなる充てん材M1と、当該充てん材M1と等重量以下の溶融状態の樹脂M2と、を含む素材を押出機構A1にて混合して不定形の状態で押し出し、押出機構A1から押し出された素材を不定形のまま所定の導入部A2に導入し、焼成して焼成体を形成するための焼成用成形体の形状に所定の成形機構にて成形可能とする成形用素材M5を同導入部A2に導入された不定形の素材M4から生成し、生成した成形用素材M6を成形機構A4にて成形して焼成用成形体M7を形成し、形成した焼成用成形体M7を焼成して焼成体M8を製造する。
(もっと読む)
異形瓦の乾燥方法
【課題】 和型桟瓦の乾燥用パレットを異形瓦の瓦素地の乾燥用に転用して乾燥する方法において、製品の裏面に支持突起が残存しないようにし、乾燥による瓦素地の変形を生じないようにする。
【解決手段】 異形瓦を乾燥用パレット上に載置させたときに、異形瓦の裏面の桟側載置杆の対応部位ではその中央部の大部分が桟側載置杆との間に空隙を生じ、
該裏面の谷部載置杆の対応部位では桟側載置杆側に空隙を残す一方、差込側載置側を谷部載置杆によって支持させ、該裏面の差込側載置杆の対応部位では前記の頭側、中央部および尻側が差込側載置杆の表面に倣う傾斜部により支持させ、残余の部位は差込側載置杆の表面との間に空隙を残すことにより乾燥する。
(もっと読む)
瓦素地の尻部端面研削装置
【課題】乾燥された瓦素地の尻部端面を、一連の製造工程の中で、迅速かつ的確に平坦面に研削可能な瓦素地の尻部端面研削装置を提供する。
【解決手段】本発明の瓦素地の尻部端面研削装置1は、乾燥した瓦素地50を平伏した状態で搬送するコンベア2と、コンベア2の一側側において搬送方向に沿って研削面3が起立状態で配された研削ベルト4と、研削ベルト4の研削面3に瓦素地50の尻部端面53を当接させるための頭部端面押圧手段5とを有している。このため、各瓦素地50の尻部端面53がどのように変形していても、研削直前に、瓦素地50の尻部端面53が頭部端面押圧手段5により研削ベルト4の研削面3に押し当てられるため、研削面とは無関係に瓦素地が位置決めされる機構に比してより的確に尻部端面を平坦面に形成できる。また、研削手段として研削ベルトを使用するため、迅速な研削が可能となる。
(もっと読む)
押出成形装置
【課題】 本発明は、無機質混練材料よりなる原料、例えば粘土を主成分とする原料を押出成形し、化粧面に凹凸模様を形成した押出成形体を歪み無く連続的に形成する押出成形装置に関するものである。
【解決手段】 無機質混練材料よりなる原料2aを押出成形部Aにより押し出し、押出成形された押出成形体αに化粧面加工部Fにより凹凸模様α1を形成する押出成形装置Pにおいて、押出機2に口金3を連結すると共に、口金3より押し出される板状の連続成形体αを、口金3出口に一体に設置した口金部エンボスロール部Eにより加工し、その後、複数個の分割ロール13よりなるエンボスロール9を複数個形成したエンボスロール部Gにより徐々に加工し、押出成形体αの化粧面α1に凹凸模様γを形成した押出成形装置Pである。
(もっと読む)
押出成形装置
【課題】 本発明は、無機質混練材料よりなる原料、例えば粘土を主成分とする原料を押出成形し、化粧面に凹凸模様を形成した押出成形体を歪み無く連続的に形成する押出成形装置に関するものである。
【解決手段】 無機質混練材料よりなる原料2aを押出成形部Aにより押し出し、押出成形された押出成形体αに化粧面加工部Fにより凹凸模様α1を形成する押出成形装置Pにおいて、押出機2に口金3を連結すると共に、口金3より押し出される板状の連続成形体αを、口金3出口に一体に設置した第1エンボスロール部Eにより加工し、その後、複数の回転スピードの異なるロール部10よりなる第2エンボスロール部Gにより加工し、押出成形体αの化粧面α1に凹凸模様γを形成した押出成形装置Pである。
(もっと読む)
押出成形装置
【課題】 本発明は、無機質混練材料よりなる原料、例えば粘土を主成分とする原料を押出成形し、化粧面に凹凸模様を形成した押出成形体を歪み無く連続的に形成する押出成形装置に関するものである。
【解決手段】 無機質混練材料よりなる原料2aを押出成形部Aにより押し出し、押出成形された押出成形体αに化粧面加工部Fにより凹凸模様α1を形成する押出成形装置Pにおいて、押出機2に口金3を連結すると共に、口金3より押し出される板状の連続成形体αを、口金3出口に一体に設置した第1エンボスロール部Eにより加工し、その後、押出成形体αのスピードと異なる回転スピードのロール部10よりなる第2エンボスロール部Gにより加工し、押出成形体αの化粧面α1に凹凸模様γを形成した押出成形装置Pである。
(もっと読む)
押出成形装置
【課題】 本発明は、無機質混練材料よりなる原料、例えば粘土を主成分とする原料を押出成形し、化粧面に凹凸模様を形成した押出成形体を歪み無く連続的に形成する押出成形装置に関するものである。
【解決手段】 無機質混練材料よりなる原料2aを押出成形部Aにより押し出し、押出成形された押出成形体αに化粧面加工部Fにより凹凸模様α1を形成する押出成形装置Pにおいて、押出機2に口金3を連結すると共に、口金3より押し出される板状の連続成形体αを、口金3出口に一体に設置した口金部エンボスロール部Eにより加工し、その後、複数個の径の異なるエンボスロール9よりなるエンボスロール部Gにより徐々に加工し、押出成形体αの化粧面α1に凹凸模様γを形成した押出成形装置Pである。
(もっと読む)
皺寄せ板材の製造方法
【課題】 表面に、断面形状がフラクタル曲線状である皺を有し、河川の浄化等に大きく寄与する板材を製造可能にする。
【解決手段】 伸長したゴムシート8上に粘土24を載置した後、このゴムシート8を途中迄収縮させて、この粘土24の上面に、比較的うねりが小さい第一の皺を形成する。次いで、この粘土24を少し乾燥させてから、上記ゴムシート8を更に収縮させ、この粘土24の上面に、比較的うねりが大きい第二の皺を形成する、上記第一の皺はこの第二の皺の表面に残る為、上記フラクタル曲線状の断面形状を得られる。
(もっと読む)
ブロック打ち固め機械
本発明によれば、(a)充填ポート開口部51、長手方向の孔52、圧縮端部53、及び押し出し端部57を有する細長い開口した打ち固めチャンバ50と、(b)打ち固めチャンバ50の圧縮端部53内の材料を長手方向の孔52に沿って押圧する打ち固めヘッド20と、(c)以前に圧縮されたすべての材料からなり、打ち固めチャンバ50の押し出し端部57の大部分を占有し、締め固めユニット100の一構成部分として機能する連続した均質なブロック40と、(d)打ち固めヘッド20を移動させて軟質なブロック形成材料40A(土など)をブロック40に対して圧縮する油圧シリンダ10(アクチュエータの一部)とを有する締め固めユニット100が提供される。これによって、以前のリフト40Cと効果的に融合される新たなリフト40Bが形成されて、締め固めユニット100を出る比較的高密度な材料の連続した均質なブロック40が形成される。剪断チャンバ60はブロックを任意の所望の長さに砕き、支持プラットフォーム70はブロックを用いられるまでの間支持及び保管する。標準的な建設装置及び改良された巻上げ装置を用いて、建築システム内でブロックを吊り上げ、配置する手順について説明する。さらに、チャンバ50内で圧縮される材料の「摩擦しきい」を増大させるための、特殊設計の形体22が打ち固めヘッド20に組み込まれる。 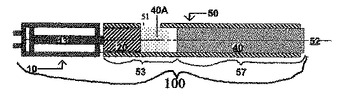 (もっと読む)
(もっと読む)
窯業系建材およびその製造方法
【課題】 優れた強度を有し、かつ充分な耐候性を有する、窯業系建材およびその製造方法を提供する。
【解決手段】 窯業系基材の表面に、ジルコニウム成分とジルコニウム以外の金属成分とを含有する金属酸化物薄膜を有する窯業系建材であって、該薄膜が:アミノポリカルボン酸とジルコニウム化合物とから形成されるジルコニウム錯体またはジルコニウム塩とアミンとの塩であり、該ジルコニウム以外の金属成分がジルコニウム以外の金属を含む化合物であり、そして該組成物の全金属成分のうち、該ジルコニウム成分が酸化ジルコニウム換算で70モル%〜98モル%の割合で含有されかつ該ジルコニウム以外の金属成分が該金属の酸化物換算で2モル%〜30モル%の割合で含有される。
(もっと読む)
41 - 58 / 58
[ Back to top ]