
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
201 - 220 / 260
高張力溶融亜鉛めっき鋼板及び高張力合金化溶融亜鉛めっき鋼板
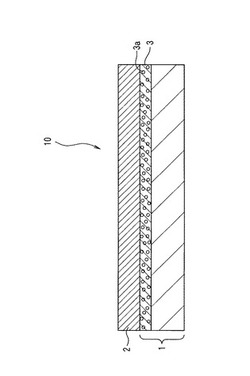
【課題】SiやMnなど固溶強化元素の含有量が高い高張力鋼板を下地鋼板としても、不めっきを発生させることなく、めっき性の向上を可能する。
【解決手段】下地鋼板を、C:0.001〜0.20質量%、Si:0.10〜2.00質量%、Mn:1.00〜3.00質量%、Nb及びTiから選択される1種又は2種以上:0.01〜0.50質量%、Mo:0.01〜1.00質量%、残部:Fe及び不可避的不純物からなる高張力鋼板1で構成するとともに、溶融亜鉛めっき2との界面となる高張力鋼板1の表層部に、粒界酸化物或いは粒内酸化物を含む酸化層3を形成し、直径20nm以下のNb−Mo系或いはTi−Mo系析出物3aを1個/μm3 以上、好ましくは10個/μm3 以上分散させた領域を存在させる。
(もっと読む)
加工性、パウダリング性、摺動性の良好な合金化溶融亜鉛メッキ鋼板の製造方法

【課題】ゼンジマー法や無酸化炉方式に比べて加工性が良好で更にパウダリング性や摺動性も良好な合金化溶融亜鉛メッキ鋼板の製造方法を提供すること。
【解決手段】質量%で、C:0.01〜0.12%、Mn:0.05〜0.6%、Si:0.002〜0.1%、P:0.05%以下、S:0.03%以下、sol.Al:0.005〜0.1%、N:0.01%以下を含み、残部Fe及び不可避的不純物から成る鋼片を熱延、酸洗、冷延後、650〜900℃にて焼鈍し、250〜450℃まで冷却して120秒以上保持後室温まで冷却後酸洗し、調質圧延をかけずに、Ni又はNi−Feをプレメッキし、5℃/秒以上で430〜500℃まで加熱後メッキ浴中で亜鉛メッキし、ワイピング後20℃/秒以上の昇温速度で460〜550℃まで加熱し、均熱時間をとらないか、5秒未満の均熱保持の後、3℃/秒以上で冷却し、最終の調質圧延を0.4〜2%の伸び率でかける。
(もっと読む)
案内ロールおよび溶融金属鍍金装置
【課題】慣性モーントの低減と軸部摩擦抵抗の低減とを両立できる溶融金属内で使用される案内ロールおよび溶融金属鍍金装置を提供することを目的とする。
【解決手段】案内ロール10は、搬送される帯状材を液状体中で案内するものであって、円筒体1と、円筒体1の中心部に配置された円柱体4とを具備し、且つ、案内ロール1の比重が、これが設置される前記液状体の比重と略同一である。また、前記液状体が溶融している金属、あるいは溶融している亜鉛または亜鉛合金等である。さらに、本発明の溶融金属鍍金装置は、溶融金属槽と、シンクロールと、サポートロールと、ワイピングロールと、を有し、前記サポートロールが案内ロール10である。
(もっと読む)
ガスワイピングノズルおよび溶融金属めっき鋼板の製造方法
【課題】ノズル先端部に溶融めっき金属のスプラッシュが付着してノズル詰まりが発生することを抑制することが可能なガスワイピングノズルおよび溶融金属めっき鋼板の製造方法を提供する。
【解決手段】ワイピングガスが噴出されるスリット7を有するガスワイピングノズル5であって、ノズル上面の傾斜面11が水平面となす角度αが、ノズル先端側で小さい。
(もっと読む)
溶融亜鉛めっき鋼板の製造方法
【課題】めっき付着量が55g/m2以上の不めっきのない美麗な表面外観を有し、耐食性にも優れた溶融亜鉛めっき鋼板、あるいはさらに耐パウダリング性にも優れた合金化溶融亜鉛めっき鋼板を得る。
【解決手段】C≦0.25mass%を含有する冷延鋼板に、浸入板温を500〜600℃、浴中Al濃度を0.15〜0.3wt%として溶融亜鉛めっきを施す。合金化溶融亜鉛めっき鋼板を得る場合は、次いで、合金化処理する。好ましくは、溶融亜鉛めっき処理を施すに先立ち、まず、元素XとしてS、Cl、Na、K、Ni、C、N、B、Se、Brの少なくとも1種以上を含有する化合物を、下記(1)式を満足するように鋼板表面に付着させ、次いで、再結晶焼鈍する。
〔X〕≧ (1/600)×〔M〕 ―――(1)
〔X〕:Xの量単位mg/m2
〔M〕:めっき付着量単位g/m2
(もっと読む)
プレス成形性に優れた合金化溶融亜鉛めっき高張力鋼板及びその製造方法
【課題】高張力鋼板をめっき原板に使用しているにも拘わらずプレス成形性の良好な合金化溶融亜鉛めっき高張力鋼板を提供する。
【解決手段】Si,Mnを強化元素とする高張力鋼板をめっき原板に使用し、合金化処理時の加熱によりめっき原板から亜鉛めっき層にSi,Mnを拡散させ、Si:0.005〜1.0質量%,Mn:0.005〜1.0質量%,Fe:7〜15質量%を含む組成の合金化溶融亜鉛めっき層を形成する。Si,Mn濃度の適正管理により、優れた耐パウダリング性,耐フレーキング性,プレス成形性を合金化溶融亜鉛めっき高張力鋼板に付与する。
(もっと読む)
溶融めっき金属帯の製造方法及び溶融めっき金属帯製造装置
【課題】浴中のサポートロールを非駆動にした場合に、該サポートロールに起因するチャターマーク状の付着量むらや擦り疵の発生を防止できる溶融めっき金属帯の製造方法および溶融めっき金属帯製造装置を提供する。
【解決手段】スナウトから出た金属帯を、溶融金属浴槽内の溶融金属浴に連続的に引き込み、シンクロールに巻掛けて方向転換した後、溶融金属浴から引き上げ、溶融金属浴上に設置したガスワイピングノズルから高圧ガスを吹き付けて金属帯表面に付着した余剰溶融金属を払拭して所定のめっき付着量に調整する溶融めっき金属帯の製造方法において、前記シンクロール上方の前記溶融金属浴槽内の金属帯面の少なくとも一方の側に、ロールの胴部内部にめっき金属を充填した鋼製ロールを金属帯に接触させて無駆動で回転させる。
(もっと読む)
溶融亜鉛付着量制御方法および装置
【課題】パラメータの調整が簡単でかつ高いワイピングノズルと鋼板との距離、およびワイピングノズルガス圧力推定精度を有する溶融亜鉛付着量制御方法および装置を提供することを目的とする。
【解決手段】入力項目および出力項目の実績データをデータベースとして蓄えるデータベース作成工程と、これからコーティングされる被めっき鋼板の前記入力項目のデータを要求点データとして入力する要求点データ入力工程と、前記データベース内の全データと前記要求点データとの距離計算を行い、この計算した距離が短い順にデータを近傍データとして1つまたは複数選択する近傍データ選択工程と、選択された近傍データに基づいて、これからコーティングされるめっき鋼板のためのワイピングノズルの出力を決定するワイピングノズル出力決定工程と、コーティングを実施するごとに新たな実績データを、前記データベースに追加または更新するデータベース更新工程とを有する。
(もっと読む)
金属帯の溶融めっき方法及び溶融めっき設備
【課題】異物付着によるノズル詰まりを抑制し、めっき製品の品質を維持しながら、加振ノズルに内蔵された歪誘起型アクチュエータの交換周期を延長する。
【解決手段】溶接点のトラッキング位置に基づいて、加振ノズル3を振動させる。好ましくは、溶接点のトラッキング位置と、加振ノズル位置より下流側で測定した金属帯反り量とに基づいて、加振ノズルを振動させる。
(もっと読む)
ガスワイピングノズルのノズル詰まり防止方法およびノズル詰まり防止器具
【課題】金属帯の溶融金属めっき技術分野において、ガスワイピングノズルのノズル詰まりを安価にかつ効果的に解消できる手段を提供する。
【解決手段】金属帯の溶融金属めっきライン内で稼動中のガスワイピングノズル3の幅方向端面に振動器11を押し当ててガスワイピングノズルを1Hz以上で振動させる。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設けるとともに、該バッフルプレートの板厚は、めっき浴方向に向かって薄くなるようにする。
(もっと読む)
溶融金属めっき鋼帯の製造方法及びガスワイピングノズル
【課題】溶融金属の付着量制御におけるエッジオーバーコートの発生を防止できる溶融金属めっき鋼帯の製造方法及びこの鋼帯の製造に使用するガスワイピングノズルを提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスを噴射する複数のスリットを有するガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記複数のスリットのなかで負荷圧力が最大のスリットのスリット幅をノズル幅方向外側に向かって大きくすることを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】エッジオーバーコートを防止し鋼帯幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設けるとともに、該バッフルプレートは、鋼帯端部側が、板厚が鋼帯端部に向かって薄くなるように形成する。
(もっと読む)
塩害環境での耐食性に優れた自動車用燃料タンク用表面処理ステンレス鋼板
【課題】 塩害環境での耐食性に優れた自動車用燃料タンク用表面処理ステンレス鋼板を提供する。
【解決手段】 質量%で、Cr:10.0〜25.0%を含有し、平均r値が1.4以上、全伸びが30%以上であるフェライト系ステンレス鋼板基材あるいはCr:10.0〜25.0%を含有し、全伸びが45%以上、加工硬化率が400N/mm2以下であるオーステナイト系ステンレス鋼板基材の表面に、5〜13%のSiを含有し残部が不可避的不純物およびAlからなるめっき層を付着量5g/m2以上80g/m2以下で形成させ、めっき層と地鉄の間に形成される合金層の厚みが5.0μm未満であり、めっき層の上に可溶型樹脂および可溶型樹脂に対して質量%で1〜30%の潤滑機能付与剤で構成される摩擦係数0.15以下の潤滑皮膜を有することを特徴とする塩害環境での耐食性に優れた自動車用燃料タンク用表面処理ステンレス鋼板。
(もっと読む)
ガスワイピングノズル
【課題】スプラッシュやノズル詰まりによる品質欠陥を十分に抑制することができ、高歩留まりで溶融めっき金属帯を製造することができるガスワイピングノズルを提供すること。
【解決手段】溶融めっき金属帯を製造する際に、金属帯に付着した過剰の溶融金属をワイピングガスにより払拭するガスワイピングノズル20であって、ワイピングガスaを噴射する主ノズル孔1を規定する一対の内側板5,6と、一対の内側板5,6の外側に設けられ、内側板5,6との間に、主ノズル孔1よりも小流量のワイピングガスbを噴射する上部副ノズル孔2および下部副ノズル孔3を規定する一対の外側板4,7と、内側板5,6および外側板4,7の少なくとも先端部を連続的または間欠的に振動させる加振機構とを具備する。
(もっと読む)
燃料タンク用表面処理鋼板の製造方法
【課題】高強度と高成形性を兼備する自動車の燃料タンク用表面処理鋼板の製造方法を提案する。
【解決手段】C:0.01〜0.10mass%、Si:0.5mass%未満、Mn:0.5〜2.0mass%、P:0.050mass%以下、S:0.010mass%以下、Al:0.10mass%以下を含有し、さらにTi,Nbのうちの1種または2種を合計で0.005〜0.10mass%含有する鋼スラブを熱間圧延し、冷間圧延し、再結晶焼鈍し、亜鉛系めっき処理を施してから化成処理を行い、次いで、その化成処層の一方の表面に金属粉末を含有するアミン変性エポキシ系樹脂皮膜を形成し、他方の表面にシリカ、潤滑剤および導電性粒子を含有するアクリル系エマルション樹脂皮膜を形成することにより、引張強度が340MPa以上で、フェライト相を主とする組織からなる燃料タンク用表面処理鋼板を得る。
(もっと読む)
高強度溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板の製造設備
【課題】めっき性不良の発生を防止できる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%でSi:0.2〜3%及びMn:1〜3%のうちの1種以上を含有する鋼板1を、直火加熱方式の直火帯2で加熱し、さらに還元帯3において還元雰囲気中で表面の還元と焼鈍を行ったのち、溶融亜鉛めっき浴に浸漬させて亜鉛めっきを行う高強度溶融亜鉛めっき鋼板の製造方法において、直火帯2と還元帯3の連接部またはその近傍から炉内のガスを排気する。
(もっと読む)
溶融メッキ鋼線の空冷装置
【課題】一台の空冷装置により、冷却効率を低下させることなく、溶融メッキ鋼線に対して、連続した冷却を行なうことでメッキ層を良好に凝固させるとともに、冷却効率の向上が可能な空冷装置を提供する。
【解決手段】溶融メッキ鋼線製造装置1における溶融メッキ鋼線10の空冷装置40において、内部に溶融メッキ鋼線10を挿通する一つの通し冷却通路47と、冷却通路47に沿って間隔的に配置され、冷却通路47へ空気を吹き出す空気吹出口を設けた複数段の空気圧力室41,42と、を有し、二段目以降の空気圧力室42の下流側の冷却通路47は、当該空気圧力室42から吹き出す空気により、当該冷却通路47内に外部空気を吸引して導入するようにした外気導入路を備えたことを特徴とする。
(もっと読む)
自動車用防錆構造体
【課題】スポット溶接性,耐食性を両立させた自動車用防錆構造体を提供する。
【解決手段】リーンホースメント1をシルアウター2,シルインナー3で挟み、スポット溶接4したシル構造体であり、Mg:1〜5質量%,Al:3〜22質量%,必要に応じTi:0.001〜0.1質量%,B:0.0005〜0.01質量%のZn-Al-Mg合金めっき層が設けられためっき鋼板でリーンホースメント1を作製している。Zn-Al-Mg合金めっき層は、Zr,Y,Si,希土類元素から選ばれた少なくとも一種の易酸化性元素を0.002〜0.05質量%含む場合もあり、両面合計の付着量:180g/m2以下で鋼板表面に設けられる。
(もっと読む)
高強度溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板の製造設備
【課題】めっき性不良の発生を防止できる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%でSi:0.2〜3%及びMn:1〜3%のうちの1種以上を含有する鋼板1を、直火加熱方式の直火帯2で加熱し、さらに竪型還元帯3において還元雰囲気中で表面の還元と焼鈍を行ったのち、溶融亜鉛めっき浴に浸漬させて亜鉛めっきを行う高強度溶融亜鉛めっき鋼板の製造方法において、竪型還元帯3では、少なくとも入側領域において雰囲気ガスを鋼板進行方向と逆方向に流すようにする。
(もっと読む)
201 - 220 / 260
[ Back to top ]