
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
101 - 120 / 260
加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】高強度(590MPa以上の引張強度TS)を有し、かつ、加工性(高延性と高穴広げ性)に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】成分組成は、質量%でC:0.04%以上0.15%以下、Si:0.7%以上2.3%以下、Mn:0.8%以上2.2%以下、P:0.1%以下、S:0.01%以下、Al:0.1%以下、N:0.008%以下を含有し、残部が鉄および不可避的不純物からなり、組織は、面積率で、70%以上のフェライト相と2%以上10%以下のベイナイト相と0%以上12%以下のパーライト相を有し、体積率で、1%以上8%以下の残留オーステナイト相を有し、かつ、フェライトの平均結晶粒径が18μm以下で、残留オーステナイトの平均結晶粒径が2μm以下であることを特徴とする加工性に優れた高強度溶融亜鉛めっき鋼板。
(もっと読む)
メッキ厚み制御装置
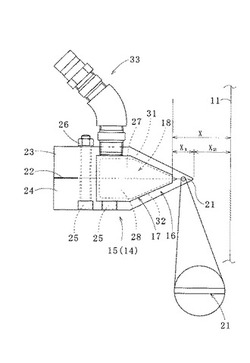
【課題】鋼板ストリップの幅方向に反りが発生していても、溶融金属のメッキ厚みを幅方向に均一化できるメッキ厚み制御装置を提供する。
【解決手段】鋼板ストリップ11に溶融金属12をメッキするメッキ鋼板製造設備13に設けられ、ワイピングノズル14、15を備えたメッキ厚み制御装置10において、ワイピングノズル14、15は鋼板ストリップ11の幅より大きな幅を有する一体物であって、ワイピングノズル14、15のチャンバー16内にはチャンバー16の基端から先端手前までをワイピングノズル14、15の幅方向に分割する仕切り板17が配置されて複数の小チャンバー18が形成され、小チャンバー18には圧力調整弁19を備えたガス配管20が接続され、仕切り板17の先端面から鋼板ストリップ11との間の距離Xが10mm以上200mm以下で、仕切り板17の厚さが0.05mm以上1mm以下である。
(もっと読む)
合金化溶融亜鉛めっき鋼板
【課題】 本発明は合金化溶融亜鉛めっき鋼板に係り、さらに詳しくは耐溶接スパッタ付着性に格段に優れた合金化溶融亜鉛めっき鋼板を提供することを目的とするものである。
【解決手段】 鋼板の片面または両面にAl:0.05〜0.5質量%、Fe:5〜17質量%、残部がZnおよび不可避的不純物からなる合金化溶融亜鉛めっき層を有する合金化溶融亜鉛めっき鋼板の表面に、溶融鉄との接触角が90度以上、その表面積がめっき層の表面積の1.4〜100倍である皮膜を形成させる。
(もっと読む)
溶融金属めっき設備

【課題】下流側ガスワイピング装置との対向位置で、溶融金属がスプラッシュとなって鋼帯から飛散しても、そのスプラッシュが原因となって上流側ワイピング装置に不具合が生じることを防止する。
【解決手段】スプラッシュ付着防止板54は、ガスワイピング装置24における一対のガスワイピングノズル30からそれぞれ噴射されたガス流Gにより鋼帯20のエッジ部21E付近からスプラッシュSとして飛散した溶融亜鉛Mを堰き止め、スプラッシュSを保持する。これにより、スプラッシュSが電磁ワイピング装置22に付着すること、及びガスワイピング装置24の下方で鋼帯20に再付着することを効果的に阻止できるので、スプラッシュSが原因となって電磁ワイピング装置22に短絡等の不具合が生じることを効果的に防止できる。
(もっと読む)
溶融めっき金属帯の製造装置
【課題】溶融めっき金属浴から引上げられる金属帯に持上げられる溶融めっき金属の持上げ量を抑制する溶融金属絞り部材を備えた溶融めっき金属帯の製造装置を提供する。
【解決手段】溶融めっき金属浴11を保持するめっき槽12と、めっき槽12内に設けられ、溶融めっき金属浴11に進入した金属帯13の移動方向を上方向に変えるシンクロール14と、めっき槽12の上方に設けられ、溶融めっき金属浴11から引出された金属帯13の両面にガスを吹付けて一定厚みの溶融めっき金属層を形成するガスワイピングノズル15とを有する溶融めっき金属帯の製造装置10において、溶融めっき金属浴11の浴面直下に全体又は一部が配置され、シンクロール14を通過した金属帯13の両面を金属帯13の幅方向全体に亘って、溶融めっき金属浴11の上部の集積物及び溶融めっき金属から形成された析出層17を介して押圧する対となる絞り部材18、19が設けられている。
(もっと読む)
溶融金属めっき鋼帯の製造装置、及び溶融金属めっき鋼帯の製造方法
【課題】スプラッシュに起因するめっき表面欠陥の発生を抑え、高品質の溶融金属めっき鋼帯をより安定して製造する技術を提供する。
【解決手段】鋼帯Xを挟んで副ノズル2a、2bをそなえたガスワイピングノズルAを対向配置する。そして、各ガスワイピングノズルAから噴射される合成噴流の衝突中心位置の鋼帯長手方向へのオフセット量Sおよび主ノズル1のスリットギャップbの比であるS/bを、2.5≦S/b≦6.5の範囲内となるように、相対的に、一方のガスワイピングノズルAにおける主ノズル1のガス噴射方向に対し、他方のガスワイピングノズルAにおける主ノズル1のガス噴射方向を鋼帯長手方向に傾ける。
(もっと読む)
騒音を低減させたガスワイピングノズル
【課題】ガスワイピングノズルの作業性及び操作性を阻害せずに、従来のガスワイピングノズルの簡易な改造で対応可能な騒音を低減させたガスワイピングノズルを提供する。
【解決手段】金属ストリップ13の表面に形成した溶融金属付着層に、ガス導入部14に続き、上下方向高さが先側に向けて徐々に狭くなったノズル部15からガスを吹付けて、過剰な溶融金属を除去して一定厚みの溶融金属めっき層を形成するガスワイピングノズル10、11において、ガス導入部14の上下、ガス導入部14とノズル部15の外側連結領域の上下、又はノズル部14の先側を除く外側傾斜領域の上下に、それぞれ上向き及び下向きの吸音材16、17を設けた。
(もっと読む)
溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法
【課題】通常通板速度においても、また高速通板時においても、スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯3の表面に、ワイピングノズル1から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、前記ワイピングノズル1の下方の鋼帯エッジより内側に、ガス噴射方向が鋼帯幅方向センタから鋼帯エッジに向かって下向きでかつ鋼帯面に近づくように、鋼帯進行方向及び鋼帯面と所定角度を有して形成された補助ノズル2を設け、該補助ノズル2から鋼帯面にガスを噴射する。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】溶融金属浴から引き上げられる鋼帯に随伴する溶融亜鉛の持ち上げ量を抑制することで、ガスワイピングの際の溶融金属のスプラッシュの発生を効果的に低減できる溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】)鋼帯(1)を溶融金属浴(2)に連続的に浸漬通板した後該溶融金属浴(2)から引き上げ、ガスワイピングにより鋼帯のめっき付着量を調整する溶融金属めっき鋼帯の製造方法において、溶融金属浴(2)の浴面に、溶融金属浴(2)から引き上げられる鋼帯(1)に密接するようにして多数の浮遊体(5)を配置する。前記浮遊体(5)は、形状が球体である。
(もっと読む)
ガスワイピング装置
【課題】簡単な構造で、ノズルスリットの鋼板板幅方向のガス吹き出し幅やガス吹き出し位置を可変にして、ガスの無駄な消費を無くすと共に、騒音や板振動とエッジオーバーコートを生起することを抑制できるガスワイピング装置を提供する。
【解決手段】溶融めっき浴10から出て上方に向けて走行するストリップSの表,裏面にワイピングノズル12からガスを吹き付けてめっき付着量を制御するガスワイピング装置11において、ワイピングノズル12は上リップ16と下リップ17とに分割され、これら両リップのガス吹き出し幅方向の上下に違えた相反位置にガス供給流路21を部分的に塞ぐ密封面16A,17Aを形成すると共に、当該両リップを鋼板の板幅方向に移動可能に設けた。
(もっと読む)
溶融金属めっき鋼線の製造方法およびその装置
【課題】溶融金属の表面の清浄化を、人手による清掃作業ではなく、長時間安定して行うことができる、溶融金属めっき鋼線の製造方法および装置を提供する。
【解決手段】めっき浴の溶融金属の表面を非酸化性ガスでシールするガスシール部と、該ガスシール部内に設置されためっき付着量を調整するワイピング手段と、更に、該ガスシール部内のめっき浴表層の溶融金属を前記非酸化性ガスとともに吸引する吸引口及び吸引した溶融金属を前記ガスシール部外に放出する排出口を有する溶融金属循環手段とからなることを特徴とする溶融金属めっき浴表面清浄化装置。非酸化性ガスを加熱し、ガスシール部に導入するガス加熱導入手段を設けることが好ましい。溶融金属循環手段の吸引口全断面積の50〜80%を溶融金属浸漬し、溶融金属と非酸化性ガスとを同時に吸引する溶融金属めっき鋼線の製造方法。
(もっと読む)
加工性に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】焼鈍のプロセスを省略することで熱エネルギーロスを減少させつつ、加工性を向上させることが可能な合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】低炭素Alキルド鋼をAr3変態点以上の温度で熱間圧延を行い、0〜0.5%の伸び率で最初の調質圧延を施し、連続溶融亜鉛めっきラインにより亜鉛めっき浴温度まで加熱して亜鉛めっきし、460〜600℃で5〜15秒間の合金化加熱処理を行い、その後0.5〜1.5%の伸び率で再度の調質圧延を施す。
(もっと読む)
高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】SiやMnを比較的多く含む鋼板を母材として使用して高強度合金化溶融亜鉛めっき鋼板を製造した場合であっても、不めっき、合金化ムラ、めっき付着量異常を安定して防止できる高強度合金化溶融亜鉛めっき鋼板を製造するための有用な方法提供する。
【解決手段】合金化溶融亜鉛めっき層を素地鋼板の表面に形成した合金化溶融亜鉛めっき鋼板を酸化還元めっき法で製造する方法であって、前記素地鋼板は、Si:0.8〜2.5%(「質量%」の意味、以下同じ)、Mn:1.5〜2.5%を夫々含有するものであり、酸化時に素地鋼板表面に生成するFe系酸化皮膜厚さA(Å)、めっき浴温度B(℃)、めっき浴侵入板温C(℃)、浴中有効Al濃度D(質量%)が、下記(1)式および(2)式の関係を満足するように操業し、その後合金化熱処理を行なう。
A≦−75×B−30×C+7000×D+48700 …(1)
A≧3000 …(2)
(もっと読む)
溶融金属めっき鋼帯の製造装置
【課題】ワイピング時に溶融金属のスプラッシュの発生を低減する。
【解決手段】
溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズルから鋼帯にガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、2本の浴内サポートロール(5)上方の浴面下に、該浴内サポートロール(5)外周面の浴面側を覆うロール被覆部分と鋼帯対向部分とを備えた整流板(2)と、2本の浴内サポートロール(5)のうち、鉛直方向位置が高い浴内サポートロール(5)の下方の鋼帯エッジより外側に、周速度がライン速度の1/2以上で駆動され、鋼帯面に直角方向からみたときに、ロール胴部の鋼帯側端部の位置が鋼帯エッジから100mm以下となるように、浴内サポートロール(5)に非接触に配置された、各1本の駆動ロールまたは互いに接するようにして配置された各2本の駆動ロール(12)を備える。
(もっと読む)
溶融金属めっき鋼帯の製造装置
【課題】スプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備を提供する。
【解決手段】溶融金属めっき槽から連続的に引き上げられる鋼帯(2)に対し、溶融金属めっき槽上方で鋼帯を挟んでその両面に対向配置したワイピングノズル(3)からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造装置において、浴内サポートロール(5)上方の浴面下の鋼帯の両側に、浴内サポートロール(5)の外周面の浴面側1/4以上を覆うように形成されたロール被覆部分と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部分とを備え、鋼帯対向部分がロール被覆部分の鋼帯側端部に接続されてなる第一整流板(1)と、鋼帯エッジより外側に、浴内サポートロール(5)外周の30%以上を囲む第二整流板(11)が設置されている。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき槽9上方でワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯製造装置において、浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材1a,1bが、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向でかつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有する。
(もっと読む)
溶融亜鉛めっき用洗浄液、溶融亜鉛めっきの前処理方法、溶融亜鉛めっき鋼板の製造方法、および合金化溶融亜鉛めっき鋼板の製造方法
【課題】Siの含有量が0.2質量%以上であっても、めっき不良や合金化処理時間の遅延を抑制することが可能な溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】一般式HOCO-(CH2)n-COOHで表されnが8以下であるジカルボン酸類を0.01質量%以上含有する溶融亜鉛めっき用洗浄液で洗浄した鋼帯を乾燥し、この鋼帯を700〜900℃の温度域で30〜60秒間焼鈍する焼鈍処理、3〜200℃/sの冷却速度で350〜550℃の温度域まで冷却する冷却処理、350〜550℃の温度域で10〜90秒間以下保持する保持処理、および全Al濃度を0.08〜0.5質量%に調整した溶融亜鉛めっき浴に浸漬するめっき処理、さらに必要に応じ450〜580℃の温度域で合金化処理を行う。ここで、焼鈍処理から保持処理における雰囲気中水素濃度は2〜40体積%、かつ焼鈍処理における雰囲気の露点DMと保持処理における雰囲気の露点DLとは次の関係を満たす: DL≦-30℃、かつDM-DL≧10℃。
(もっと読む)
溶融めっき鋼帯の製造方法
【課題】通板安定化装置により鋼帯形状などの矯正を行いつつ、鋼帯の溶融めっきを行う方法において、あらゆる鋼帯サイズについて良好な形状矯正を実現し、ワイピング部での安定した通板性によって高品質の溶融めっき鋼帯を高い生産性で製造する。
【解決手段】通板安定化装置の電磁石の吸引力の影響が最も及びにくい鋼帯幅方向位置、すなわち電磁石の作用による鋼帯の変位量が最も少ない鋼帯幅方向位置において、鋼帯が1対のガスワイピングノズルの中間位置に近づくように、或いはめっき付着量が目標値に近づくように、ガスワイピングノズルの鋼帯板厚方向での位置を調整する。
(もっと読む)
メッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板の製造方法
【課題】本発明は自動車の車体及び構造材等に用いられる高延性及び高強度特性を有する高マンガン溶融亜鉛メッキ鋼板の製造方法に関し、高マンガン鋼をメッキ素材として使用し、溶融メッキ性及びメッキ密着性等のメッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板を容易に製造する方法を提供する。
【解決手段】本発明は高マンガン鋼を素地として高マンガン鋼溶融亜鉛メッキ鋼板を製造する方法であって、雰囲気ガスの露点、加熱温度及び加熱時間の調整により素地の直下に内部酸化物及び多孔性の表面酸化物が形成されるべく高マンガン鋼を選択酸化させてから、還元雰囲気において還元処理した後、溶融亜鉛メッキすることを特徴とするメッキ表面品質に優れた高マンガン鋼溶融亜鉛メッキ鋼板の製造方法である。
本発明によれば、溶融メッキ性及びメッキ密着性等のメッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板を容易に製造することができる。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できるようにする。
【解決手段】
溶融金属めっき浴から連続的に引き上げられる鋼帯(S)の表面に、ガスワイピングノズル(3)から気体を吹き付けて鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯製造装置であって、溶融金属槽(9)の浴面下の鋼帯(S)の両側に、鋼帯(S)と対向して配置した鋼帯巾以上の長さの溶融金属絞り部材(1)を有し、該溶融金属絞り部材(1)は、鋼帯対向面の少なくとも一部に、鋼帯端部近傍の溶融金属の流れを鋼帯中央から鋼帯端部外側に向かう流れにする整流構造を有する。前記鋼帯端部近傍の溶融金属の流れ方向を鋼帯中央から鋼帯端部外側に向かう流れにする整流構造は、鋼帯走行方向に向かって鋼帯幅方向中心線からの距離が大きくなるように形成された少なくとも一条の連続した溝または突起からなる。
(もっと読む)
101 - 120 / 260
[ Back to top ]