
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
41 - 60 / 260
延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】高強度(590MPa以上の引張強度TS)を有し、かつ、延性と穴広げ性に優れ、高降伏比である溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】成分組成は、質量%でC:0.04%以上0.13%以下、Si:0.9%以上2.3%以下、Mn:0.8%以上2.4%以下、P:0.1%以下、S:0.01%以下、Al:0.01%以上0.1%以下、N:0.008%以下を含有し、残部が鉄および不可避的不純物からなり、組織は、面積率で、フェライトが94%以上、マルテンサイトが2%以下であり、フェライトの平均結晶粒径が10μm以下、フェライトのビッカース硬度が140以上、かつ、フェライトの結晶粒界上に存在する炭化物の平均結晶粒径が0.5μm以下、フェライトの結晶粒界上に存在する炭化物のアスペクト比が2.0以下であることを特徴とする延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板。
(もっと読む)
成形性および耐衝撃性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】成形性と耐衝撃性を兼ね備えた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】質量%で、C :0.05%以上0.5%以下、Si:0.01%以上2.5%以下、Mn:0.5%以上3.5%以下、P :0.003%以上0.100%以下、S :0.02%以下、Al:0.010%以上0.5%以下、B :0.0002%以上0.005%以下、Ti:0.05%以下を含有し、且つ、Ti > 4Nを満足し、残部がFeおよび不可避的不純物からなる組成と、面積率で60%以上95%以下の焼戻しマルテンサイトと、面積率で5%以上20%以下の残留オーステナイトを含み、或いはさらに、面積率で10%以下(0%含む)のフェライトおよび/または面積率で10%以下(0%含む)のマルテンサイトを含み、且つ、前記焼戻しマルテンサイトの平均粒径が5μm以下である組織を有する溶融亜鉛めっき鋼板とする。
(もっと読む)
ガスワイピング装置
【課題】帯鋼に反りやねじれあるいは振動が発生しても、帯鋼の幅方向端面近傍における、エッジオーバーコートを簡易な構成にて、防止することができるガスワイピング装置を提供することにある。
【解決手段】溶融金属めっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスを吹き付けることにより、帯鋼の表面に余剰に付着した溶融金属を除去して、帯鋼を所定のめっき付着量に制御するガスワイピング装置10であって、対向するワイピングノズル間に搬送される帯鋼の幅方向端面に対向して離間配置され、帯鋼の板厚方向に移動可能なバッフルブロック14を備え、バッフルブロックを帯鋼の板厚方向に移動してバッフルブロックの先端面部14aがワイピングノズルの先端部13aに当接することにより、帯鋼の幅方向端面の外側の空間におけるワイピングノズルを閉塞するようにした。
(もっと読む)
バッフルプレートユニットおよびそれを用いたガスワイピング装置

【課題】溶融金属からのフュームや熱等の影響を受けずに金属帯の位置を検出してバッフルプレートの位置調整を行うことができるバッフルプレートユニットを提供すること。
【解決手段】バッフルプレートユニット24は、一対のバッフルプレート22と、一対のバッフルプレートの金属帯の幅方向端部に対する位置を調整する位置調整機構23とを有する。位置調整機構23は、金属帯1の一対の幅方向端部の位置をそれぞれ検出する一対の電磁波センサーユニット32を有し、その検出値に基づいて制御部33によりバッフルプレート22の位置を制御する。各電磁波センサーユニット32は、電磁波を放射し、前記金属帯の幅方向端部で反射した電磁波を受信するアンテナを有する検出部38と、本体部37とを有し、検出部38は、金属帯1の幅方向端部から所定長離隔した位置に固定的に設けられている。
(もっと読む)
合金化溶融亜鉛めっき鋼板
【課題】合金化特性に優れた合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】鋼板両面の表面において、板面に平行な方向の{100}面X線強度がランダム強度比で2.5以上であり、表面での{100}面X線回折ピークの半価幅が0.15゜以上である。このように規定することにより、鋼板表面には未再結晶粒の{100}面が多く存在することになり、鋼中あるいは表面に導入されためっき中の金属原子の拡散速度が大きくなり、溶融亜鉛めっき後の鉄・亜鉛合金化反応が促進される。また、粒界での反応速度の差を小さくできるため、アウトバーストが生じにくい。このような集合組織分布とするには、固溶Tiが関与しており、Ti:0.01〜0.1%、かつ、Ti*=(Ti%)−3.4×(N%)−1.5×(S%)−4×(C%)とする時に、Ti*>0.007を満たす範囲で含有する。
(もっと読む)
溶融金属めっき設備の電磁石制振装置
【課題】空冷方式などのガス冷却方式を採用して、電磁石に対して十分な冷却性能を発揮することができる溶融金属めっき設備の電磁石制振装置を提供する。
【解決手段】電磁石22の表面の一部を利用して構成した冷却ガスノズル23と、冷却ガスノズル23から噴出された冷却ガスを、電磁石22の周囲に沿って流れるように案内する第1〜第3のガイド板21a,24,21bと、これらのガイド板21a,24,21bによって案内されてきた冷却ガスを排出する冷却ガス排出口25とを有する構成とする。更には、排気温度センサや表面温度センサの温度検出情報に基づいて、冷却ガスノズルへ流す冷却ガスの流量調整や電磁石に流す電流の調整を行なう構成とする。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射するノズル部材を設けることで、スプラッシュの発生を低減し、エッジオーバーコートを防止し、さらに該ガスを噴射するノズル部材へのめっき金属の付着を防止して、表面品質に優れる溶融金属めっき鋼帯を安定製造できる方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズル1からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、ワイピングガス噴射高さ位置で、各鋼帯端部外側から鋼帯端部に向けてカーテンガスを噴射することを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
電子部品の製造方法
【課題】端子電極の表面に均一な形状のハンダ層を形成することができる電子部品の製造方法を提供する。
【解決手段】この電子部品の製造方法では、電子部品の端子電極に付着させた溶融ハンダに酸化防止流体を吹き付けることで、溶融ハンダの表面張力に打ち勝つ運動量がハンダに与えられ、端子電極に付着した溶融ハンダの余剰部分が除去される。また、この電子部品の製造方法では、電子部品を上層26の液面26aから引き上げる際に、上層26の液面26a付近で溶融ハンダの融点以上の温度の酸化防止流体を電子部品に吹き付けている。これにより、端子電極に付着した溶融ハンダの温度が保たれると共に酸化が防止されるので、溶融ハンダの部分的な組成変化が生じることが抑制され、端子電極の表面に均一な形状のハンダ層を形成できる。
(もっと読む)
熱延鋼板の製造方法及び溶融亜鉛めっき鋼板の製造方法
【課題】熱間圧延で鋼板表面に酸化スケール(黒皮スケール)の生成を抑制できる熱延鋼板の製造方法を提供する。また、Si含有熱延鋼板に対して、赤スケールに起因する表面欠陥の発生を防止して、良好な外観を有する熱延鋼板の製造方法を提供する。また、不めっきや赤スケールに起因する外観不良の発生を防止して美麗な外観を有する溶融亜鉛めっき鋼板の製造に適した熱延鋼板の製造方法を提供する。また、CGLの加熱炉の形式に係わらず、不めっきや赤スケールに起因する外観不良が発生せず、美麗な外観を有する溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼スラブをスラブ加熱炉にて加熱するスラブ加熱工程、加熱した鋼スラブを粗圧延機及び仕上圧延機で熱間圧延してストリップとする工程、ストリップを巻取り機で巻き取る巻取り工程を行なう熱延鋼板の製造方法において、スラブ加熱工程〜巻取り工程までの工程の雰囲気を非酸化性雰囲気にする。
(もっと読む)
錫またははんだプリコート皮膜の形成方法及びその装置
【課題】はんだ浴浸漬処理後のホットエアーレベラー方式やソルダーペーストのリフロー処理方式などにおいて、隣接回路へのブリッジを生じ難く、品質の安定した均一な厚さのはんだプリコート被膜を安定生産する。
【解決手段】下層に溶融錫液または溶融はんだ液がそれぞれ入った貯槽を備えた処理装置の上層中で被処理物を有機脂肪酸溶液と接触させ、表面に有機脂肪酸の保護被膜を形成した後、溶融錫液または溶融はんだ粒子を散布し、被処理物表面に溶融錫または溶融はんだを接着し、次いで、被処理物を下層の溶融錫液または溶融はんだ液に浸漬して錫またははんだ被膜を形成する第1のステップと、錫液またははんだ被膜の形成された被処理物を引き上げながら、加熱した有機脂肪酸溶液を吹付けて余剰に付着した錫またははんだ被膜を吹き落す第2のステップとによりなる。
(もっと読む)
溶融金属めっき浴用ロール
【課題】特に外径300mm以上の大径のセラミック製溶融金属めっき浴用ロールにおいて、軸部に発生する成形時、焼成時の割れの不具合を解消して、セラミック製の溶融金属めっき浴用ロールを提供することにある。
【解決手段】鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部のそれぞれをセラミックスで形成した後、接合してなることを特徴とする溶融金属めっき浴用ロール。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】専用のエッジ位置検出センサが不要であり、通常の姿勢で走行する鋼板の振動は勿論のこと、幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、入力された鋼板Sの幅寸法及びリアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて鋼板Sのエッジ位置Seを演算して求めるエッジ位置算出手段41と、エッジ位置算出手段41で求めた鋼板Sのエッジ位置Seに基づいて電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えた。
(もっと読む)
ロール回転速度検出装置
【課題】浴中ロールの回転速度を高精度に検出することが可能なロール回転速度検出装置を提供する。
【解決手段】本発明のロール回転速度検出装置は、溶融金属内に設置されたロールに設けられ、ロールとともに回転する永久磁石と、永久磁石により形成される磁界を検出する検出部と、溶融金属に浸食されない非磁性体から形成され、検出部を包囲する保護部と、を備え、ロールの径方向における永久磁石と検出部との距離は5〜20mmに設定される。検出部は、溶融金属から遮断した状態で、永久磁石との距離が5〜20mmの位置に配置されるので、永久磁石の磁界を高レベルに検出することができ、ロールの回転速度を高精度に測定することができる。また、検出部が溶融金属から遮断されるため、検出部の寿命を長くすることができる。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とする。
(もっと読む)
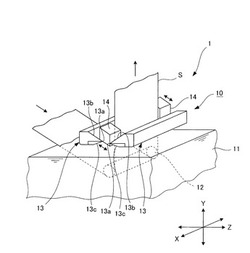
溶融金属めっき鋼帯のガスワイピング装置
【課題】スプラッシュの発生を安定して低減できる溶融金属めっき鋼帯のガスワイピング装置を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯(11)の表面に、ガスワイピングノズル(12)から気体を吹き付け、鋼帯表面のめっき付着量制御を行う溶融金属めっき鋼帯のガスワイピング装置において、鋼帯(11)の両側に配置されたガスワイピングノズル(12)から噴射されたガス噴流の衝突位置またはその近傍に、鋼帯端部に近接して整流体(14)を設置する。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】厚み方向に湾曲した状態で幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、リアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて各電磁石対2における鋼板Sの補正目標位置を演算して求める鋼板補正目標位置算出手段41と、各電磁石対2における鋼板Sの位置が鋼板補正目標位置算出手段41で求めた補正目標位置となるように電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えたものとした。
(もっと読む)
溶融金属めっき鋼板の製造装置
【課題】従来よりも容易に制御パラメータを調整できる溶融金属めっき鋼板の製造装置を提供する。
【解決手段】溶融金属めっきが付着した鋼板11の表面に気体を吹き付ける表側ノズル16と、鋼板11の裏面に気体を吹き付ける裏側ノズル17と、鋼板11と表側ノズル16との間の表側ギャップ及び鋼板11と裏側ノズル17との間の裏側ギャップをそれぞれ操作量とし、制御モデルに基づいて鋼板11のめっき付着量をフィードフォワード制御又はフィードバック制御するための制御装置20とを備えた溶融金属めっき鋼板の製造装置10であって、制御モデルは、次式で表される。
CW = α×D
ここで、CWはめっき付着量、Dはノズルギャップ、αはラインスピード(LS)と表側ノズル16又は裏側ノズル17が吹き付ける気体の圧力(P)とによって決まる係数である。
(もっと読む)
高強度鋼板およびその製造方法
【課題】延性に優れ、しかも引張強さ(TS)が1470MPa以上の高強度鋼板を提供する。
【解決手段】C:0.30%以上0.73%以下、Si:3.0%以下、Al:3.0%以下、Si+Al:0.7%以上、Cr:0.2%以上8.0%以下、Mn:10.0%以下、Cr+Mn:1.0%以上、P:0.1%以下、S:0.07%以下およびN:0.010%以下を含有し、残部はFeおよび不可避不純物の組成とし、鋼板組織は、マルテンサイトの鋼板組織全体に対する面積率が15%以上90%以下、残留オーステナイト量が10%以上50%以下、該マルテンサイトのうち50%以上が焼戻しマルテンサイトであり且つ該焼戻しマルテンサイトの鋼板組織全体に対する面積率が10%以上、ポリゴナルフェライトの鋼板組織全体に対する面積率が10%以下(0%を含む)を満足させ、引張強さを1470MPa以上、引張強さ×全伸びを29000MPa・%以上とする。
(もっと読む)
高強度鋼板の製造方法
【課題】加工性に優れかつその機械的特性の安定性に優れる引張強さ(TS)が980MPa以上の高強度鋼板の製造方法を提供する。
【解決手段】Cを所定量含有する鋼板を、オーステナイト単相域または(オーステナイト+フェライト)2相域に加熱後、マルテンサイト変態開始温度Ms未満Ms-150℃以上の温度域に冷却し、未変態オーステナイトの一部をマルテンサイト変態させたのち、昇温してマルテンサイトの焼戻しを行うことによる高強度鋼板の製造に際し、上記鋼板の板幅方向にわたる最冷部位を、目標とする冷却停止温度から(冷却停止温度+15℃)の温度域に、15秒以上100秒以下の時間保持する。
(もっと読む)
金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法
【課題】板厚等の操業条件の変更が生じた場合にも最適の金属帯の制振及び位置矯正を行うことのできる金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法を提供する。
【解決手段】金属帯3の片側又は両側に配置された電磁石5と、電磁石5の近傍に設置されて金属帯3の位置を非接触で検出する非接触位置センサ7と、非接触位置センサ7の情報に基づいて電磁石5の磁力を制御してオンライン走行中の前記金属帯の制振及び位置矯正を行なう制御装置9を備えた金属帯の制振及び位置矯正装置であって、電磁石5は3個以上のコイルからなるコイル群1a〜1gを備えてなり、制御装置9は、コイル群1a〜1gからコイルを選択して組み合わせることによって所定の巻数の振動制御用コイルと、振動制御用コイルよりも巻数が多い位置矯正用コイルの2系統のコイルを形成するコイル形成装置19を備えてなる。
(もっと読む)
41 - 60 / 260
[ Back to top ]