
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
121 - 140 / 260
高強度合金化溶融亜鉛めっき鋼板
【課題】Si、Mn、Al、Crの1種以上を含有する鋼板を下地鋼板として、不めっきのない美麗な外観を有し、めっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板を得る。
【解決手段】Si、Mn、Al、Crの1種以上を含有する鋼板を下地鋼板とする合金化溶融亜鉛めっき鋼板であって、めっき層中及び下地鋼板表層に、酸化物が存在し、該酸化物の総量が0.25g/m2以上で、かつそのうち下地鋼板側に存在する酸化物の割合が全酸化物量に対して質量比で40%以下であり、めっき層中に含まれるFeの割合が、質量比で13.0%以下である。
(もっと読む)
めっき付着量制御方法およびその装置

【課題】パスライン変動によるノズル間隔の変動があっても、パスライン変動に伴い発生する付着量変動を抑制することができる、めっき付着量制御方法およびその装置を提供することを課題とする。
【解決手段】溶融めっき金属浴中から引き上げた鋼板の両面に付着した溶融めっき金属に、鋼板に対向させて配した一対の噴射ノズルからガスを噴射させ、噴射させるガスの圧力と、前記鋼板および噴射ノズルの間隔であるノズル間隔とを操作してめっき付着量を制御する、めっき付着量制御方法であって、鋼板の一方の面側に配した噴射ノズルからのガス圧力の実測値から抽出した圧力変動成分に基づいて当該一方の面側に配した噴射ノズルのノズル間隔を補正すると共に、前記一対の噴射ノズル同士の間隔が変化しないように、鋼板の他方の面側に配した噴射ノズルのノズル間隔を補正する。
(もっと読む)
Mg、Al含有溶融Znめっき鋼板の製造方法

【課題】摺動性に優れたMg、Al含有溶融Znめっき鋼板を提供する。
【解決手段】
Mgを1.0質量%以上、Alを4.0質量%以上含有する溶融Zn基めっき浴に鋼板を浸漬して引き上げる工程、前記引き上げられた鋼板に、ガスワイピングを施す工程、前記ガスワイピングが施された鋼板を、鋼板温度が110〜220℃であるときに水冷する工程、および前記水冷された鋼板を、鋼板板温が120〜300℃になるよう加熱する工程を経て、Mg、Al含有溶融Znめっき鋼板を製造する。
(もっと読む)
Zn−Al−Mg系めっき鋼板及びその製造方法
【課題】本発明は、乾湿繰り返し環境下での優れた耐食性を有する溶融Zn−Al−Mg系めっき鋼板及びその製造方法を提供する。
【解決手段】鋼板の少なくとも片面に、Alが4〜15質量%、Mgが2〜8質量%、残部が亜鉛および不可避的不純物からなるめっき層を有し、該めっき層に含有されるMg-Zn系化合物は、塊状で存在せず、めっき層と地鉄との界面近傍からめっき表層方向に柱状に成長して、めっき層表面に露出した柱状で存在し、そのめっき層表面における露出面積率が15〜60%であることを特徴とする乾湿繰り返し環境下での耐食性に優れたZn−Al−Mg系めっき鋼板、及びその製造方法。
(もっと読む)
外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】ドロス起因で発生する外観の疵を発生させない、外観品位や摺動性に優れた合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】0.10mass%以上0.20mass%以下の濃度のアルミニウムを含有する溶融亜鉛浴中に鋼板を通板せしめ、次いで加熱合金化する合金化溶融亜鉛めっき鋼板の製造方法において、ワイピング後の加熱合金化過程で以下の関係式を満たすことで外観品位に優れた合金化溶融亜鉛めっき鋼板を得る。
加熱開始後2秒以内:鋼板温度≦530℃
加熱開始後2秒超:鋼板温度≦530+20×(t−2)℃
t:加熱時間(秒)
(もっと読む)
合金化溶融亜鉛めっき鋼板及び合金化溶融亜鉛めっき鋼板の製造方法
【課題】 本発明は合金化溶融亜鉛めっき鋼板に係り、さらに詳しくは耐溶接スパッタ付着性に格段に優れると同時に優れた加工性を得ることができる合金化溶融亜鉛めっき鋼板およびその製造方法を提供することを目的とするものである。
【解決手段】 鋼板の片面または両面にAl:0.05〜0.5質量%、Fe:10超〜17質量%、残部がZnおよび不可避的不純物からなり、めっき表面の平坦部の面積率が40〜70%、めっき表面に占めるδ1k相の割合が50〜100%、めっき/鋼板界面のΓ相厚さが0.1〜0.8μmとなることを特徴とする合金化溶融亜鉛めっき層を形成させる。
(もっと読む)
浸漬金属被覆槽の出口で被覆液体金属を脱液するための方法及び装置
本発明は浸漬金属被覆槽の出口で縦方向に連続的にスクロールされる鋼ストリップの両面から被覆液体金属を脱液する方法に関する。本発明の方法では、ストリップが槽から出るとき、被覆液体金属で覆われた前記ストリップは磁場にさらされていない領域から静磁場にさらされている別の領域へと移動させられる。ただし、前記静磁場は前記ストリップの両側に互いに向き合うように配置されている磁気部材の極の間に形成されており、前記静磁場の磁力線は、被覆液体金属が相関的に磁場変化にさらされ、この磁場変化によって液体金属のスクロール方向とは逆方向の力が前記液体金属上に生じるように、少なくとも前記ストリップの縦方向の最小の長さにわたって交差している。 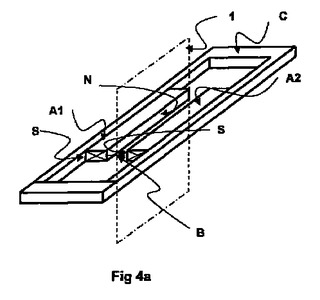 (もっと読む)
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】高いMn量を含む鋼板であっても、合金化むらの原因となるMnOが表面に生成される影響を低減することで、めっき皮膜の均一性および耐パウダリング性に優れ、表面外観に優れた合金化溶融亜鉛めっき鋼板を製造することができる合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】Mnを2.0〜3.5質量%含有する鋼板から合金化溶融亜鉛めっき鋼板を製造する方法であって、その焼鈍工程を、雰囲気中の酸素分圧PO2(単位はatm)が、−log(PO2)≦23を満たす条件で行うと共に、めっき工程を、510℃以上600℃未満の板温の鋼板を、亜鉛めっき浴に浸漬させることにより行う。
(もっと読む)
連続的に移動する鋼ストリップの亜鉛めっきのために使用される亜鉛めっきタンクにボトムローラを設置するための装置
本発明は、連続的に移動する鋼ストリップ(B)の亜鉛めっきのために使用される亜鉛めっきラインの液体亜鉛浴に少なくとも1つのローラを装着するための装置に関し、第1のアーム対(1132)が取り付けられたビーム(117)を有しており、第1のアーム対(1132)はボトムローラ(113)を支持している。前記ボトムローラは、第1のアーム対を支持する第1の円筒状支持部(1171)と協働して行われる移動によって、ボトムローラの自然浸漬位置に対して、ボトムローラの作動位置へ、液体亜鉛浴(112)において浸漬され、前記第1の円筒状支持部(1171)は、ビーム(117)の両端部に取り付けられている。本発明は、a)ビーム(117)の両端部に取り付けられ、かつ1つのビーム端部セクション(117)における第1の円筒状支持部(1171)とは別個の第2の円筒状支持部(1172)が設けられ、b)作動位置において、第1及び第2の円筒状支持部(1171,1172)が1つの所定の平面に維持されかつ第1の円筒状支持部(1171)が第2の円筒状支持部(1172)の下方に配置されるように、第1及び第2の円筒状支持部(1171,1172)の内の少なくとも1つと相互作用する押付け装置(11614)が設けられることを特徴とする。 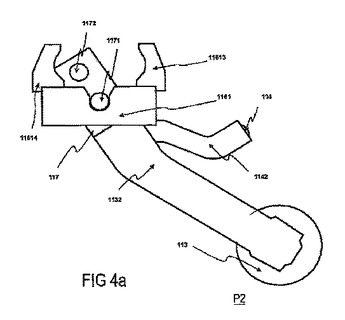 (もっと読む)
(もっと読む)
合金化溶融亜鉛めっき鋼板と合金化溶融亜鉛めっき鋼板の製造方法
【課題】高いMn量を含む鋼板であっても、合金化むらの原因となるMnOの生成量とFe−Al−O合金層の形成量を抑制することで、合金化むらが少なく、表面外観に優れた合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】Mnを2.0〜3.5質量%含有する合金化溶融亜鉛めっき鋼板であって、溶融亜鉛めっき層2と鋼板1の界面の直線上に、MnO粒子が10個/μm以下生成されていると共に、MnO粒子列と鋼板1間の界面に、Fe−Al−O合金層が形成されており、そのFe−Al−O合金層の長さが、界面全長の10%未満である。
(もっと読む)
外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法およびそれに用いられる合金化加熱設備
【課題】生産性向上に寄与する加熱方式である誘導加熱や通電加熱起因で発生する外観の模様や疵を発生させない、外観品位に優れた合金化溶融亜鉛めっき鋼板の製造方法と、それに用いられる合金化加熱設備を提供する。
【解決手段】溶融亜鉛めっき設備にて、該鋼板を大気に接触させることなく焼鈍した後、溶融亜鉛めっきを施し、次いで誘導加熱設備または通電加熱設備のいずれかあるいは両者を用いて合金化加熱する合金化溶融亜鉛めっき鋼板の製造方法において、合金化加熱工程を5%酸素以下の雰囲気下で行い外観品位に優れた合金化溶融亜鉛めっき鋼板を得る。また、合金化加熱装置が、大気と隔離されているとともに、この合金化加熱装置には酸素濃度を5%以下に制御するための雰囲気ガス供給設備が取り付けられている合金化加熱設備。
(もっと読む)
導電部材、端子、導電部材の製造方法、及び端子の製造方法
【課題】他の導体と接触する接触部位が狭くても、他の導体と良好な電気的な接続を確保できる導電部材、及びこの導電部材を用いた端子を提供し、さらに、この導電部材及び端子を容易に製造できる製造方法を提供する。
【解決手段】他の導体11と接触する接触部位を有し、他の導体11との接触によって、他の導体11と電気的に接続される導電部材10であって、銅系材料からなる基材12と、基材12の表面の少なくとも前記接触部位に配置される導電性皮膜13とを備え、導電性皮膜13が、ガリウムと基材12に含まれる銅との固溶により形成され、前記他の導体11の表面に形成されている絶縁性皮膜15を貫通可能な形状を有する銅ガリウム系結晶を含むことを特徴とする導電部材10を用いる。
(もっと読む)
外観が改善された被覆金属ストリップを製造する方法
本発明は、腐食防止金属コーティングを有する金属ストリップを製造する方法に関し、方法は、金属ストリップを、2から8重量%のアルミニウム、0から5重量%のマグネシウム、および0.3重量%以下の合金元素を含み、残部は亜鉛および不可避の不純物を含み、350から700℃の温度で維持された溶融金属浴に浸漬することと、被覆金属ストリップを、ストリップの両面にノズルがガスを噴霧することによって乾燥することと、コーティングの完全な凝固まで、制御された方法でコーティングを冷却し、前記冷却は、乾燥後の温度とコーティングの凝固開始との間で15℃/s未満の速度で行われ、次いで、コーティングの凝固の開始と終了との間で15℃/s以上の速度で行われることとからなるステップを含む。本発明は、また、前記方法を使用することによって得ることが可能な金属ストリップ、および前記ストリップの変形によって得られた金属部品に関する。 (もっと読む)
溶融めっき金属帯の製造方法
【課題】溶融めっき浴から引き出された金属帯のワイピング部での安定通板性を確保し、高品質の溶融めっき金属帯を高い生産性で製造する。
【解決手段】ワイピング部の近傍に設置された通板安定化装置の制御パターンを、同一コイル内で変化する要求性能に対応して1回以上切り換えること、例えば、静的なパス変動や反りに対する即応性が重視される溶接点通過直後のコイル先端部と、板振動抑制が重視される定常部とで制御パターンを切り換え、それぞれに適した制御パターンで制御することにより、ワイピング部での安定通板性を確保し、高品質の溶融めっき金属帯を高い生産性で製造することができる。
(もっと読む)
溶融金属めっき鋼板のめっき付着量計測方法及びめっき付着量計測装置
【課題】めっき後の鋼板に付着しためっき量を高精度に計測し、めっき付着量の精度、めっきの安定性を向上させることが可能な溶融金属めっき鋼板のめっき付着量計測方法及びめっき付着量計測装置を提供する。
【解決手段】溶融金属浴13中に連続して通過させて引き上げためっき鋼板22の両面に対して、ワイピングノズル14により溶融金属の付着量を制御する溶融金属めっき鋼板22の製造装置において、溶融金属浴13の入側における鋼板2の幅方向の板厚分布と、ワイピングノズル14の出側におけるめっき鋼板22の幅方向の板厚分布とをそれぞれ検出し、めっき前の鋼板21の板厚とめっき鋼板22の板厚との差から、めっきの付着量の幅方向の分布を算出する構成とした。
(もっと読む)
めっき付着量制御装置およびめっき付着量制御方法
【課題】ノズルと鋼板の接触を防止して、めっき付着量を継続して安全に制御し、鋼板のめっき品質を向上する。
【解決手段】めっき付着量制御装置は、鋼板位置を算出する鋼板位置算出手段と、鋼板に所望のめっき量を付着させるノズル圧力の指令値とノズル位置の指令値を算出し出力する制御手段と、鋼板の厚みと、振動振幅と、反り量と、ねじれ量と、鋼板端部の波打ち形状の振幅との総和に対応した値であるストリップバンドを算出し、ノズル位置の指令値とストリップバンドから鋼板の表側と裏側のエッジの位置と対応するする表バンドエッジと裏バンドエッジとを算出するストリップバンド算出手段とを備え、制御手段により、表バンドエッジと裏バンドエッジとを取り込んで、鋼板の表側と裏側にあるノズルとバンドエッジの交差を判定し、少なくともいずれかが交差する場合に、ノズル位置の指令値を補正及び出力する。
(もっと読む)
溶融金属めっき鋼板の製造方法及び製造装置
【課題】鋼板の板厚分布に応じて最適なめっきを行うことにより、歩留まりの向上、製造コストの低減、製品の品質向上が可能である溶融金属めっき鋼板の製造方法及び製造装置を提供する。
【解決手段】溶融金属めっき浴13の入側で鋼板21の幅方向の板厚分布を連続的に測定し、測定した溶融金属めっき浴13の入側における鋼板21の幅方向の板厚分布に基づいて、予め設定しためっき前の鋼板の幅方向の板厚分布とめっき厚との関係に基づき、めっきの付着量を調整するようにした。
(もっと読む)
切断後の特性劣化の少ない高強度鋼板及びその製造方法
【課題】DP鋼並み優れた延性と、単一組織並みの優れた穴拡げ性を持つと同時に、切断後の端面の損傷が極めて軽微な高強度鋼板並びにその製造方法を提供する。
【解決手段】質量%で、C:0.05%〜0.20%、Si:0.3〜2.00%、Mn:1.3〜2.6%、P:0.001〜0.03%、S:0.0001〜0.01%、Al:0.10%未満、N:0.0005〜0.0100%、O:0.0005〜0.007%を含有し、残部が鉄および不可避的不純物からなる鋼であり、鋼板組織が主としてフェライトとベイナイトからなり、板厚方向のMn偏析度(=中心部Mnピーク濃度/平均Mn濃度)が1.20以下であり、引張最大強さが540MPa以上であることを特徴とする切断後の特性劣化の少ない高強度鋼板を採用する。
(もっと読む)
溶融めっき付着量制御方法、連続溶融めっき用内燃式ワイピングノズル、連続溶融めっき装置及び溶融めっき金属帯
【課題】高圧ガスの使用や圧縮用の大型コンプレッサを用いることなく、圧縮空気を噴射するワイピングノズルに見られる溶融めっき表面の急激な温度変化と酸化を防止できる溶融連続めっきの付着量制御方法およびガスワイピングノズルを提供する。
【解決手段】ガス噴出口5を有するケーシング4と、ケーシング4の内部に設けられる、ガス噴出口5から噴出させる燃焼ガスを燃焼させるための燃焼バーナ6と、燃焼バーナ6に燃料を供給する燃料供給系8と、燃焼バーナ6に支燃性ガスを供給する支燃性ガス供給系9と、燃料供給系8による燃料の供給量、及び支燃性ガス供給系9による支燃性ガスの供給量を制御することにより、ガス噴出口5からの火炎の噴出を抑制する制御装置8d、9cとを有する連続溶融めっき用内燃式ワイピングノズル3である。
(もっと読む)
連続溶融金属メッキシステム及びメッキ方法
【課題】鋼板の表裏面のメッキ付着量を全長、全幅に渡って高精度に制御できるようにする。
【解決手段】通板中の鋼板とガスワイピングノズルの間隙を表裏目付量測定値から全幅に渡って推定し、ガスワイピングノズル直下のメッキ付着量を全幅に渡って高精度に推定し、この推定した付着量と目標値との偏差に基づいてノズル位置修正量及び板幅方向各点のノズル圧力修正量を計算するようにしたので、鋼板長手方向の全長、板幅方向の全幅に渡って、鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
(もっと読む)
121 - 140 / 260
[ Back to top ]