
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
61 - 80 / 260
溶融金属めっき浴中ロールの表面付着物除去装置
【課題】ブレード部をロールへ押し付ける押付力を、ロールの表面に付着した付着物を除去するための適正値に制御することが可能な、溶融金属めっき浴中ロールの表面付着物除去装置を提供する。
【解決手段】めっき槽6内に保持しためっき浴2中に配置したシンクロール4の表面に接触するブレード部10と、ブレード部10をシンクロール4へ押し付けるブレード押圧部12と、ブレード部10をモータ28が発生する駆動力によりシンクロール4の幅方向へ移動させるブレード横動部14と、シンクロール4へ押し付けたブレード部10がシンクロール4の幅方向へ移動する際にモータ28で発生するモータ負荷電流を検出する負荷電流検出手段16と、負荷電流検出手段16が検出したモータ負荷電流に応じてブレード部10をシンクロール4へ押し付ける押付力を変化させる押付力制御手段18を備える。
(もっと読む)
溶融Alめっき鋼線製造装置

【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
加工性および耐衝撃特性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】高強度(590MPa以上の引張強度TS)を有し、加工性に優れ、かつプレス加工による歪の導入がなくても、5%程度の低歪域までの吸収エネルギーが大きく、耐衝突特性に優れる溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】成分組成は、質量%でC:0.04%以上0.13%以下、Si:0.7%以上2.3%以下、Mn:0.8%以上2.0%以下、P:0.1%以下、S:0.01%以下、Al:0.01%以上0.1%以下を含有し、残部が鉄および不可避的不純物からなり、組織は、面積率で、75%以上のフェライト相と1%以上のベイニティックフェライト相と1%以上10%以下のパーライト相を有し、さらに、マルテンサイト相の面積率が10%以下であり、かつ、マルテンサイト面積率/(ベイニティックフェライト面積率+パーライト面積率)≦0.6を満たし、かつフェライト相中のMn濃度と第2相中のMn濃度の比が0.70以上である。
(もっと読む)
溶融めっき金属帯の製造装置
【課題】ガイドロールに転がり軸受けを使用した簡単な構成で、設備費及び保守管理費が安く、高生産性と高品質化が可能な溶融めっき金属帯の製造装置を提供する。
【解決手段】めっき槽本体19と、その上部に配置され、金属帯13が進入する底部がめっき槽本体19内のめっき浴21中に浸漬し、金属帯13が通過する天井部がめっき槽本体19内の浴面22より上位置となる部分浴槽20とを有し、めっき槽本体19から部分浴槽20に溶融金属を供給する溶融金属供給手段33が設けられ、部分浴槽20内の浴面36高さがめっき槽本体19内の浴面22の高さより高く保持され、部分浴槽20内のガイドロール15、16は、両軸部24、25を部分浴槽20の外部に貫通させ、貫通した両軸部24、25は、めっき槽本体19内の浴面22より上方位置に配置され、部分浴槽20の外部の軸受け30で支持されている。
(もっと読む)
密着性に優れた高強度合金化溶融亜鉛めっき鋼板および製造方法
【課題】フレーキング性および表面性状に優れる高強度溶融亜鉛めっき鋼板、特に、自動車の車体のようにプレス成形、その中でも、複雑な成形が必要となる用途に好適な、密着性に優れた高強度溶融亜鉛めっき鋼板を提供する。
【解決手段】C:0.03〜0.20%、Mn:0.03〜3.0%、Si:0.1〜2.5%、S:0.01%以下、P:0.1%以下、sol.Al:1.0%以下、N:0.01%以下の化学組成を有する母材鋼板の表面にFe濃度で7〜15%の合金化溶融亜鉛めっき層を少なくとも片面に有する合金化溶融亜鉛めっき鋼板であって、前記合金化溶融亜鉛めっき層を酸で溶解除去した母材鋼板の表面の結晶粒内に1μm以下の微細な孔を有する結晶が、この母材鋼板の表層部に面積率で30%以上存在する。
(もっと読む)
高耐食性溶融亜鉛めっき鋼板
【課題】 加工の厳しい部品への適用に必要な高いめっき密着性を具備する高耐食性溶融亜鉛めっき鋼板を提供する。
【解決手段】 鋼板の表面に、Mg:1〜10質量%、Al:4〜20質量%、Si:0.0001〜0.5質量%を含有し、残部がZnおよび不可避的不純物からなる亜鉛めっき層を有する溶融亜鉛めっき鋼板において、めっき/鋼板界面にAl−Fe−Si−Zn四元系合金層を生成させる。合金層の厚みが1〜100nmであることを特徴とする。
(もっと読む)
金属被覆スチールストリップ
0.3〜10重量%のMgと0.005〜0.2重量%のVとを含有するAl−Zn−Si合金のコーティングを有するスチールストリップ。 (もっと読む)
ホットスタンプ用鋼板及びその製造方法
【課題】Alめっき鋼板のAlめっき層をAl−Fe合金化する過程で、めっきが剥離する現象を回避して表面まで合金化させたホットスタンプ用めっき鋼板及びその製造方法の提供。
【解決手段】焼入性に優れた成分を有し、かつAlN生成抑制成分としてCr、Moを含有する鋼板の表面に、厚みが10〜45μmのAl−Fe合金層を有し、該合金層表面のAlNを0.01〜1g/m2に抑制したホットスタンプ用めっき鋼板。付着量が片面当たり30〜100g/m2となるようにAlめっきが施されたAlめっき鋼板をボックス焼鈍で、特定の条件でAlめっきと鋼板を合金化させることで製造する。
(もっと読む)
溶融金属めっき鋼帯の製造設備及び製造方法
【課題】通常通板速度においても、また高速通板時においても、スプラッシュおよびトップドロス欠陥の発生を低減し、表面外観に優れる溶融金属めっき鋼帯を安定して製造できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供することを課題とする。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ワイピングノズルから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、前記ワイピングノズル(1)の下方に、鋼帯幅方向長さが前記ワイピングノズル(1)より長く、鋼帯幅方向に移動可能なめっき金属粉排出ベルト(2)と、該めっき金属粉排出ベルト(2)の下方に、前記ワイピングノズル(1)と同等の鋼帯幅方向長さを有し、鋼帯面にガスを噴射するガスノズル(3)が配置されている。
(もっと読む)
めっき鋼帯製造装置及びめっき鋼帯製造方法
【課題】1鋼帯当たりの長さが短い鋼帯のめっき付着量を正確に制御することができるめっき鋼帯製造装置及びめっき鋼帯製造方法を提供する。
【解決手段】溶融めっき浴4より上方に設置されているX線遮蔽室20内には、第1の付着量計30及び第2の付着量計40を、それぞれ、所望の測定点に移動させる第1の移動装置32及び第2の移動装置42が配置されている。給排気装置12は、工場建屋1外から取り込まれた外気を工場建屋1内の気体から遮蔽しながら冷却してX線遮蔽室20に供給することによりX線遮蔽室20に外気の温度以下の冷却外気を供給するとともに、X線遮蔽室20内の気体を工場建屋1外に排出する。めっき鋼帯製造装置2は、冷却外気をX線遮蔽室20内に送り込みながら測定されためっき付着量に基づいてワイピングノズル9を制御することにより、鋼帯3のめっき付着量を調整する。
(もっと読む)
高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】Si含有高強度鋼板を母材として不めっきのない溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板を製造する。
【解決手段】mass%で、C:0.05〜0.30%、Si:1.5〜3.0%、Mn:0.5〜3.0%、Al:0.01〜3.0%、S:0.001〜0.01%、P:0.001〜0.1%を含有する鋼板を、O2:0.01〜20vol%、H2O:1〜50vol%を含有する雰囲気中で鋼板を873〜1123Kの範囲内の温度になるように加熱し、次いで、H2:1〜50vol%を含有する雰囲気中で雰囲気の水蒸気分圧PH2O、二酸化炭素分圧PCO2、鋼板の最高到達温度T(K)、鋼板のSi含有量[Si%]が、0<PH2O/PCO2<323.6−15.2logT2−71.5[Si%]、0<log(PH2O+15PCO2)<2.3、1023≦T≦1173を満たす条件で加熱し、その後溶融亜鉛めっき処理を施す。
(もっと読む)
溶接性に優れた高Si含有合金化溶融めっき鋼板およびその製造方法
【課題】母材に高Siを用いた場合にも不めっきが無く、溶接性にも優れているため、自動車や建築用途などの高強度で耐食性が必要な材料用途として、内装材のみならず外装材としても極めて好適である本溶融亜鉛めっき鋼板の提供。
【解決手段】C:0.01〜0.25%、Si:0.2〜2.0%、Mn:0.30〜3.0%、P:0.050%以下、S:0.010%以下、N:0.0060%以下、及び、sol.Al:0.5%以下、且つ、残部がFe及び不可避的不純物からなる鋼板母材の表面に、Fe:8.0〜15%、及び、Al:0.15〜0.50%を含有する合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、合金化溶融亜鉛めっき層表層部に形成されている酸化物層中のAl、Si、Mnの合計付着量が5mg/m2以下である溶接性に優れた合金化溶融亜鉛めっき鋼板である。
(もっと読む)
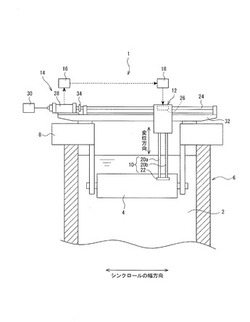
めっき金属帯の製造装置及びその製造方法
【課題】金属帯を高速移動させてめっきを施す場合でも、従来と同等の品質を維持可能なめっき金属帯の製造装置及びその製造方法を提供する。
【解決手段】溶融金属のめっき浴11を保持するめっき槽12と、めっき槽12内に設けられ、めっき浴11中に進入した金属帯14を方向転換させるシンクロール13と、この金属帯14を支持する浴中支持ロール15と、めっき槽12の上方に配置され、金属帯14の表裏に付着した溶融金属のめっき付着量を調整する気体吹付け手段16、17と、その下位置に配置された対となる溶融金属絞りロール18、19とを有するめっき金属帯の製造装置10及びその製造方法であり、めっき浴11中に完全に浸漬させて配置した溶融金属絞りロール18、19により、金属帯14を気体吹付け手段16、17へ搬送する前に、金属帯14の表裏に付着して持ち上がる過剰な溶融金属を除去する。
(もっと読む)
溶融亜鉛めっき用ガスワイピング装置
【課題】ガスワイピングによって発生したスプラッシュを効率的に排除して、鋼帯表面やノズルへの付着量を減少させることを可能としたガスワイピング装置を提供する。
【解決手段】ワイピングノズルと、当該ワイピングノズルを支持し、当該ワイピングノズルにワイピングガスを供給する管状体から前記鋼帯に対向して延びる上面仕切板と、当該上面仕切板の後端から下方に延び、下端に排気口を有する後方垂直板と、両側板とから構成されるシールボックスを有するとともに、前記ワイピングノズルはその断面が先端の噴出口に向けて流線型をなす形状とする。
さらに、断面が流線型をなす前記ワイピングノズルの先端の噴出口下方に一端が固着され他端が前記後方垂直板方向に伸びる板状体であって、引き上げられる鋼帯及び溶融亜鉛めっき浴に向けて凸状を呈する湾曲板状体からなるガス誘導板が取付けられている。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量の制御を行う際に、鋼帯の通板速度に関わりなくスプラッシュによるめっき表面欠陥の発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定し、所定のバンドパスフィルタでフィルタリングした後の音波データの標準偏差が基準値以下になるように、ガスワイピングノズルの設定条件を調整する。スプラッシュ発生源となるガスワイピング振動を抑制できるので、鋼帯通板速度に関わりなくスプラッシュの発生量を安定的に低減できる。
(もっと読む)
ストリップをコーティングするための装置及びそのための方法
改善された簡単な方法で、ストリップガイドに対する異なった要求に対応することができるように、払落しノズル(3)からの磁石(6)の垂直方向の間隔(H)を調整するための調整手段(7)が設けられていることを特徴とする、液状のコーティング材料で満たされたコーティング容器(2)を備え、このコーティング容器を通って又はこのコーティング容器から、コーティングされたストリップ(1)が、垂直(V)に上に向かって導き出され、コーティング容器(2)の上に、未だ液状のコーティング材料をストリップ表面から払い落とすための払落しノズル(3)が配設されており、この払落しノズル(3)の上に、ストリップ(1)の位置を中心位置(5)に安定させるための電磁装置(4)が配設され、この電磁装置(4)が、ストリップ(1)の両側で同じ高さに配設された2つの磁石(6)を有する、コーティング材料でストリップ(1)をコーティングするための装置と、ストリップをコーティングするための方法を提供する。 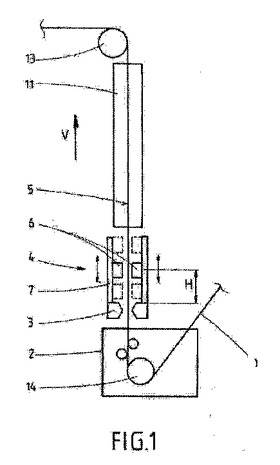 (もっと読む)
(もっと読む)
ノズル位置制御装置及び方法
【課題】ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減する連続めっき装置及び方法を提供する。
【解決手段】連続溶融めっき装置1において、めっき浴3から鉛直方向に引き上げられた金属帯2の表面に気体を吹き付けるワイピングノズル9の位置を制御するために、所定の可動範囲内でワイピングノズル9を鉛直方向に移動する移動機構30と、金属帯2に隣接して配置され、金属帯2の振幅を検出する検出部20と、検出部20の検出結果に基づいて、ワイピングノズル9の可動範囲内で金属帯2の振幅が許容値以下となる垂直位置を決定し、移動機構30を制御してワイピングノズル9を当該垂直位置に移動させる制御部40を設ける。
(もっと読む)
連続溶融金属めっきの付着量制御装置
【課題】溶融金属めっき鋼板を製造する際に溶融金属のスプラッシュを防止する。更に従来のガスワイピングに比べて溶融金属の薄目付を実現する。
【解決手段】めっき浴から引き上げられて鉛直上方に移動する鋼板表面に付着した溶融金属の付着量を制御する装置であって、前記めっき浴上方の鋼板(1)の両側に、鋼板面に対向配置した電磁コイル(6)と、前記電磁コイル(6)の上方に鋼板面にガスを噴き付けるガスノズル(8)とを備え、前記電磁コイル(6)は、鋼板面側に、鋼板移動方向長さが0.5cm以上10cm以下で、かつ、鋼板面に平行な面又は鋼板移動方向に鋼板との距離が広がり、鋼板面に対する角度が30°以下である面を有する。
(もっと読む)
溶融亜鉛めっき鋼管のブロー装置
【課題】 溶融亜鉛めっき処理が施された鋼管の内外面表面の余剰亜鉛を除去するブロー装置を提供する。
【解決手段】 本発明は、溶融亜鉛浴から引き出された鋼管は、溶融亜鉛浴端部に設置された外面ブロー装置を通過して、圧縮ガス等により鋼管外面の余剰亜鉛を除去されながら、同時に、マンドレル棒が、その先端部の噴射ノズルから圧縮ガス等を噴射して鋼管内面の余剰亜鉛を除去しながら、鋼管の終端部が外面ブロー装置の位置に到達する前に 噴射ノズルを外面ブロー装置の位置まで移動して停止し、内面ブローを続けることによって、鋼管の終端部の外面ブローと内面ブローが、外面ブロー装置の位置で同時に完了出来ることを特徴とする。
(もっと読む)
加工性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】高価な合金元素を含有しない成分系で、延性、伸びフランジ性に優れ引張強度590MPa以上の、加工性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法を提供すること。
【解決手段】mass%で、C:0.06〜0.10%、Si:0.03%以下、Mn:1.6〜2.0%、P:0.020%以下、S:0.0030%以下、Al:0.005〜0.1%、N:0.01%以下、Ti:0.060〜0.180%を含有し、([%Ti]/48)/([%C]/12)=0.10〜0.50を満足し、残部がFe及び不可避不純物からなる成分組成を有し、体積分率90%以上・平均結晶粒径が3μm〜10μmのフェライト相と、体積分率1〜5%・平均結晶粒径が1μm〜4μmのマルテンサイト相と、体積分率1〜5%のセメンタイトとから構成される組織を有する加工性に優れる高強度溶融亜鉛めっき鋼板を用いる。
(もっと読む)
61 - 80 / 260
[ Back to top ]