
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
21 - 40 / 260
溶融亜鉛めっき鋼板およびその製造方法
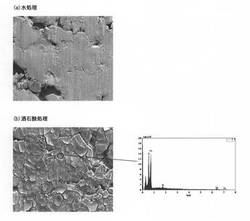
【課題】Si等を所定量含有する鋼板を基材としつつ、めっき外観が良好な溶融亜鉛めっき鋼板を得る溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】 鋼中成分の含有量として、質量%で、Si:0.1%以上3.0%以下、Mn:0.5%以上4.0%以下、sol.Al:3.0%以下を満足する鋼板を基材とする合金化溶融亜鉛めっき鋼板の製造方法であって、めっき前の基材鋼板を、ヒドロキシ酸化合物をヒドロキシ酸換算液中濃度で0.5質量%以上含有する水系酸性液状組成物と接触させる酸処理工程;前記酸処理工程を経た基材鋼板を、水素の含有量が1〜40体積%の還元性雰囲気中で700℃以上に加熱することを含む還元焼鈍工程;および該加熱工程に引き続き、基材鋼板に溶融亜鉛めっきを施す溶融亜鉛めっき工程を備える。水系酸性液状組成物は、水溶性Fe含有物質をFe換算液中濃度として0.01質量%以上および/または硝酸物質を硝酸換算液中濃度として0.1質量%以上含有することが好ましい。
(もっと読む)
制振制御装置、制振制御方法およびコンピュータプログラム

【課題】リアルタイムに最適な制御ゲインを同定し、操業中に最適なゲインを適用することが可能な制振制御装置を提供する。
【解決手段】連続的に搬送される帯状の金属板の、搬送方向に直交し、かつ板面に略垂直な方向の振動を抑制する制振装置を制御する制御器を有する本発明の制振制御装置は、制御器の制御ゲインを同定して変更する情報処理装置を備える。情報処理装置は、金属板の搬送方向と直交する方向の変位を検出する検出装置により検出された金属板の変位実績値と、制振装置の操作実績値とを取得するデータ取得部と、変位実績値および操作実績値に基づいて、制振装置の制御モデルを用いて制御器の制御ゲインを同定する制御ゲイン同定部と、同定された制御ゲインに基づいて、所定のタイミングで制御器の制御ゲインを変更する制御ゲイン変更部と、を備えることを特徴とする。
(もっと読む)
ワイピング装置およびこれを用いた溶融めっき装置
【課題】鋼板のエッジ部のワイピングガスの流れを改善することにより、エッジオーバーコートおよびスプラッシュを防止することが可能なワイピング装置およびこれを用いた溶融めっき装置の提供。
【解決手段】溶融めっき槽から引き上げる鋼板Pを挟んで両側に、鋼板Pの板面に向かってそれぞれ配置された一対のワイピングノズル2a,2bから鋼板Pにワイピングガスを吹き付けるワイピング装置1において、一対のワイピングノズル2a,2bの片側もしくは両側の鋼板Pの幅方向の両外側に位置する部分を覆うマスク3を備えることにより、一対のワイピングノズル2a,2bから吹き付けられたワイピングガスが、これらのワイピングノズル2a,2b間の鋼板Pの幅方向の両外側の部分で衝突することを防止し、乱流の発生を防止することができる。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】上位コンピュータから蛇行量が提供されない使用環境下であっても、専用のエッジ位置検出センサや蛇行量検出機器を必須の構造とすることなく、通常の姿勢で走行する鋼板の振動は勿論のこと、幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】電磁石対2を鋼板Sの幅方向に複数並べ、制御部4によって各電磁石対2の電磁石2A,2B間を走行する鋼板Sの振動を抑制する電磁制振装置1において、電磁石対2に付帯させたセンサのオン・オフ状態の切替に基づいて鋼板Sの疑似変位量を算出する疑似変位量算出手段と、疑似変位量に基づいて鋼板Sの疑似エッジ位置を算出する疑似エッジ位置算出手段と、疑似エッジ位置に基づいて電磁石2A,2Bに流す電流量を個別に制御する電流量制御手段とを備えた制御部4を適用した。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】通常速度通板時においても、また高速通板時においても、トップドロスの発生量を低減できる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき浴(9)から連続的に引き上げられる鋼帯(5)の表面に、ワイピングノズル(1)から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯製造装置において、鋼帯(5)の両側に、少なくとも一部がめっき浴中に没している回転部材(2)を鋼帯幅方向に延在させて鋼帯と間隔をあけて設け、該回転部材(2)は浴面下の浴面近傍の鋼帯幅方向に平行な軸(3)を回転軸として回転可能で、該回転部材(2)を回転したときに該回転部材(2)の一部がめっき浴面より上に突出するようにしたことを特徴とする溶融金属めっき鋼帯製造装置。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】上位コンピュータから蛇行量が提供されない使用環境下であっても専用のエッジ位置検出センサや蛇行量検出機器が不要であり、厚み方向に湾曲した状態で幅方向に蛇行して走行する鋼板の振動を適切に抑制可能な電磁制振装置を提供する。
【解決手段】電磁石対2を鋼板Sの幅方向に複数並べ、制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1において、電磁石対2に付帯させたセンサ3のオン・オフ状態の切替に基づいて鋼板Sの疑似変位量を算出する疑似変位量算出手段41と、疑似変位量に基づいて各電磁石対2における鋼板Sの補正目標位置を算出する鋼板補正目標位置算出手段42と、各電磁石対2における鋼板Sの位置が補正目標位置となるように電磁石2A,2Bに流す電流量を個別に制御する電流量制御手段43とを備えた制御部4を適用した。
(もっと読む)
溶融Sn−Zn系めっき鋼板
【課題】 優れた耐食性を有し、特にコモンレール式ディーゼルエンジンにも対応可能である自動車燃料タンク材料として好適な溶融Sn-Zn系めっき鋼板を提供する。
【解決手段】
鋼板表面に、Sn:91.2〜99.0質量%、Zn:1〜8.8質量%、残部が不可避的不純物からなる溶融Sn-Znめっき層を形成した溶融Sn-Zn系めっき鋼板であって、前記溶融Sn-Znめっき層の上層にNi系めっきが10mg/m2〜100mg/m2存在し、好ましくは、前記溶融Sn-Znめっき層の上層にNi系めっきが25mg/m2〜60mg/m2存在することを特徴とする溶融Sn-Zn系めっき鋼板。
(もっと読む)
ガスワイピングノズルおよびガスワイピング方法、溶融金属めっき装置、溶融金属のめっき方法
【課題】帯状体の表面に付着した付着物を除去するのに用いられるガスワイピングノズルと、当該ガスワイピングノズルを用いたガスワイピング方法と、溶融金属めっき槽から引き上げられる金属帯の表裏面にガスを噴き付け、金属帯に付着した過剰の溶融金属を除去する溶融金属めっき装置と、当該溶融金属めっき装置を用いた溶融金属のめっき方法を提供する。
【解決手段】外周面111の少なくとも一部が曲面である筒状または柱状の胴部11と、該胴部外周面の曲面と一定間隔を保って開口し、前記曲面の接線方向にワイピングガスGを噴出可能な噴出口12を備えるガスワイピングノズル1を用いる。
(もっと読む)
溶融メッキ浴槽のスナウト内の清浄装置
【課題】ストリップ蛇行時にドロスポンプの迅速な退避が可能な清浄装置を提供する。
【解決手段】メッキ浴槽の溶融金属内に設置されたシンクロールP2に案内された鋼帯Aが、スナウトに囲まれて斜め上方から下方に導入され、次いで上方に導出されるよう構成され、スナウト内の液面に、鋼帯の近くでその幅方向に沿う液流れが生ずるように、一対の吐出口1と吸い込み口2が設けられ、これらにそれぞれ吐出管路3と吸い込み管路4を介して、ドロスポンプとして吐出ポンプ5および吸い込みポンプ6が設けられる。鋼帯を囲む前記スナウトの水平断面において、鋼帯が浴槽P1から立ち上がり出て行く部分に近い出側壁に対向する入側壁は、前記吐出管路から吸い込み管路側に至る全幅で、下端から湯面近くまでほぼ鉛直に立ち上がる。鋼帯蛇行の検出手段と、その信号でドロスポンプの迅速な退避が可能な移動手段が設けられる。
(もっと読む)
溶融金属めっき浴中ロール及び溶融金属めっき浴中ロールの製造方法
【課題】ロール周面の溝底の表面粗度の評価指標として適切な指標を用いることで、溝底に対する異物の付着を低減する方法を提供する。
【解決手段】ロール周面に複数の溝10が形成され、前記溝10の底部12の表面粗度の評価指標として、従来一般的なRaやRzではなく、粗さ曲線のスキューネスRskを用いる。Rskは、溝底12の粗さの評価指標として適切であり、Rskで0未満である溶融金属めっき浴中ロールとすることにより、溝底12に対する異物の付着を低減できる。
(もっと読む)
溶融亜鉛めっき鋼材
【課題】 めっき層の組成が、RoHS指令で規制された範囲内であるPb濃度:0.1質量%以下、Cd濃度:0.01質量%以下であっても、不めっきが生じにくく、かつ、黒変性の低い溶融亜鉛めっき鋼材を提供する。
【解決手段】 Pb:0.10質量%以下およびBi:0.10〜0.30質量%を含有する溶融亜鉛めっき皮膜を有することを特徴とする。
(もっと読む)
めっき密着性および摺動特性に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】Si含有量が多い場合でも、優れためっき密着性および摺動特性を有する合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】酸化処理し、還元焼鈍を経て製造される。酸化処理は、O2を1000ppm以上含み、残部がN2、CO、CO2、H2Oおよび不可避的不純物からなる雰囲気で鋼板を鋼板温度が600℃以上まで加熱し、次いで、酸素O2を1000ppm未満含み、残部がN2、CO、CO2、H2Oおよび不可避的不純物からなる雰囲気で鋼板温度が700℃以上になるまで鋼板を加熱する。還元焼鈍は、露点が5℃以上で、1〜15体積%のH2を含み、残部がN2および不可避的不純物からなる雰囲気で行う。
(もっと読む)
ガスワイピング装置用バッフルプレート及びガスワイピング方法
【課題】本発明は、バッフルプレート又はバッフルプレート本体をSi3N4で形成することにより、スプラッシュの発生量を抑え、鋼帯の両面に対するめっき付着量を均一化することを目的とする。
【解決手段】本発明によるガスワイピング装置用バッフルプレート及びガスワイピング方法は、めっき槽(4)中を経て上方へ走行するめっき鋼帯(5)の両面に付着しためっき液の付着量を調整するためのガスワイピング装置(1)で用いるバッフルプレートにおいて、前記バッフルプレートのバッフルプレート本体(20)はSi3N4で形成されている構成と方法である。
(もっと読む)
低温靭性と穴拡げ性に優れた高強度熱延鋼板及びその製造方法
【課題】穴拡げ性に優れるとともに、低温靭性にも優れた引張強度590MPa以上の高強度熱延鋼板及びその製造方法を提供する。
【解決手段】延性脆性遷移温度が−50℃以下であり、圧延面に平行で、圧延方向に平行な{211}<011>方位のX線ランダム強度比(ランダムサンプルの回折強度との比)が2.5以下であることを特徴とする低温靭性と穴拡げ性に優れた引張強度590MPa以上の高強度熱延鋼板である。平均結晶粒径を7.0μm以下とすることにより、延性脆性遷移温度を−50℃以下とすることができる。最終仕上圧延を960℃以上で行い、最終仕上圧延終了後1.0秒以内に80℃/秒以上の冷却速度で冷却を開始し、最終仕上圧延温度より50〜200℃低い温度まで前記冷却を継続し、450〜600℃で巻き取ることにより製造することができる。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備え、鋼帯へのスプラッシュ付着を抑制可能なガスワイピング装置を得る。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備える。箱状体20は内部に、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bを備える。ガスワイピングノズル26aは、鋼帯30にガスを噴射可能な第1噴射部26a1と、ガスワイピングノズル26b方向にガスを噴射可能な第2噴射部26a2および第3噴射部26a3とを有する。ガスワイピングノズル26bは、鋼帯30にガスを噴射可能な第4噴射部26b1と、ガスワイピングノズル26aに方向にガスを噴射可能な第5噴射部26b2および第6噴射部26b3とを有する。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備えたガスワイピング装置にあって、鋼帯へのスプラッシュ付着を抑制することが可能なガスワイピング装置を提供する。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備えている。箱状体20は、内部に、帯状体30の幅方向に沿って設けられた管状部材25a,25bと、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bと、ガスワイピングノズル26aの両端においてガスワイピングノズル26b方向に向かって延設された延設部材28a,28bと、ガスワイピングノズル26bの両端においてガスワイピングノズル26a方向に向かって延設された延設部材29a、29bとを有する。
(もっと読む)
溶融金属めっき設備
【課題】ガスワイピング装置においてエッジアップ低減手段と静圧発生手段の両方を設置可能にしてめっき付着量の均一化が図れる溶融金属めっき設備を提供する。
【解決手段】ガスワイピング装置を備えた溶融金属メッキ設備において、ワイピングノズル11a,11bの近傍に設置されて当該ワイピングノズルから吹き付けられるワイピングガスに雰囲気ガスを随伴させてストリップSの走行方向に沿って静圧を発生させるクッションパッド12a,12bと、該クッションパッドに一体的に組み付けられてストリップにおける板端部のエッジアップを低減するバッフルプレート13a,13bと、クッションパッドをストリップの板幅方向へ移動させるLMガイド18a,18b、バッフルプレート位置調整シリンダ22a,22bからなる第1の移動機構を設けた。
(もっと読む)
溶融金属めっき鋼帯製造装置及び溶融金属めっき鋼帯の製造方法
【課題】トップドロスに起因する欠陥の発生を低減するともに、トップドロス排出によるめっき金属の持出しを減少できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】
めっき槽内の溶融金属めっき浴から連続的に引き上げられる鋼帯(1)の表面に、ワイピングノズル(6)から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、鋼帯引き上げ部前面のめっき槽壁側に少なくとも鋼帯引き上げ部前面のめっき浴面の30%以上を覆う遮蔽板(11)と、鋼帯引き上げ部とスナウト(2)に挟まれるめっき浴面のスナウト側に少なくとも鋼帯引き上げ部とスナウトに挟まれるめっき浴面の30%以上を覆う遮蔽板(12)を、各々めっき浴面と間隔をあけて設ける。
(もっと読む)
熱伝導性と放熱性に優れた電子機器用樹脂被覆鋼板
【課題】熱伝導性と放熱性に優れた特性を発揮し、更に必要に応じて要求される耐指紋性を兼ね備えており、熱源が局部的に接するような電子機器部品の素材として有用な電子機器用樹脂被覆鋼板を提供すること。
【解決手段】熱源に局部的に接する電子機器に用いられ、素地鋼板の少なくとも片面に樹脂皮膜を有する電子機器用樹脂被覆鋼板であって、前記素地鋼板は熱伝導率が60W/m・K以上有すると共に、前記樹脂皮膜の厚さは0.3〜11μmであることに要旨を有する電子機器用樹脂被覆鋼板。
(もっと読む)
熱間プレス用鋼板、その製造方法およびそれを用いた熱間プレス部材の製造方法
【課題】熱間プレス前の加熱時に昇温速度の上昇や保持時間の短縮を図っても、優れた塗装密着性や塗装後耐食性を有する熱間プレス部材が安定して得られる熱間プレス用鋼板、その製造方法およびそれを用いた熱間プレス部材の製造方法を提供する。
【解決手段】鋼板表面に、質量%で、Fe:25〜90%およびSi:3%以下を含み、残部がAlおよび不可避的不純物からなり、かつFeとAlの合計含有率が97%以上であり、鋼板片面当たりの付着量が10〜200g/m2のAl-Fe合金めっき層と、該Al-Fe合金めっき層上に鋼板片面当たりの付着量が5g/m2以下のAl層を有することを特徴とする熱間プレス用鋼板。
(もっと読む)
21 - 40 / 260
[ Back to top ]