
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
141 - 160 / 260
表面が梨肌模様の溶融アルミニウムめっき鋼板の製造方法
【課題】溶融アルミニウムめっき鋼板表面の全面にわたって、めっきむらが無く、プレス後にスパングルの浮き出しが発生しない優れた外観を得ることができる溶融アルミニウムめっき鋼板の製造方法を提供する。
【解決手段】Si:3〜15質量%を含み残部はAlと不可避的不純物からなる溶融アルミニウムめっきを施した鋼板表面のスパングル径を0.1mm〜10mmに調整した後、スキンパス圧延機のNo.1スタンドのロール粗度Ra1:0.1μm〜0.5μmとしてスキンパス圧延した後に、No.2スタンドのロール粗度Ra2:1.5μm〜4.0μmとしてスキンパス圧延を行うことを特徴とする、表面が梨肌模様の溶融アルミニウムめっき鋼板の製造方法。
(もっと読む)
塗装焼付硬化性能に優れた合金化溶融亜鉛めっき鋼板の製造方法

【課題】強度と加工性を兼ね備え、更にBH性と常温遅時効性をも兼ね備えた、塗装焼付硬化性能に優れた合金化溶融亜鉛めっき鋼板の製造方法を提供すること。
【解決手段】C:0.0014〜0.0025質量%である極低炭素のスラブを、熱間圧延、冷間圧延、連続焼鈍後に一旦、調質圧延を施した後、引き続き、連続溶融亜鉛めっきラインにてめっき後合金化熱処理後に再度、調質圧延を施す、合金化溶融亜鉛めっき鋼板の製造プロセスにおいて、めっき前後の二種の調質圧延率の関係が、式:SP1+SP2≦SP0≦0.75×SP1+1.5×SP2(SP0は冷間圧延後に焼鈍ラインのみによって冷延鋼板を製造する際の、鋼板の遅時効性が確保される最小限の調質圧延率(%)、SP1とSP2は焼鈍ラインに引き続くめっきラインでの、めっき前後の各々の調質圧延率(%))を満たすように行なうことを特徴とする。
(もっと読む)
良好な外観を有する溶融アルミめっき鋼板の製造方法
【課題】アルミめっき浴中のSi%などの操業条件が変化しても安定してめっき表面の模様の発生を抑制し、良好な外観を有する溶融アルミめっき鋼板の製造方法を提供する。
【解決手段】連続式溶融アルミめっきラインにおいて、SiおよびCaを含有する溶融アルミめっき浴から引き上げられる鋼板のめっき付着量を調整した後、めっき層の初晶温度から共晶温度までの冷却速度CRが下記(A)式を満足することを特徴とする、良好な外観を有する溶融アルミめっき鋼板の製造方法。0.9×CRpre≦CR≦1.1×CRpre・・・(A)ここに、CRpre=f(Si%、Ca%)=4.9×10-3×LS×(659.05e−0.0096Si%+500Ca%-577)CRpre:プレAJC設定冷却速度(℃/sec)LS:ラインスピード(mpm)Si%:めっき浴中Si濃度(質量%)Ca%:めっき浴中Ca濃度(質量%)
(もっと読む)
溶融めっきラインの制御装置、方法及びプログラム
【課題】噴射ガスの圧力及びストリップとのギャップを制御する際に、両操作量を適切な組み合わせで決定できるようにする。
【解決手段】溶融めっき金属に浸漬させたストリップ1の表面にガスを噴射する表側ノズル4f及び裏面にガスを噴射する裏側ノズル4bを備えた溶融めっきラインにおいて、表側ノズル4f及び裏側ノズル4bの噴射ガスの圧力及びストリップ1とのギャップを制御する制御装置100は、溶融めっき金属の付着量が少ないときはギャップ制御の分担の割合を大きくし、溶融めっき金属の付着量が多いときは圧力制御の分担の割合を大きくするように圧力制御及びギャップ制御の分担の割合を決定し、その決定した圧力制御及びギャップ制御の分担の割合に基づいて、圧力設定値及びギャップ設定値を設定する。
(もっと読む)
耐溶融金属脆化割れ性に優れたZn−Al−Mg系めっき鋼板およびその製造方法
【課題】低降伏比型高強度溶融Zn−Al−Mg系めっき鋼板において、厳しい溶接条件であっても溶融金属脆化割れを安定して抑止できるものを提供する。
【解決手段】素地鋼板が、質量%でC:0.05〜0.25%、Si:1.5%以下、Mn:1〜2%、N:0.005%以下、Ti:3.43×N〜0.05%、B:0.0003〜0.01%、Cr:0.5〜2%、必要に応じてさらにNb:0.3%以下、V:1%以下、Mo:1%以下、Zr:1%以下の1種以上を含有し、残部Feおよび不可避的不純物、Mn+1.29Cr≧2.05である組成を有し、素地鋼板がフェライト相+5体積%以上のマルテンサイト相からなり、素地鋼板のMn偏析が、Mn最大濃度(質量%)/Mn最小濃度(質量%)≦2を満たす範囲である、引張強さ590MPa以上、降伏比0.7未満のZn−Al−Mg系めっき鋼板。
(もっと読む)
耐溶融金属脆化割れ性に優れた高降伏比型Zn−Al−Mg系めっき鋼板およびその製造方法
【課題】高降伏比型高強度溶融Zn−Al−Mg系めっき鋼板において、厳しい溶接条件であっても溶融金属脆化割れを安定して抑止できるものを提供する。
【解決手段】素地鋼板が、質量%でC:0.05〜0.25%、Si:1.5%以下、Mn:1〜2%、N:0.005%以下、B:0.0003〜0.01%、Cr:0.5〜2%、Ti:0.05〜0.2%、Nb:0.01〜0.2%、必要に応じてさらにV:1%以下、Mo:1%以下、Zr:1%以下の1種以上を含有し、残部Feおよび不可避的不純物の組成を有し、フェライト相の平均結晶粒径が10μm以下、フェライト相中に分散していTi、Nbの析出物の平均粒子径が10nm以下、マトリクス中に析出物として存在するTiとNbの合計が0.05質量%以上であり、当該めっき鋼板の引張強さが590MPa以上、かつ降伏比が0.7以上であるZn−Al−Mg系めっき鋼板。
(もっと読む)
溶融亜鉛めっき鋼管および溶融亜鉛めっき材の製造方法
【課題】 本発明の目的は、RoHS指令に従い、Pb含有量を0.1質量%以下、Cd含有量を0.01質量%以下に抑制した溶融亜鉛浴を用いた場合であっても、不めっき発生の少ない溶融亜鉛めっき材の製造方法およびこの方法により製造されためっき鋼管を提供することにある。
【解決手段】 フラックス処理を施した被めっき材を、加熱溶融した溶融亜鉛浴に所定時間浸漬し、引き上げ後、冷却することにより、前記被めっき材の表面に溶融亜鉛めっき皮膜を形成してなる溶融亜鉛めっき材の製造方法において、前記溶融亜鉛浴は、Snを2.0〜2.4質量%およびPbを0.1質量%以下含有することを特徴とする。
(もっと読む)
溶融亜鉛めっき鋼管および溶融亜鉛めっき材の製造方法
【課題】RoHS指令に従い、Pb含有量を0.1質量%以下、Cd含有量を0.01質量%以下に抑制した溶融亜鉛浴を用いた場合であっても、不めっき発生の少ない溶融亜鉛めっき材の製造方法およびこの方法により製造されためっき鋼管を提供する。
【解決手段】フラックス処理を施した被めっき材を、加熱溶融した溶融亜鉛浴に所定時間浸漬し、引き上げ後、冷却することにより、前記被めっき材の表面に溶融亜鉛めっき皮膜を形成してなる溶融亜鉛めっき材の製造方法において、前記溶融亜鉛浴は、Sb:0.1質量%以上、Bi:0.3質量%以上でかつ、これらSbおよびBiの合計で1.5質量%以下、ならびに、Pb:0.1質量%以下を含有することを特徴とする。
(もっと読む)
合金化溶融亜鉛めっき鋼板製造用合金化炉の温度制御方法及び合金化炉
【課題】 従来の合金化溶融亜鉛めっき鋼板製造用合金化炉の設備を大幅に変更することなしに、コンパクトな設備によって合金化炉の加熱温度を任意の設定温度に速やかに温度移行することができる合金化炉の温度制御方法及びその装置を提供する。
【解決手段】 鋼板に溶融亜鉛めっきを施し、亜鉛付着量を調整した後、ガス加熱を有する合金化炉で加熱・保持して合金化亜鉛めっき鋼板を製造する際の合金化炉の温度制御方法において、合金化炉内の圧力Pを、炉内の温度下降を行う際には、P≦−0.5mmAqとし、炉内の温度上昇を行う際には、P>−5.0mmAqとすることを特徴とする合金化溶融亜鉛めっき鋼板製造用合金化炉の温度制御方法。
(もっと読む)
金属被覆スチールストリップ
Mg2Si粒子をコーティング微細構造中に有するAl−Zn−Si−Mg合金被覆ストリップを開示する。上記Mg2Si粒子の分布は、コーティングの表面が少量のMg2Si粒子しか有さないかまたは少なくとも実質的にMg2Si粒子を含まないような分布である。 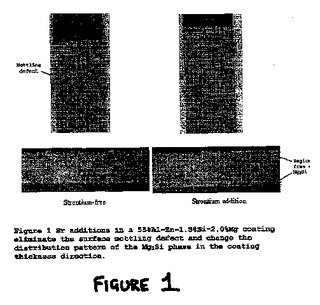 (もっと読む)
(もっと読む)
めっき性に優れる溶融亜鉛めっき鋼板の製造方法および連続溶融亜鉛めっき設備
【課題】Siを0.2質量%以上含有する鋼板に溶融亜鉛めっきしたときに不めっき、めっきムラなどの外観不良やめっき密着性不良の発生を防止する。
【解決手段】鋼中にSiを0.2質量%以上含有する鋼板を還元炉で加熱・焼鈍した後溶融亜鉛めっきする際に、還元炉の高さ方向鋼板通板領域の下部1/3の領域内での炉内ガスの露点を−30℃超0℃以下の範囲内になるように制御する。露点が−30℃以下になったときは、還元炉への炉内ガスの供給を還元炉の高さ方向鋼板通板領域の1/2より低位置から、かつ還元炉の炉内ガスの排出を還元炉の高さ方向鋼板通板領域の1/2より低位置から行う。(2)露点が0℃超になったときは、(イ)還元炉の炉内ガスの排気を、還元炉の高さ方向鋼板通板領域の1/2より高位置から、還元炉に供給する炉内ガスの供給量の1/3以上の量を排出する。
(もっと読む)
加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】590MPa以上のTSを有し、かつ延性および伸びフランジ性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】成分組成は、質量%でC:0.05〜0.3%、Si:0.01〜2.5%、Mn:0.5〜3.5%、P:0.003〜0.100%以下、S:0.02%以下、Al:0.010〜1.5%を含有し、SiとAlの添加量の合計が0.5〜2.5%であり、残部が鉄および不可避的不純物からなる。組織は、面積率で、20%以上のフェライト相と10%以下(0%を含む)のマルテンサイト相と10%以上60%以下の焼戻しマルテンサイトを有し、体積率で、3%以上10%以下の残留オーステナイト相を有し、かつ、残留オーステナイトの平均結晶粒径が2.0μm以下である。さらに、好ましくは、前記残留オーステナイト中の平均固溶C濃度が1%以上である。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、スプラッシュに起因するめっき表面欠陥の発生を抑え、高品質の溶融金属めっき鋼帯をより安定して製造できるようにする。
【解決手段】
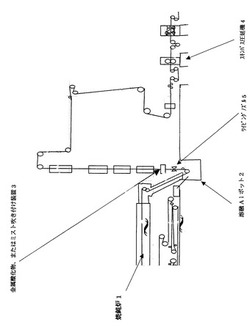
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルAから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、前記ガスワイピングノズルAは、主ノズル1と、該主ノズル1の上側又は/及び下側に、主ノズル1から噴射される気体噴流よりも低速で、噴射方向が主ノズル1の気体噴射方向と交差する方向に傾斜した気体噴流が噴射される副ノズル2a、2bを備え、前記副ノズル2a、2bから噴射される気体噴流の気体温度は500℃以下であって、前記主ノズル1から噴射される気体噴流の気体温度よりも50℃以上高温にする。
(もっと読む)
溶融金属めっき設備及び溶融めっき鋼帯の製造方法
【課題】鋼帯の走行速度が速くなっても、ガスワイピング装置により鋼帯に吹き付けられるガスの圧力又は流量の増加の影響によりめっき鋼板に表面欠陥が生じることを防止し、かつ設備コストの増加を効果的に抑制する。
【解決手段】溶融亜鉛めっき設備10では、電磁ワイピング装置22がめっき浴14中から引き上げられる鋼帯20に電磁力を作用させ、この電磁力により鋼帯20から余剰な溶融亜鉛Mを払拭する。これにより、ガスワイピング装置24により溶融亜鉛Mを払拭する前に、鋼帯20における溶融亜鉛Mを目標量に近づけておくことができるので、ガスワイピングノズル30から吹き付けられるワイピングガスGにより鋼帯20から払拭すべき溶融亜鉛Mの量を減少できる。この結果、鋼帯20を高速で走行させる際に、ガスワイピング装置24のガスワイピングノズル30が鋼帯20に吹き付けるワイピングガスの圧力又は流量を十分に小さいものにできる。
(もっと読む)
溶融亜鉛メッキ設備におけるスプラッシュ付着防止方法及び溶融亜鉛メッキ設備
【課題】飛散したスプラッシュを確実に捕捉してスプラッシュ疵の発生を防止できる溶融亜鉛メッキ設備におけるスプラッシュ飛散防止方法及び溶融亜鉛メッキ設備を提供する。
【解決手段】亜鉛浴から引き上げられた鋼板にワイピングノズル2からガスが吹き付けられて鋼板表面から飛散したスプラッシュが再び鋼板に付着するのを防止するための溶融亜鉛メッキ設備におけるスプラッシュ付着防止方法であって、ワイピングノズル2にガスを供給するガス配管1および/またはワイピングノズル2に融点が450℃以下の繊維状または不織布によるスプラッシュの吸着材5を配設したうえでワイピングノズル2から鋼板にガスを吹き付けることにより、鋼板表面から飛散したスプラッシュを吸着材5で吸着するスプラッシュ飛散防止方法及び溶融亜鉛メッキ設備。
(もっと読む)
溶融亜鉛メッキ鋼板エッジ部の加熱装置
【課題】高速に移動するメッキ鋼板のエッジ部に対して正確に、かつ十分な昇温能力を有して、エッジ部の均一な合金化ができる溶融亜鉛メッキ鋼板エッジ部の加熱装置を提供する。
【解決手段】合金化炉に向って移動するメッキ鋼板の両側エッジ部に対向配置され、水電気分解ガスを燃焼させた火炎で両側エッジ部を加熱するバーナーと、メッキ鋼板エッジ部の位置を検出するレーザーセンサと、バーナーをメッキ鋼板の幅方向の左右方向に移動させるバーナー移動装置部と、レーザーセンサの検出結果に応じて、バーナーがメッキ鋼板エッジ部に追従するようバーナー移動装置部の動作を制御する加熱制御部と、を有して構成される。さらにバーナーをメッキ鋼板とバーナーとの間隔を調整する前後方向と、バーナーをメッキ鋼板の移動方向である上下方向にも移動可能にすることができる。
(もっと読む)
溶融金属めっきの余剰めっき液の除去装置及び溶融金属めっき板の製造方法
【課題】溶融金属めっき後の金属板に表面欠陥等の不具合を発生させることなく、接触ローラを冷却することができる溶融金属めっきの余剰めっき液の除去装置を提供する。
【解決手段】溶融金属めっきが施された金属板の幅方向端面に対向して離間設置されるエッジプレートと、前記金属板の幅方向端面と前記エッジプレートとの間隔を規制するために前記金属板の幅方向端面に接触させる接触ローラ4とを備えた溶融金属めっきの余剰めっき液の除去装置に関する。前記接触ローラ4の内部に冷媒を供給するための冷却手段を備える。冷却手段により接触ローラ4を内部から冷却することができ、接触ローラ4に外部からエアを吹き付ける場合に比べて、溶融金属めっきが施された金属板に対する接触ローラ4の冷却の影響がほとんど無くなる。
(もっと読む)
ガスワイピング装置
【課題】蛇行やねじれが発生しても、帯板における幅方向のめっき付着量を均一にすることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル51からワイピングガスを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、ワイピングノズル51を帯鋼Sに対して、このワイピングノズル51における幅方向の中心位置Opが帯鋼Sにおける幅方向の中心位置Osに追随するように、帯鋼Sの幅方向に移動させる。
(もっと読む)
ガスワイピング装置
【課題】搬送される帯板の振動を広範囲に抑制させることにより、ワイピング効果を向上させることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスGwを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、噴射されたワイピングガスGwに随伴する雰囲気ガスGfを、ワイピングノズル13のスリット13c近傍に案内し、このスリット13cから噴射されるワイピングガスGwと共に帯鋼Sの表面に衝突させる。
(もっと読む)
溶融金属めっき鋼帯製造装置及び溶融金属めっき鋼帯の製造方法
【課題】鋼帯幅が変わってもめっき浴から引き上げられる鋼板に随伴する余剰な溶融金属を鋼帯全幅にわたって削減することで、ガスワイピング工程でスプラッシュが発生するのを低減する。
【解決手段】溶融金属めっき浴8から連続的に引き上げられる鋼帯Sの表面に、ガスワイピングノズル3から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯製造装置であって、溶融金属槽9の液面下の鋼帯Sの両側に、鋼帯Sと対向して配置した鋼帯巾以上の長さの溶融金属絞り部材1、1を有し、さらに鋼帯面延長上の前記鋼帯Sと対向して配置した溶融金属絞り部材1、1間に遮蔽体2を配設してなる。
(もっと読む)
141 - 160 / 260
[ Back to top ]