
Fターム[4K027AC52]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 浴付着量の調節の仕方 (327) | 加圧流体の使用によるもの (260)
Fターム[4K027AC52]に分類される特許
241 - 260 / 260
溶融金属めっき浴用ロール

【課題】使用時に熱衝撃による破壊が防止されるように高耐熱衝撃性を有するとともに、めっき鋼板とのすべりを低減して、めっき鋼板の走行速度の変化に追従しやすい溶融金属めっき浴用のセラミックスロールを提供する。
【解決手段】鋼板と接触する中空状胴部10と、前記胴部に接合された軸部20,21とからなる溶融金属めっき浴用ロールであって、少なくとも前記胴部が常温における熱伝導率が50W/(m・K)以上の窒化珪素系セラミックスからなり、前記胴部の平均表面粗さRaが0.2μm以下であることを特徴とする。
(もっと読む)
スナウト内のドロス除去装置

【課題】 すり疵発生の要因となるおそれのない簡素で安価なドロス除去装置を実現する。
【解決手段】 スナウト12内のめっき浴表面に接し、かつ金属ストリップの幅方向両端の一方に旋回可能な案内羽根3を備え、他方にドロスを吸引する吸引口4を備え、望ましくは前記案内羽根3に還元性ガスを噴射する噴射ノズル2を併設し、吸引口4を旋回可能とする。
(もっと読む)
ガスワイピングノズル及びガスワイピング装置
【課題】 ガスワイピング時の騒音や振動を抑制しつつ,鋼板のエッジ部のオーバーコートを抑制する。
【解決手段】 ガスワイピングノズル3の本体10には,鋼板Hの幅方向に長いスリット状のガス吹出口11と,ガス導入口と,ガス導入口から導入されたガスをガス吹出口11に流通させるガス流通室13が形成されている。また,ガス流通室13の長手方向の両側には,ガス流通室13内におけるガスの流れを遮断する遮断ベルト30が配置されている。遮断ベルト30は,ガス流通室13の端部から中央部に向けて進退自在で,ガス流通室13の端部から移動先までの間のガスの流れを遮断できる。これにより,ガスワイピングノズル3の両側部から吹き出されるガスを遮断し,鋼板Hの両端部よりも内側の領域にのみガスを吹き付けることができる。
(もっと読む)
めっき付着量制御方法
【課題】 センサ等により検出するノズル間隔の検出値を、実測値に合わせる零調を実施するとき、零調に伴うめっき付着量の目標値に対する差異の発生を防止することのできるめっき付着量制御方法を提供する。
【解決手段】 めっき浴から引上げられる鋼帯の表裏面に一対のノズルからガスを吹付けてめっき付着量を制御するに際し、ノズル間隔の大小に応じてガス吹付圧力を調整してめっき付着量が所望の値になるように制御するめっき付着量制御方法において、ノズル間隔を間隔検出手段によって検出して得られる検出値と、ノズル間隔の実測値との差ΔDを求め、この差ΔDに対応するガス吹付圧力の変動量ΔPを求め、この変動量ΔPをガス吹付圧力にフィードフォワードして相殺することによって、ガス吹付圧力の動作指令値をPからP1になるようにするとともに、間隔検出手段による検出値を実測値に合わせる修正を行う、いわゆる零調を行う。
(もっと読む)
ストリップのデスケールをするための方法及び装置
本発明は、ストリップにプラズマデスケールを受けさせる少なくとも1つのプラズマデスケール装置(2,3)を通してストリップ(1)を移送方向(R)に案内する、ストリップ(1)の、特に標準鋼から成る熱間圧延ストリップ又はオーステナイト系又はフェライト系ステンレス鋼から成る熱間又は冷間圧延ストリップのデスケールをするための方法及び装置に関して、このようなストリップの製造を改善するために、冷却装置(4,5)の後でストリップ(1)が一定の温度を備えるように、ストリップ(1)が少なくとも1つのプラズマデスケール装置(2,3)内でのプラズマデスケールに続いて冷却装置(4,5)内で調整冷却を受けることを特徴とする。更に、本発明は、方法に関して、プラズマデスケールによる加熱を利用してストリップがプラズマデスケールの後に被覆金属によるコーティングを受けることを特徴とする。 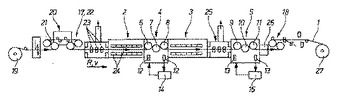 (もっと読む)
(もっと読む)
鋼ストリップをコーティングする方法及び前記コーティングを付与された鋼ストリップ
本発明は、以下の成分(重量%で表示):C:≦1.6%、Mn:6〜30%、Al:≦10%、Ni:≦10%、Cr:≦10%、Si:≦8%、Cu:≦3%、Nb:≦0.6%、Ti:≦0.3%、V:≦0.3%、P:≦0.1%、B:≦0.01%、残余鉄及び不可避の不純物、
を含む鋼ストリップをコーティングする方法に関する。本発明の目的は、現在まで十分にコーティングすることができない鋼ストリップを、優れた腐食抵抗性と優れた溶接性とを示す金属コーティングによってコーティングする方法を展開することである。この目的のために、最終焼鈍前にアルミニウム層を鋼ストリップへ付与し、そして、その後、前記アルミニウム層へ金属層を付与する。本発明の方法により形成される鋼ストリップ又は鋼板も開示する。
(もっと読む)
ほうろう用アルミめっき鋼板の製造方法
【課題】 ほうろう層の表面に開口する欠陥である爪飛びの発生を防止または抑制することができるほうろう用アルミめっき鋼板の製造方法を提供する。
【解決手段】 アルミめっき前処理として、水素ガスが含まれる還元雰囲気の形成された還元熱処理炉2中で加熱される際に鋼板4中へ吸蔵された水素を、還元熱処理炉2の下流側に設けられるスナウト3の内部空間3aに形成された窒素雰囲気中で加熱することによって鋼板4から放出させた後、めっきポット6中のアルミ合金の溶湯5に浸漬してほうろう用アルミめっき鋼板を製造する。
(もっと読む)
プレス成形性とプレス成形時の被膜密着性に優れた合金化溶融亜鉛めっき鋼板
【課題】プレス成形性とプレス時の被膜密着性に優れた合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】 質量%にて、C:0.0005〜0.0014%、Si:0.03%以下、Mn:0.2%以下、P:0.02%以下、S:0.01%以下、Nb:0.02%〜0.03%、N:0.0030%以下、O:0.01〜0.02%、を含有し、残部がFe、および不可避不純物から成り、フェライト単相のミクロ組織を有する冷延鋼板の表面に、付着量:25〜80g/m2、Fe含有量:8〜13%、の合金化された亜鉛めっき層を有するプレス成形性とプレス時の被膜密着性に優れた鋼板
(もっと読む)
スパングルの無い溶融亜鉛メッキ鋼板及びその製造方法並びにこれに用いられる装置
【課題】本発明はスパングルの無い溶融亜鉛メッキ鋼板及びその製造方法並びにこれに用いられる溶融亜鉛メッキ装置に関する。
【解決手段】溶融亜鉛メッキ層の凝固された亜鉛結晶の平均結晶組織の粒子直径が10〜88μmで、100倍の顕微鏡からみると樹枝状晶の凝固の跡が無い溶融亜鉛メッキ鋼板、上記鋼板をアルミニウムが0.13〜0.3wt%含まれた亜鉛メッキ液槽に浸漬し、過剰のメッキ液を除去するためエアワイピングした後、溶融亜鉛メッキ処理温度〜419℃の鋼板温度を噴射開始温度に、そして417〜415℃の鋼板温度を噴射終了温度にして水または水溶液を噴射し、この際に、噴射された水または水溶液の液滴は−1〜−50kVの高電圧に帯電されたメッシュ状の高電圧帯電電極を通過し、帯電電極を通過した液滴が上記鋼板の表面に付着して溶融亜鉛の凝固核として作用する溶融亜鉛メッキ鋼板の製造方法及びこれに用いられる装置が提供される。上記溶融亜鉛メッキ鋼板は、耐食性、耐黒変性、耐オイルステイン性、表面摩擦係数及び表面外観に優れたもので、自動車の車体の内板及び外板、家電及び建資材用、塗装用鋼板の素材に用いることが出来る。
(もっと読む)
連続溶融金属めっき用ロール
【課題】 ロール胴部の組立ての際、セラミックス製スリーブ同士の位置決めを精度高く容易にできる。各スリーブの表面の円筒度を精度高く確保し、鋼板走行を安定に維持できる。ロール胴部の一部が損傷したとしても交換再生が容易で、かつ交換にかかる費用が低コストでできる連続溶融金属めっき用ロールを提供する。
【解決手段】 金属製のロール軸部の外周に、複数個のセラミックス焼結体製スリーブを連ねて嵌合させてロール胴部を形成したことを特徴とする。また、金属製のロール軸部の外周に、複数個のセラミックス焼結体製スリーブと、該セラミックス焼結体製スリーブとは異なる材料からなるスリーブとを連ねて嵌合させてロール胴部を形成したことを特徴とする。
(もっと読む)
合金化溶融亜鉛めっき鋼板とその製造方法
【課題】 高強度・高延性のバランス、成形性に優れた合金化溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.25、Mn:0.5〜3.0、Si:0.2〜1.2、Al:0.3〜2.0以下、P:0.1以下、S:0.1以下、N:0.02以下、Ni:0.2〜1.5、Cu:0〜0.5を含有する母材に設けた、合金化溶融亜鉛めっき皮膜のFeの重量%を8〜18、かつめっき皮膜の平均付着量Mav(g/m2)と最大付着量Mmax(g/m2)との関係が(i)式を満足するように構成する。 Mmax≦4.5×Mav ・・・(i) 製造に当たっては、焼鈍、冷却、一定温度範囲保持などの工程を経た鋼板をめっきする際に、母材鋼板中のSiとAlの濃度の和をW(質量%)、溶融亜鉛浴侵入直前のスナウト内雰囲気ガスの露点をV(℃)とすると、WとVが下記(ii)式を満足するようにする。 V≦−35−4.5×W2 ・・・(ii)めっき工程を経た鋼板を鋼板温度が420〜600℃の範囲で5〜100s合金化処理をする。
(もっと読む)
歪時効硬化特性に優れた溶融亜鉛めっき鋼板の製造方法
【課題】自動車の構造部材用として好適な、歪時効硬化特性に優れた溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】C:0.04〜0.12%、Si:0.4 %以下、Mn:1.0 〜 3.0%、P:0.05%以下、Al:0.001 〜 0.1%、N:0.005 〜0.02%を含有する組成の鋼素材に、熱間圧延、あるいはさらに冷間圧延を施して、鋼板としたのち、T= 860-250C-150N+45Si-30Mn+700P+400Al-15Ni-10Cr+30Mo+400Ti+80Nb で定義される温度T(℃)以上の温度域に加熱したのち、550 ℃までの平均冷却速度を5〜50℃/sとして冷却する処理を施し、次いで溶融亜鉛めっき処理を施す。これにより、ΔTS80MPa 以上の優れた歪時効硬化特性が得られる。なお、加熱処理前に、前記T℃以上の温度に加熱する前処理と、表面の成分濃化層を除去する酸洗処理とを順次施してもよい。鋼素材は、 前記組成に加えてさらにCr、Mo、Niのうちの1種以上を含有してもよい。
(もっと読む)
ガスワイピングノズル、および溶融めっき金属帯製造装置
【課題】 乱流渦の発生を抑制することが可能であり、かつコンパクトで経済的な高性能ガスワイピングノズルを提供する。
【解決手段】 ガスワイピングノズル1は、ワイピングガスを吹き出すノズル口4を形成するように対向して組み合わされた上リップ2および下リップ3により構成されており、上リップ2の傾斜外表面Aおよび下リップ3の傾斜外表面A’に複数の細溝が形成されている。細溝を形成することによって随伴流51,51’をワイピングガス吹き出し方向へ向けてスムーズに進行させることが可能になり、乱流渦52,52’の発生を抑制できる。
(もっと読む)
金属ストリップの連続浸漬コーティングと高温プロセスの方法および装置
【課題】 外観欠陥のない表面を求める顧客の要求を満足させるだけの、きわめて低い欠陥密度を達成することのできる、金属ストリップの連続亜鉛めっきプロセスおよび装置を提供する。
【解決手段】 液体金属浴12を含むタンク11中で金属ストリップ1を連続浸漬コーティングするプロセスおよび装置であって、下部13aが液体金属浴12に浸漬されて液体金属の表面で液体シール14を構成するダクト13中で金属ストリップ1を連続的に展開し、ダクト13内に配置されてそれぞれその下部でダクト13を延ばす内壁を含む2つのオーバーフロー区画25、29内に、液体シール14の表面からの液体金属の自然流を作り、区画の金属液体のレベルを液体シール14表面の下方のレベルに維持する。
(もっと読む)
造管時のビードカット性に優れた溶融めっき電縫鋼管用素材及びその製造方法
【課題】 溶接ビードを切削除去した後に平滑な溶接部表面を呈し、縮管,拡管加工等で割れ発生のない製品形状に加工される電縫鋼管用素材を提供する。
【解決手段】 0.0003〜0.0050質量%のBが添加されたTi添加極低炭素鋼板を下地とし、溶融亜鉛めっき層,合金化溶融亜鉛めっき層,溶融亜鉛-アルミニウム合金めっき層又は溶融亜鉛-アルミニウム-マグネシウム合金めっき層が設けられている。Ti添加極低炭素鋼板は、Cが0.001~0.025質量%,Nが0.01質量%以下で、Ti含有量が[(48/12×C+48/32×S+48/14N)+0.01]〜0.10質量%の範囲に調整されている。熱延工程,冷延工程,還元加熱,溶融めっきの工程を経て製造されが、溶融めっきに先立つ還元加熱では、加熱温度を800〜900℃,冷却速度を10〜50℃/秒の範囲に設定する。
(もっと読む)
加工部耐食性に優れた表面処理鋼板
【課題】
Al、Mg、Siを添加した高耐食性めっき鋼材において、加工部耐食性が優れた表面処理鋼板を提供すること。
【解決手段】
Zn合金めっき層を有するめっき鋼板のめっき層が〔Al/Zn/Zn2 Mgの三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔Zn2 Mg相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されている。
(もっと読む)
自動車排気系用Al系めっき鋼板及びこれを用いたAl系めっき鋼管
【課題】 本発明は、Al系めっき鋼板の適用部位を広げることが可能な、従来よりも優れた高温強度と耐熱性を有するAl系めっき鋼板を提供するもので、より低廉な製品の品質を安定して向上させたものであり、300〜600℃程度の温度範囲において高強度を有し、かつ、優れた耐熱性を有する自動車排気系用Al系めっき鋼板を提供するものである。
【解決手段】 質量%でC:0.1〜0.3%、Si:0.01〜0.4%、Mn:0.6〜3%、Al:0.01〜0.1%を含有し、残部が鉄及び不可避的不純物である鋼の表面にAlを主成分とする金属被覆を有することを特徴とする自動車排気系用Al系めっき鋼板。Nb:0.01〜0.3%、Ti:0.01〜0.5%を更に含有することが好ましい。
(もっと読む)
金属の対象物を安定させるためのデバイス及び方法
磁性材料の金属の細長いストリップを金属層でコーティングするとき、ストリップ(1)を安定させるためのデバイス及び方法。ストリップは、浴(2)から、予め定められた移送経路(x)に沿う移送方向(16)へ移送される。過剰な溶融金属を、ストリップ(1)から除去するためのワイピング手段(4)は、ストリップ(1)を横断する1本の線の形で空気の流れを噴射する。ここで、前記ワイピング手段(4)は、ストリップ(1)の各サイドにエア・ナイフが一つずつ配置された少なくとも1対のエア・ナイフ(5,6)を有している。電磁的安定化手段(7)は、前記予め定められた移送経路(x)に対するストリップ(1)の位置を安定させる。センサー(14,15)は、前記予め定められた移送経路(x)に対するストリップ(1)の位置を検出する。  (もっと読む)
(もっと読む)
溶融亜鉛めっき鋼板及びその製造方法
GA鋼板製造との併用を考慮して、低Al浴組成で、良好な外観、耐黒変性と優れた加工性とを兼ね備えた溶融亜鉛めっき鋼板、及びその製造方法を提供する。
鋼板を溶融めっき浴に浸漬し引き上げて鋼板表面にめっき皮膜を付着させるめっき工程と、めっき工程に引き続きめっき皮膜の付着量を調整する付着量調整工程と、付着量調整工程の後にめっき皮膜を凝固させる皮膜凝固工程とを含む、溶融亜鉛めっき鋼板の製造方法において、めっき浴中でのAl濃度、Si濃度を、それぞれ0.13〜0.3%、5〜150ppmとするとともに、めっき浴の浴温を450〜480℃、めっき浴に侵入する鋼板の侵入材温を浴温±20℃以内とする。
(もっと読む)
耐黒変性に優れた溶融Zn−Al合金めっき鋼板とその製造方法
【課題】 耐黒変性に優れ、厳しい加工に耐え得るめっき皮膜を有し、耐食性に優れた溶融Zn-Al 系合金めっき鋼板とその製造方法を提供する。
【解決手段】 めっき皮膜の化学組成が、質量%でAl :3.5〜10%、Mg :0.05%以上、0.50%未満、(Pb +Sn +Cd +Bi )≦0.020%、残部がZn および不可避的不純物からなり、めっき皮膜のZn(00・2) 面配向性指数が3.5以上である溶融Zn-Al 系合金めっき鋼板。めっき皮膜の硬度≦110Hv とすればなおよい。本発明の鋼板は、溶融めっき層を5℃/秒以上、15℃未満の冷却速度で冷却するか、酸素濃度が5体積%以下、残部が非酸化性ガスからなる非酸化性雰囲気で冷却して製造するのがよい。
(もっと読む)
241 - 260 / 260
[ Back to top ]