
Fターム[4K033BA02]の内容
Fターム[4K033BA02]に分類される特許
21 - 40 / 131
方向性電磁鋼板の製造方法およびその素材鋼板
【課題】二次再結晶後の磁気特性に優れる方向性電磁鋼板の製造方法を提案すると共に、その製造に用いる素材鋼板を提供する。
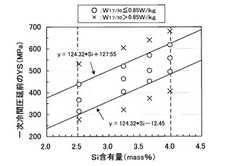
【解決手段】mass%で、C:0.02〜0.15%、Si:2.5〜4.0%、Mn:0.005〜0.3%、sol.Al:0.01〜0.05%、N:0.002〜0.012%およびS,Seの1種または2種を合計で0.05%以下含有する鋼素材を熱間圧延した後、中間焼鈍を挟む2回以上の冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、一次冷間圧延前の素材鋼板の降伏応力YS(MPa)を、鋼素材のSi含有量(mass%)との関係において下記式;
124.32×Si−12.45≦YS≦124.32×Si+127.55
を満たすよう調整した後、一次冷間圧延する方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法

【課題】一段の鉄損低減を図った方向性電磁鋼板の製造方法を提供する。
【解決手段】脱炭焼鈍において、連続焼鈍で、かつ、雰囲気酸化性P(H2O)/P(H2)≦0.05を条件として、少なくとも500〜700℃の昇温速度を50℃/s以上で700〜750℃の温度域まで加熱し、ついで、雰囲気酸化性P(H2O)/P(H2)≦0.05を条件として、700℃未満の温度域まで冷却し、さらに、雰囲気酸化性P(H2O)/P(H2)≧0.3を条件として、800〜900℃の温度域まで再加熱し、保持する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】表面に絶縁被膜をそなえる方向性電磁鋼板に対し、高い磁区細分化効果を得ようとして投入エネルギーを増加させた場合に、鋼板の表面近傍の熱歪みを適正化し、所期した鉄損低減効果が得られる方向性電磁鋼板の製造方法を提供する。
【解決手段】加速電圧が10kV以上の差を持つ少なくとも2本の電子ビームを照射して電子ビーム照射帯を形成し、該電子ビーム照射帯中の電子ビームの中心間距離をそれぞれ1mm以内とする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】化学的な手段により溝形成による磁区細分化処理を行うことで、低い鉄損特性を有する方向性電磁鋼板を提供する。
【解決手段】圧延直角方向となす角度が45°以内の線状の溝を有する方向性電磁鋼板であって、該溝の底部における、圧延方向における長さで1mm以下の微細粒の存在頻度を10%以下(微細粒が存在しない場合も含む)とし、かつ該溝に、鋼板の片面あたりのMg目付量にして0.6g/m2以上のフォルステライト被膜を具え、さらに鋼板の圧延方向を向く二次再結晶粒の〈100〉軸の圧延面となす角(β角)を平均値で3°以下とする。
(もっと読む)
珪素含有鋼スラブの熱間圧延方法
【課題】ある特定の成分系の珪素含有鋼スラブを素材とした熱延板において発生する表面疵を低減する有利な熱間圧延方法を提案する。
【解決手段】C:0.03mass%以下、Si:2.0〜5.0mass%、Mn:0.005〜1.0mass%、sol.Al:0.040mass%以下、N:0.0005〜0.0150mass%、S+Se:0.030mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する鋼スラブを再加熱し、熱間圧延するに当たり、上記再加熱における鋼スラブの昇温速度を、再加熱開始から750℃までをR1(℃/分)、750℃〜1050℃までをR2(℃/分)とするとき、R1およびR2が下記式;
20℃/分≧R2≧R1≧2℃/分
の関係を満たすように再加熱した後、熱間圧延する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】鋼板に大きな外部応力がかかる条件下、もしくは正弦波に加えて3次以上の高調波成分を3%以上含む交流磁束密度波形による励磁された条件下で使用するのに好適な、線状溝が付与された変圧器鉄心用の方向性電磁鋼板を提供する。
【解決手段】線状溝の幅を50〜300μm、深さを10μm以上、圧延方向の間隔を2mm以上10mm以下とし、かつ該線状溝の溝側壁が溝底面と交わる部分の曲率半径を1.0μm以上とする。
(もっと読む)
方向性電磁鋼板の仕上焼鈍方法および仕上焼鈍設備
【課題】仕上焼鈍における被膜特性の改善、インヒビターの劣化抑制および焼鈍時間の短縮の全てを満たす方向性電磁鋼板の仕上焼鈍方法を提案するとともに、その仕上焼鈍設備を提供する。
【解決手段】冷間圧延後の鋼板に脱炭を兼ねた一次再結晶焼鈍を施してから、鋼板表面にMgOを主体とする焼鈍分離剤を塗布、乾燥し、コイルに巻き取った後、このコイルを巻き戻しながら炉中で所定温度に加熱し、炉中で再度コイルに巻き取って一定時間均熱保持し、その後、上記均熱保持したコイルを巻き戻しつつ冷却し、再度、炉外でコイルに巻き取る方向性電磁鋼板の仕上焼鈍方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】仕上焼鈍後の二次再結晶粒内のβ角の変動を抑え、コイル全長にわたってβ角を適正範囲に制御することによって、製品コイル全ての位置で磁気特性に優れる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】冷間圧延した電磁鋼板素材を一次再結晶焼鈍し、その後、コイル状態で二次再結晶させる仕上焼鈍を施して方向性電磁鋼板を製造する方法において、上記仕上焼鈍を、鋼板の曲率半径を変化させるあるいはさらに鋼板の曲率の符号を逆転させるコイルの巻き直し工程を挟んで2回以上に分けて行い、1回目の仕上焼鈍における二次再結晶率を面積率で5〜90%とする方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した方向性電磁鋼板であって、局所的な絶縁コーティングの被膜剥離を低く抑えることができ、優れた耐食性および絶縁性を有する方向性電磁鋼板を提供する。
【解決手段】線状溝の底面部における絶縁コーティングの膜厚をa1(μm)、線状溝部以外の鋼板表面の絶縁コーティング膜厚をa2(μm)とするとき、これらa1およびa2が、以下の式(1)および(2)の関係を満足するように制御する。
0.3μm≦a2≦3.5μm ・・・(1)
a1/a2≦2.5 ・・・(2)
(もっと読む)
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した方向性電磁鋼板であって、実機トランスに組上げた際の鉄損を低く抑えることのできる、優れた実機鉄損特性を有する方向性電磁鋼板を提供する。
【解決手段】線状溝の底面部における絶縁コーティングの膜厚a1(μm)と、線状溝部以外の鋼板表面の絶縁コーティング膜厚a2(μm)と、線状溝の深さa3(μm)とが、以下の式(1)および(2)を満足するように制御する。
0.3μm≦a2≦3.5μm ・・・(1)
a2+a3−a1≦15μm ・・・(2)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】磁区細分化により鉄損を低減させる方向性電磁鋼板の製造方法において、磁区細分化をより確実に実現する手法について提供する。
【解決手段】コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きに電子ビームを照射する、磁区細分化処理を施すに当り、該仕上焼鈍時のコイルの内巻き部分から外巻き部分に向けて、当該鋼板部分に照射するレーザーのエネルギー密度を高めていく。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】電子ビームの照射により鋼板に歪を付与して鉄損を低下させた方向性電磁鋼板を積層して変圧器を作製した場合に、優れた低鉄損特性を得ることができる方向性電磁鋼板を提供する。
【解決手段】電子ビームの照射痕がサイン波状で、かつ該サイン波状の振幅Dと波長Lとの関係が以下の式(1)の関係を満たすことを特徴とする方向性電磁鋼板。
3π≧L/D≧π・・・(1)
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】パルスレーザを表面に照射して該表面上に点列状の照射痕を形成することにより鉄損を低減させる方向性電磁鋼板の製造方法において、該鋼板を用いて作製した変圧器鉄心を励磁する際に発生する騒音を低減する方途を提供する。
【解決手段】二次再結晶焼鈍後の方向性電磁鋼板の表面に、パルス状のレーザを圧延方向と交差する方向に走査し、鋼板の表面に照射痕を交差方向に伸びる点列状に形成して磁区細分化処理を施すに当たり、照射痕相互の間隔を、従来技術のように等間隔とはせずに、変化させて不等とする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】レーザを鋼板表面に照射して該表面上に連続または不連続の線状に照射痕を形成することにより鉄損を低減させる方向性電磁鋼板の製造方法において、該鋼板を用いて作製した変圧器鉄心を励磁する際に発生する騒音の低い方向性電磁鋼板を得るための方途を提供する。
【解決手段】二次再結晶焼鈍後の方向性電磁鋼板の表面に、該鋼板の圧延方向と交差する方向にレーザを走査して照射を圧延方向に間隔を置いて繰り返し行って、磁区細分化処理を施すに当たり、レーザ走査の圧延方向の間隔を変化させる。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】電子ビームやレーザー照射での反りを解消した場合においても、磁気特性の改善効果を十二分に享受し得る方途について提供する。
【解決手段】仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームやレーザーを照射する、磁区細分化処理を施すに当り、前記電子ビームやレーザーの照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームやレーザーを照射して該鋼板を平坦に矯正する。
(もっと読む)
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した素材を実機トランスに組上げた場合の、騒音を低く抑えることができる、優れた騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板につき、前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBを所定の範囲に規制する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】磁区細分化処理により低鉄損を実現した方向性電磁鋼板において、変圧器鉄心等に積層して使用した場合に鉄心が発生する騒音を低減させる方途について提案する。
【解決手段】鋼板表面における被膜のクラック総長さが10000μm2当たり20μm以下である方向性電磁鋼板に、該鋼板の圧延方向と交差する方向へ線状に導入する熱歪みによる、磁区細分化を、前記圧延方向に所定間隔の下に施して、鋼板の反りを前記圧延方向長さ500mm当たり3mm以下とする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】鉄損劣化要因を排除した磁区細分化処理が施された、低鉄損の方向性電磁鋼板を提供する。
【解決手段】鋼板表面にフォルステライト被膜を有し、該被膜中および該被膜と鋼板との界面のいずれか少なくとも一方に、Seの濃化部を有し、該濃化部の存在割合が面積率で鋼板表面10000μm2当たり2%以上である方向性電磁鋼板に、電子ビーム照射による磁区細分化処理を施す。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性を発現する電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供する。
【解決手段】鋼板の歪導入側のフォルステライト被膜の膜厚Waと歪非導入側のフォルステライト被膜の膜厚Wbの比(Wa/Wb)が0.5以上で、かつ歪導入側の鋼板面における磁区不連続部の平均幅が150〜300μm、歪非導入側の鋼板面における磁区不連続部の平均幅が250〜500μmとする。
(もっと読む)
方向性電磁鋼板
【課題】鉄損低減効果を最大限に得ることができるような高エネルギーでの歪み導入処理による人工磁区細分化処理後においても、従来懸念された鋼板の反り発生を効果的に低減し、十分に低い鉄損を有する方向性電磁鋼板を提供する。
【解決手段】歪み導入処理前における、張力付与型絶縁被膜または張力付与型絶縁被膜の鋼板面に対する付与張力を、次式(1)の範囲に調整すると共に、歪み導入処理後における歪み導入面の鋼板反り量を1mm以上10mm以下に制御する。
1.0≦(非歪み導入面の付与張力)/(歪み導入面の付与張力)≦2.0 --- (1)
(もっと読む)
21 - 40 / 131
[ Back to top ]