
Fターム[4K034FB02]の内容
熱処理一般;主に搬送、冷却 (3,884) | 冷却関連装置 (331) | 冷却ノズル (208) | 形式 (99)
Fターム[4K034FB02]の下位に属するFターム
スプレー (73)
パイプラミナ (7)
スリットラミナ、フラットラミナ (5)
スリットジェット (6)
Fターム[4K034FB02]に分類される特許
1 - 8 / 8
噴射ノズル並びに噴射ノズル装置及び噴霧方法
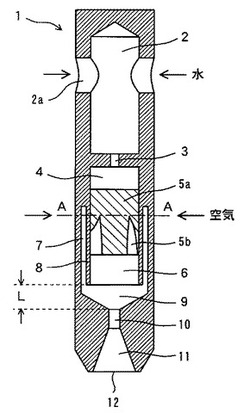
【課題】噴霧量が大きく変化しても鋼板などを安定して均一に冷却でき、かつ鋳片や鋼板などの冷却速度を広い範囲で制御できる噴射ノズルを提供する。
【解決手段】液体を旋回可能な液体流路2と、気体を旋回可能な気体流路7と、前記各流路を通過して合流した液体と気体とを混合するための混合室9と、前記混合室で生成したミストを噴射するための噴射口12とを備えた筒状の噴射ノズル1において、前記気体流路の旋回方向と前記液体流路の旋回方向とを逆方向とする。この噴射ノズルは、ノズル中心軸線に沿って円筒状の液体流路2を設け、この液体流路2に液体旋回部材5が配設されているとともに、液体流路の外周に隔壁8を隔てて気体流路7を設け、この気体流路7に気体を旋回可能な気体流入口7aが形成されていてもよい。
(もっと読む)
霧状スプレーによって材料を冷却するための方法及び装置

本発明は、材料を焼き戻すための方法及び装置に関する。
本発明によれば、1つ以上の液体が少なくとも1つの噴霧器によって液滴に霧化され、液滴の少なくとも一部が高温材料の表面と衝突して気化し、これによって熱エネルギーが高温材料の表面層から除去されるよう、これらの液滴が高温材料の表面に向かって誘導される。衝突部材を使用して、液滴のサイズをさらに小さくすることができる。液滴は、別個の誘導用ガス流によって表面に誘導することができる。
(もっと読む)
鋼材の冷却装置および冷却方法
【課題】鋼材に冷却水を供給する場合において、鋼材を高冷却速度で均一にかつ安定して冷却することができる鋼材の冷却装置および冷却方法を提供する。
【解決手段】棒状冷却水が鋼板10に衝突する直噴部40の位置が碁盤目状に配置されているとともに、鋼板搬送方向において対応する位置にある直噴部同士を結ぶ直線が鋼板搬送方向に対して所定角度φだけ傾いている。
(もっと読む)
熱間鍛造部品の冷却方法およびその装置、並びに熱間鍛造部品の製造方法
【課題】鋼素材を用いて、フランジ部を有する軸部品を熱間鍛造により製造するに当り、フランジ部に良好な冷間加工性を付与するとともに、フランジ部と軸部との境界部に高い疲労強度を付与した、熱間鍛造部品を提供する。
【解決手段】フランジ部および軸部を有する熱間鍛造部品を冷却するに当り、当該熱間鍛造部品の熱間鍛造中もしくは熱間鍛造後に、前記軸部の軸方向を上下方向として熱間鍛造部品を支持し、前記フランジ部の下側よりフランジ部と軸部との境界部に対して、局部的に冷媒を吹き付ける。
(もっと読む)
熱処理炉
【課題】ソルトバスやメタルバス等を使用したマルクエンチを実施することなく、油焼き入れ処理における熱処理対象物Wの焼き割れを回避し、焼き曲がりを低減する。
【解決手段】炉で加熱した熱処理対象物Wを投入すべき焼入油槽22から上方に距離を隔てて配置された噴射部23と、油槽22の油面と噴射部23との間隙にガスを充填するガス導入系5とを設け、油槽22の油面に対して油を噴射し油槽22中にバブルを発生させながら熱処理対象物Wを油焼き入れするものとした。
(もっと読む)
鋼帯の冷却装置
【課題】高冷却速度を得るためにノズルからのガス噴出速度を速くし、ノズルの抵抗係数を小さくて、ガス循環設備をコンパクトにしつつ、ノズルから噴出する冷媒による熱伝達率を上げて、均一冷却を行うことができる鋼帯の冷却装置を提供すること。
【解決手段】冷却箱3の表面に突出ノズル4を配置し、この突出ノズル4から冷媒を噴出させて走行する鋼帯12を冷却する鋼帯の冷却装置2において、ノズル先端から鋼帯面までの距離を30〜100mmに保持した複数の突出ノズル4を冷却箱3表面から突出させ、この突出ノズルのA/aを2≦A/a≦9(A:ノズル基部の開口断面積、a:ノズル先端部の開口断面積)とし、冷却箱3表面から突出ノズル4のノズル先端までの距離を150〜200mmとし、ノズル先端部の開口断面の扁平率a1/a2を1<a1/a2<9(a1:ノズル先端部の開口断面の長辺、a2:ノズル先端部の開口断面の短辺)とした。
(もっと読む)
鋼帯の冷却装置
【課題】高冷却速度を得るためにノズル先端部から鋼帯迄の距離を近づけても安全な鋼帯の冷却装置を提供すること。
【解決手段】冷却箱3の表面に複数の突出ノズル4を配置し、この突出ノズル4から冷媒を噴出させて走行する鋼帯12を冷却する鋼帯の冷却装置2において、突出ノズル4を可撓性材料で形成する。
(もっと読む)
鋼板連続焼鈍設備のガスジェット冷却装置と冷却制御方法
【課題】軟質鋼板から高強度鋼板(超ハイテン材)までの多種類の薄鋼板製品を製造するために必要な熱処理を、生産性を損なわずに行なうことができる連続焼鈍設備のガスジェット冷却装置およびその冷却制御方法を提供する。
【解決手段】鋼板連続焼鈍設備の均熱後の1次冷却帯で、その表面にノズルから気体を吹き付けて冷却するガスジェット冷却装置を、通板方向に設けた複数段冷却ユニット7a〜7dの冷却能力を独立して制御可能に、前段側の冷却ユニット7a、7bを緩冷可能に、後段側の冷却ユニット7c、7dを急冷可能になるように形成した。
(もっと読む)
1 - 8 / 8
[ Back to top ]