
Fターム[4K034GA09]の内容
熱処理一般;主に搬送、冷却 (3,884) | 熱処理関連装置 (248) | 熱処理用治具 (114) | スペーサ (7)
Fターム[4K034GA09]に分類される特許
1 - 7 / 7
被処理物の焼入装置
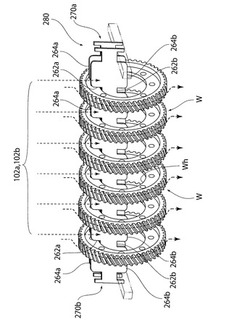
【課題】載置台に吊下げ状態で保持された被処理物を冷却槽内に浸漬して冷却する際に姿勢を安定化させ、上下段での焼入歪差を低減する。
【解決手段】冷却槽100が、パレット80の下降位置における冷却油102に下方を向く循環流102a,102bを起生させる少なくとも一対の攪拌装置104a,104bが配置されて成り、吊下げ治具は、長手方向に複数の掛止溝262aを均等間隔に設けて掛止溝262aに歯車の取付孔Wh内周縁上部を少なくとも2点で支持する櫛歯状の横長トレー280と、横長トレー280の両端に設けられパレット80に立設した一対の支持部に掛止される掛止部270a、270bとを備えている。
(もっと読む)
被処理物の焼入装置

【課題】載置台に多段に積層載置した被処理物を冷却槽内に浸漬して冷却する際に上下段での焼入歪差を低減する。
【解決手段】冷却槽100が、エレベータ15によってパレット80が下降する際に、冷却槽100内の下降位置における冷却油102に昇降軸線18に沿って下方を向く循環流102a,102bを起生させる攪拌装置104a,104bが配置され、冷却槽100内の底面には昇降軸線18側から前記攪拌装置に向く流れを形成するダクト108a〜108eが対称位置に配置されている。
(もっと読む)
磁気記録媒体用基板の製造方法
【課題】ブランク材の残留応力を完全に除去するようにブランク材を適正に矯正することができること。
【解決手段】最上端にあるブランク材14aiの凸面側(巻きの外側)の表面の中央部の周縁が矯正ブロック10の押圧面10PSに当接し、また、最下端にあるブランク材14aiの凹面側の周縁が矯正ブロック12の押圧面12PSに当接するように配置された後、所定の圧力により、ブランク材14aiの凸面が矯正ブロック10の押圧面10PSに倣って反転し、矯正ブロック12の押圧面12に倣って凹面となるまで変形され矯正されるもの。
(もっと読む)
フォイル式気体軸受の熱処理装置及びその熱処理方法
【課題】芯金部材にリング部材を配置する際に損傷が発生することを可及的に阻止し、しかも内径寸法を高精度に矯正することを可能にする。
【解決手段】熱処理装置20は、円筒状のカラー部材22と、前記カラー部材22の内部に配置される芯金部材24とを備え、前記カラー部材22の内径は、リング部材14の外径よりも大径に設定され、且つ芯金部材24の外径は、前記リング部材14の内径よりも小径に設定される。カラー部材22及び芯金部材24の軸方向の長さは、リング部材14の軸方向の長さよりも長尺に設定されるとともに、前記芯金部材24は、前記リング部材14及び前記カラー部材22よりも大きな熱膨張率を有する材料で構成される。
(もっと読む)
アルミニウム成型品用スペーサー
【課題】 アルミニウム成型品のスペーサーとして、適度のクッション性と滑りにくさとを兼ね備えた構造を提供することを目的とする。
【解決手段】 少なくともその上下両面が不織布4よりなり、当該上下両面の不織布4の表面積のそれぞれ5〜30%に、摩擦抵抗の大きい樹脂の被覆層7を形成する。
不織布4よりなる袋体5内に芯体6を挿入し、前記袋体5の表面に前記被覆層7を形成したものとすることが好ましい。
【効果】 不織布4が適度の弾性を持ったクッションとして成型品2を支えると共に、過度のゴム弾性を有しないので積み重ねた成型品2が大きく揺れたり、荷崩れしたりすることがない。
(もっと読む)
肉厚に変動のある筒状部材の焼戻し加熱用支持治具
【課題】 肉厚に変動のある筒状部材の薄肉部端部の過熱を防止する焼戻し加熱用支持治具。
【解決手段】 焼入れされた肉厚に変動のある筒状部材の誘導加熱焼戻し熱処理において、被焼戻し筒状部2の薄肉部4に対応する部分のコイル内面に加熱温度制御するコア6が設けられた複巻円筒状コイル5を使用して、該被焼戻し筒状部を外周から誘導加熱して焼戻し熱処理する際に、被焼戻し筒状部の薄肉部端部の過熱を防止するように、該薄肉部端部に当接する当て金12が設けられた肉厚に変動のある筒状部材の焼戻し加熱用支持治具。
(もっと読む)
熱処理用治具
【課題】ワークであるリングギヤを載置する熱処理用治具において、リングギヤの品質低下を防止して耐用寿命を向上させる。
【解決手段】円筒状のスペーサ部10の外周の上部及び下部にそれぞれ3つの第1載置片11及び第2載置片12を等間隔(120°間隔)で放射状に突出させる。熱処理用治具9の第1載置片11上にリングギヤWを載置し、これらを複数積重ねて熱処理炉にセットして熱処理を行う。熱処理用治具9を交互に上下を反転させて使用してリングギヤWを第1、第2載置片11、12に交互に載置することにより、熱処理時に第1及び第2載置片11、12がリングギヤWの重量による荷重を受けて高温クリープによって変形する頻度が減少するので、第1及び第2載置片11、12の垂れによるリングギヤWの平面度品質の低下を防止して、熱処理治具9の耐用寿命を向上させることができる。
(もっと読む)
1 - 7 / 7
[ Back to top ]