
Fターム[4K042DC04]の内容
Fターム[4K042DC04]に分類される特許
121 - 140 / 400
無端金属ベルトの製造方法
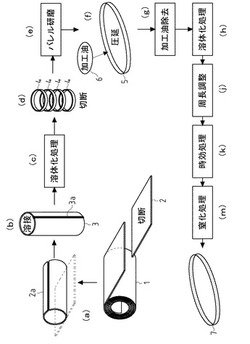
【課題】洗浄剤を使用した洗浄工程を行わずに加工油を除去することができる無端金属ベルトの製造方法を提供することにより、窒化処理を阻害する要因を排除し、無端金属ベルトの強度を確保するとともに、無端金属ベルトの歩留まりを改善する。
【解決手段】(f)圧延工程の後に行われ、(f)圧延工程において使用されベルト状部材5に付着した加工油6を除去する(g)加工油除去工程をさらに備え、(f)圧延工程において、加工油6は、無機系物質を含まないものを使用して、(g)加工油除去工程において、ベルト状部材5を加熱してベルト状部材5に付着した加工油6を蒸発させることによって、加工油6を除去した後に、(h)二次溶体化処理工程を行う。
(もっと読む)
鋼製の浸炭窒化部品
【課題】優れた曲げ疲労強度および面疲労強度を有し、部品の軽量化、小型化、高応力負荷化の要求に応えることができる鋼製の浸炭窒化部品のの提供。
【解決手段】生地が、C:0.1〜0.3%、Si:0.4〜1.5%、Mn:0.2〜1.5%、S:0.003〜0.05%、Cr:0.5〜2.5%、Al:0.01〜0.05%、N:0.008〜0.025%を含み、残部はFeと不純物からなる鋼材で、表面から深さ0.1mmまでの領域において、平均C濃度Csが0.60〜0.90%、平均のN濃度Nsが0.15〜0.35%、Cs+Nsが0.80〜1.10%で、かつ、Cr−(Ns×3.7)≧0の場合は「(1+0.7×Si)×(1+3.3×Mn)×[1+2.2×{Cr−(Ns×3.7)+(0.048/Ns)}]×(1+3.0×Mo)≧9」、また、Cr−(Ns×3.7)<0の場合は「(1+0.7×Si)×(1+3.3×Mn)×{1+2.2×(0.048/Ns)}×(1+3.0×Mo)≧9」である鋼製の浸炭窒化部品。
(もっと読む)
鋼製の浸炭窒化部品
【課題】優れた曲げ疲労強度および面疲労強度を有し、部品の軽量化、小型化、高応力負荷化の要求に応えることができる鋼製の浸炭窒化部品のの提供。
【解決手段】生地が、C:0.1〜0.3%、Si:0.05〜1.5%、Mn:0.2〜1.5%、S:0.003〜0.05%、Cr:0.5〜2.5%、Mo:0.20〜0.8%、Al:0.01〜0.05%、N:0.008〜0.025%を含み、残部はFeと不純物からなる鋼材で、表面から深さ0.1mmまでの領域において、平均C濃度Csが0.60〜0.90%、平均のN濃度Nsが0.15〜0.35%、Cs+Nsが0.80〜1.10%で、かつ、Cr−(Ns×3.7)≧0の場合は「(1+0.7×Si)×(1+3.3×Mn)×[1+2.2×{Cr−(Ns×3.7)+(0.048/Ns)}]×(1+3.0×Mo)≧9」、また、Cr−(Ns×3.7)<0の場合は「(1+0.7×Si)×(1+3.3×Mn)×{1+2.2×(0.048/Ns)}×(1+3.0×Mo)≧9」である鋼製の浸炭窒化部品。
(もっと読む)
加熱調理容器とその製造方法

【課題】耐食性に優れるとともに安価に製造することができる加熱調理容器を提供する。
【解決手段】本発明の加熱調理鍋10は、磁性を有する金属を主成分とする基材の表層部11b、11cに、基材の内層部11aよりも高耐食性の金属相が形成されていることを特徴とする。
(もっと読む)
静的強度に優れた浸炭部品
【課題】 Ni、Moなどの高価な元素を極力使用することなく、しかも、JIS SCM420などの一般のはだ焼鋼に表面炭素濃度が0.8〜0.9%程度のガス浸炭を施して製造された浸炭部品に比して静的強度を大幅に向上させた浸炭部品を提供することである。
【解決手段】 はだ焼鋼に浸炭処理を実施して製造される機械構造用部品であって、はだ焼鋼の成分は質量%で、C:0.15〜0.35%、Si:0.35〜1%、Mn:0.2〜0.6%、P:0.030%以下、S:0.030%以下、Cr:1.2〜3%、Ti:0.01〜0.3%、B:0.0001〜0.005%、N:0.015%以下を含有し、残部Feおよび不可避不純物であり、図2に示す熱処理パターンによる浸炭後の表面炭素濃度が0.58〜0.75%である静的強度に優れた浸炭部品。
(もっと読む)
鋼の浸炭処理方法
【課題】浸炭処理した鋼の機械的特性を安定化させる鋼の浸炭処理方法を得る。
【解決手段】表面炭素濃度が0.7〜0.9質量%に浸炭された被処理品を再加熱焼入れ処理して表面炭素濃度を目標表面炭素濃度に設定すべく、被処理品を加熱室の内部に配置し、加熱室に、N2,H2,CO,CO2を混合した浸炭ガス、および、CH4,C3H8,C4H10のうち少なくとも一つを含むエンリッチガスを充填すると共に、被処理品を加熱し、被処理品の温度が炭素鋼のA1点以上に設定した第1浸炭温度T1に至るまでは、加熱室の内部のカーボンポテンシャル(CP値)を、目標表面炭素濃度よりも低い第1CP値CP1に設定しておき、被処理品の温度が第1浸炭温度T1に達したとき、CP値を目標表面炭素濃度に等しい第2CP値CP2に高めて、被処理品への浸炭処理を行い、被処理品を焼入れ処理する鋼の浸炭処理方法。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】浸炭処理を実施するに際して、2次焼入を伴うことなく、鋼のオーステナイト結晶粒を微細化することが可能な鋼の熱処理方法を提供する。また、生産コストが抑制され、かつ疲労強度および靭性に優れた機械部品およびその製造方法を提供する。
【解決手段】鋼の熱処理方法は、鋼をA1点以上の温度に加熱する加熱工程と、A1点以上の温度に加熱された鋼を、浸炭性のガスを含む雰囲気中においてA1点以上の温度に保持することにより、鋼に炭素を侵入させる浸炭工程と、炭素が侵入した鋼をA1点以上の温度からMS点以下の温度に冷却することにより焼入硬化させる焼入硬化工程とを備えている。そして、加熱工程では、鋼の温度がA1点を通過する際における、鋼の昇温速度が20.8℃/分以上とされる。
(もっと読む)
転がり軸受の軌道輪と転動体
【課題】金属バリなどの異物や泥水が混入して潤滑条件が劣化しやすい環境で使用される転がり軸受の内輪、外輪、転動体に割れが生じ難くする。
【解決手段】内輪1を以下のように構成する。表面から10μmの深さまでの範囲で、炭素と窒素の合計含有率を0.9質量%以上1.6質量%以下とし、窒化物と炭窒化物の単位面積当りの存在率を合計で0.5面積%以上とする。表面から0.006T(Tは径方向で最も厚い部分の厚さ)の深さまでの範囲で、断面積が1μm2 以上の炭化物、窒化物、および炭窒化物の単位面積当りの合計存在率を1.0面積%以下とする。
(もっと読む)
高強度浸炭部品の製造方法
【課題】 真空浸炭焼入れし、かつ1回以上のズブ焼入れを繰り返すことにより結晶粒を微細化することで、従来にない優れた衝撃強度、曲げ強度を有する浸炭部品を製造する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.05〜2.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.20%以下、Cr:3.0%以下、Cu:0.3%以下、Al:0.001〜0.10%、Ti:0.001%未満、N:0.01〜0.05%を含有し、さらにNb:0.02〜0.50%、V:0.02〜0.50%のいずれか1種もしくは2種を含有し、残部Feおよび不可避不純物からなる鋼を用い、機械加工もしくは鍛造によって部品形状に成形した後、真空浸炭焼入れを行い、その後に1回以上のズブ焼入れを行った後、これを焼戻すことにより浸炭部品を製造する。
(もっと読む)
高強度浸炭部品の製造方法
【課題】 真空浸炭焼入れし、かつ1回以上のズブ焼入れを繰り返すことにより結晶粒を微細化することで、従来にない優れた衝撃強度、曲げ強度を有する浸炭部品を製造する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.05〜2.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.20%以下、Cr:0.3〜3.0%、Cu:0.30%以下、Al:0.001〜0.1%、N:0.01%未満、Ti:0.05〜0.5%を含有し、残部Feおよび不可避不純物からなる鋼を用い、機械加工もしくは鍛造によって部品形状に成形した後、真空浸炭焼入れを行い、その後に1回以上のズブ焼入れを行った後、これを焼戻すことにより浸炭部品を製造する。
(もっと読む)
高強度浸炭部品の製造方法
【課題】 結晶粒が微細で、従来にない優れた衝撃強度および曲げ強度を有する浸炭部品を製造する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.05〜2.00%、Mn:0.10〜2.00%、P:0.030%以下、S:0.20%以下、Cr:0.30〜3.0%、Cu:0.30%以下、Al:0.001〜0.10%、N:0.01〜0.03%を含有し、残部Feおよび不可避不純物からなる機械構造用鋼を機械加工もしくは鍛造によって部品形状に成形した後、真空浸炭焼入れを行い、その後に1回以上の高周波焼入れを行なった後、これを焼戻しして浸炭部品を製造することにより衝撃強度および曲げ強度に優れた浸炭部品を製造する。
(もっと読む)
高強度浸炭部品の製造方法
【課題】 真空浸炭焼入れし、かつ1回以上のズブ焼入れを繰り返して結晶粒を微細化した優れた衝撃強度、曲げ強度の浸炭部品を製造する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.05〜2.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.20%以下、Cr:0.3〜3.0%、Cu:0.30%以下、Al:0.001〜0.10%、N:0.01%未満、Ti:0.05%未満、B:0.001〜0.005%を含有し、ただし、TiおよびNは3.4N[%]<Ti[%]の関係を有し、さらにNb:0.02〜0.50%、V:0.02〜0.50%のいずれか1種もしくは2種を含有し、残部Feおよび不可避不純物からなる鋼を用い、機械加工もしくは鍛造によって部品形状に成形した後、真空浸炭焼入れを行い、その後に1回以上のズブ焼入れを行い、焼戻して浸炭部品を製造する。
(もっと読む)
熱処理装置
【課題】スチールベルトからなるリングの時効処理および窒化処理を連続的に実施して生産性にも優れた熱処理装置を提供する。
【解決手段】熱処理用治具にワークを保持した状態で時効処理とフッ化処理を行う時効処理室と、上記フッ化処理が行われたワークを窒化処理する窒化処理室と、上記時効処理室と窒化処理室との間に配置され、時効処理室と窒化処理室のガスが混入するのを防止するための中間室と、上記熱処理用治具へのリングの保持状態を維持したまま時効処理室から中間室、窒化処理室への搬送を行なう搬送手段とを備えたことにより、安定性および生産性を大幅に高めた熱処理が可能となる。
(もっと読む)
軸、ピニオンシャフト
【課題】プラネタリギヤ装置のピニオンシャフトのような、転がり軸受の内輪軌道面として機能する面を有する軸として、油膜形成性が劣化する過酷な環境下での転動疲労特性が良好で、熱変形(塑性曲がり)が生じ難いものを提供する
【解決手段】ピニオンシャフト5を、所定の合金鋼からなる素材を用い、浸炭または浸炭窒化処理、焼入れ処理、サブゼロ処理、および150℃以上200℃以下での焼戻し処理をして得、表面の炭素と窒素の合計含有率を0.8質量%以上2.0質量%以下、表面硬さをビッカース硬さ(Hv)で700以上900以下、表面の残留オーステナイト量を20体積%以上50体積%以下とし、芯部の残留オーステナイト量を0にする。
(もっと読む)
歯車部品
【課題】歯車部品における歯元強度と歯面強度とを両立させることが可能な歯車部品を提供する。
【解決手段】本発明の歯車部品は、C:0.10〜0.40%、Si:1.50%以下、Mn:0.30〜1.80%、Cr:0.30〜1.50%、Mo:0.80%以下、Ti:0.05%以下、Al:0.05%以下、N:0.010%以下、Nb:0.10%以下、P:0.020%以下、S:0.020%以下、B:0.0005〜0.0035%、を含有し、残部がFe及び不可避不純物からなる肌焼鋼が所定の歯車形状とされた後に施される浸炭処理により、下記式(1)及び(2)を満たしたものとなる。
歯元部:(553.53×S質量%)+(34.36×有効硬化層深さmm)
−(0.16×心部硬さHV)+(123.86×表層C濃度%)≦52…(1)
歯面部:(0.001×心部硬さHV)+(0.037×全硬化層深さmm)≧0.460…(2)
(もっと読む)
スケール剥離性に優れるCr含有鋼の製造方法
【課題】スケール剥離性に優れ、スケール及びサブスケールに起因する表面疵の少ない表面性状を備えたCr含有鋼の製造方法を提供する。
【解決手段】Si:0.05〜0.4質量%、Cr:0.1〜2.0質量%を含有し、残部がFe及び不可避的不純物からなるCr含有鋼からなる鋼片を、デスケーリング処理の直前に加熱処理する際に、加熱処理温度を1000〜1150℃とし、加熱処理温度での保持時間を1〜30分とし、加熱処理雰囲気をH2O[水蒸気]:25〜30体積%、O2:1〜10体積%を含み残部をN2及び不可避ガス成分とすることにより、スケール剥離性に優れるCr含有鋼を製造する。
(もっと読む)
高強度浸炭部品の高周波焼入れによる製造方法
【課題】 浸炭焼入れし、かつ結晶粒を微細化し、表面の浸炭異常層を除去することで、従来にない優れた衝撃強度および曲げ強度を有する浸炭部品を製造する。
【解決手段】 機械構造用鋼を機械加工もしくは鍛造によって部品形状に成形した後、ガス浸炭焼入れを行ない、その後に1回以上の高周波焼入れを行なった後、これを焼戻し、その後に焼戻しした浸炭部品の表面を5〜100μm除去することにより浸炭異常層を除去することで、衝撃強度、曲げ強度に優れた浸炭部品を製造する。
(もっと読む)
高強度浸炭部品の製造方法
【課題】 浸炭焼入れし、かつ結晶粒を微細化し、表面の浸炭異常層を除去することで、従来にない優れた衝撃強度、曲げ強度を有する浸炭部品を製造する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.05〜2.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.20%以下、Cr:3.0%以下、Ni:5.0%以下、Mo:3.0%以下、Cu:0.30%以下、Al:0.001〜0.1%、Ti:0.01%未満、N:0.01〜0.05%を含有し、さらにNb:0.02〜0.50%、V:0.02〜0.50%のいずれか1種もしくは2種を含有し、残部Feおよび不可避不純物からなる鋼を用い、機械加工もしくは鍛造によって部品形状に成形した後、ガス浸炭焼入れを行ない、その後に1回以上のズブ焼入れを行なった後、これを焼戻し、その後に浸炭異常層を除去することにより浸炭部品を製造する。
(もっと読む)
高強度浸炭部品の製造方法
【課題】 浸炭焼入れし、かつ結晶粒を微細化し、表面の浸炭異常層を除去することで、従来にない優れた衝撃強度、曲げ強度を有する浸炭部品を製造する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.05〜2.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.20%以下、Cr:0.3〜3.0%、Cu:0.30%以下、Al:0.001〜0.1%、N:0.01%未満、Ti:0.05〜0.5%を含有し、残部Feおよび不可避不純物からなる鋼を用い、機械加工もしくは鍛造によって部品形状に成形した後、ガス浸炭焼入れを行ない、その後に1回以上のズブ焼入れを行なった後、これを焼戻し、その後に浸炭異常層を除去することにより浸炭部品を製造する。
(もっと読む)
車輪支持用転がり軸受ユニット
【課題】複列の外輪軌道11a、11bと複列の内輪軌道17a、17bとの間に設けた各玉20、20の性状を改良し、これら各玉20、20がこれら各軌道11a、11b、17a、17bの肩部に乗り上げて、これら各玉20、20の転動面に過大面圧が作用した場合でも、これら各玉20、20の転動面に傷や圧痕が付きにくくする。そして、使用条件が厳しい場合でも、十分な耐久性を確保する。
【解決手段】上記各玉20、20を、浸炭窒化処理又は窒化処理が施されたものとする。そして、これら各玉20、20の表面層の窒素濃度を0.2質量%以上とし、且つ、これら各玉20、20の表面に存在するSi−Mn系窒化物の面積率を、1%以上、10%未満とする。
(もっと読む)
121 - 140 / 400
[ Back to top ]