
Fターム[4K042DC04]の内容
Fターム[4K042DC04]に分類される特許
101 - 120 / 400
金属リングの自動熱処理方法
【課題】金属リングの熱処理を自動的にかつ大量に行うことを可能とした金属リングの自動熱処理方法を提供する。
【解決手段】弾性力を有する金属リングの外周よりも辺の総和が長い開口部を備えると共に、平行かつ一定間隔で垂直方向に設けられた、複数の棚部材の間に、当該金属リングを押し込み、この金属リングの配置状態から、金属リングの全てを、開口部を通過し得る略多角形に変形させて内側から押圧把持し、開口部から引き抜き、上記開口部と同様の開口部を備えると共に、平行かつ上記間隔で垂直方向に金属リングを積載し得る熱処理治具において、当該熱処理治具の開口部から、上記配置状態で内側から把持された金属リングの全てを、挿入した後、上記配置状態における内側からの把持を解除して積載し、上記熱処理治具と共に金属リングを熱処理し、上記棚部材間から金属リングを引き出す。
(もっと読む)
軸受部品、転がり軸受および軸受部品の製造方法

【課題】炭素含有量を0.3質量%以下に低減して高い破壊靱性値を確保するとともに、合金元素の添加を低減した鋼を素材として採用しつつ、十分な耐摩耗性を有する軸受部品、転がり軸受および軸受部品の製造方法を提供する。
【解決手段】外輪21、内輪22、ころ23は、0.15〜0.3質量%のCと、0.15〜0.7質量%のSiと、0.15〜1.0質量%のMnとを含有し、残部鉄および不純物からなる鋼から構成され、転走面21A,22A,23Aを含む領域には、炭素富化層21B,22B,23Bと、窒素富化層21D,22D,23Dとが形成されている。そして、窒素富化層21D,22D,23Dに含まれる転走面21A,22A,23Aにおける窒素濃度は0.3質量%以上である。
(もっと読む)
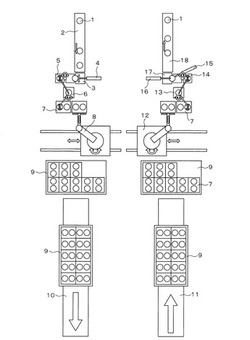
搬送ラック及びそれを用いた金属リングの熱処理方法
【課題】金属リングを搬送するための搬送ラックの軽量化を図るとともに、金属リングの全体にわたって熱処理の度合いを平均化する。
【解決手段】搬送ラック10は、基盤12と、該基盤12に立設された10本の保持軸14a〜14jとを有する。この中、保持軸14a〜14jの側壁には複数個の環状凸部34とリング保持部36が交互に設けられており、金属リングR1、R2は、保持軸14a〜14jのリング保持部36に係合されることで第1列L1、第2列L2として保持される。保持軸14a〜14jの内部は大気に連通状態にあり、このため、熱処理炉80の内部において、搬送ラック10に保持された金属リングR1、R2に対して熱処理が施される際には、これら保持軸14a〜14jの内部(空隙32)を雰囲気ガスが流通する。
(もっと読む)
窒化可能な鋼製ピストンリングと鋼製シリンダーライナ及びその製造用鋳造方法
良好な窒化特性を有する鋼組成物を本体として含む鋼製ピストンリングと鋼製シリンダーライナを開示する。鋼組成物は以下の元素、0〜0.5重量%のB、0.5〜1.2重量%のC、4.0〜20.0重量%のCr、0〜2.0重量%のCu、45.30〜91.25重量%のFe、0.1〜3.0重量%のMn、0.1〜3.0重量%のMo、0〜0.05重量%のNb、2.0〜12.0重量%のNi、0〜0.1重量%のP、0〜0.05重量%のPb、0〜0.05重量%のS、2.0〜10.0重量%のSi、0〜0.05重量%のSn、0.05〜2.0重量%のV、0〜0.2重量%のTi、および0〜0.5重量%のWからなる。鋼製ピストンリングと鋼製シリンダーライナは、鋳鉄部品の製造用の機械および技術を使用する鋳造プロセスで製造し得る。 (もっと読む)
ピーニング用ショットおよびそのショットの製造方法
【課題】材料表面に圧縮残留応力層と、高耐食性元素のコーティング層とを同時に形成し、高温高圧水環境中において材料の耐食性を向上することができるピーニング用ショットおよびその製造方法を提案すること。
【解決手段】 本発明に係る鉄−クロム−ニッケル合金製ピーニング用ショットは、材料表層に圧縮残留応力層を形成させ、材料表面に高耐食性を有する元素であるクロムを付与する表面改質方法に使用する鉄−クロム−ニッケル合金製ピーニング用ショットであって、使用するショットの表面層2のクロム量が中心部1に比べて多いことを特徴とする。
(もっと読む)
ピストンリングとシリンダーライナの製造用窒化可能な鋼組成物
良好な窒化特性を有する特にピストンリングとシリンダーライナの製造用の鋼組成物は、該鋼組成物100重量%に対して表示された以下の割合の元素、0.5〜1.2重量%のC、4.0〜20.0重量%のCr、45.30〜91.25重量%のFe、0.1〜3.0重量%のMn、0.1〜3.0重量%のMo、2.0〜12.0重量%のNi、2.0〜10.0重量%のSi、そして0.05〜2.0重量%のVを含有する。これは、出発材料の溶融塊を製造し、溶融塊を調整型に流し込むことにより製造し得る。得られた鋼組成物を窒化すると、焼入れ焼戻した球状黒鉛鋳鉄を上回る特性を有する重力鋳造製造により製造される窒化鋼組成物を得る。 (もっと読む)
熱処理装置、およびこの熱処理装置によって熱処理加工を施された部材を備える運動案内装置
【課題】複雑形状の長尺鋼材に対して常時所定の範囲に熱処理加工を施す。
【解決手段】長尺鋼材Wをその長手方向に搬送しながら熱処理加工することによって、所望の性質を有する長尺熱処理鋼材を得るために用いられる熱処理装置であって、長尺鋼材Wに対して熱処理加工が施される箇所の近傍に当接部材51を配置し、長尺鋼材Wの表面の少なくとも一部と当接部材51とが、長尺鋼材Wの長手方向で常時連続的に当接するように長尺鋼材Wを搬送することで、熱処理加工が施される際の長尺鋼材Wの搬送経路が常時同一となるようにする。
(もっと読む)
クランクシャフトおよびその製造方法
【課題】クランクシャフトの製造において、フェライトの生成を極力抑制して窒化時の時効硬化を円滑に進行させる。
【解決手段】熱間鍛造後に冷却され、金属組織におけるベイナイトの面積率が70%以上であり、下記数1〜数3において、4.76<Kf、Hf<19.5、Hg>25.8を満たす。[数1]Kf=5[C%]−0.168[Si%]+1.8[Mn%]+0.4[Cr%]+2.5[Mo%]+1.5[V%]−1[数2]Hf=24.96×([C%]−(1/18)[Si%]+(1/12)[Mn%]+(1/6)[Cr%]+0.01+(1/7)[Mo%]+(4/5)[V%])[数3]Hg=32.16×([C%]+(3/13)[Si%]+(1/22)[Mn%]+(1/18)[Cr%]+(3/10)[Mo%]+(5/7)[V%])
(もっと読む)
耐剥離損傷性に優れた歯車用鋼および歯車
【課題】優れた耐剥離損傷性を発揮して近年の要求特性に十分に態様できる様な歯車を製造するため歯車用鋼、およびそのような鋼材から得られる耐剥離損傷性に優れた歯車を提供する。
【解決手段】本発明の歯車用鋼は、下記(1)式および(2)式の関係を満足させつつ化学成分組成を適切に制御したものである。
1.8(質量%)≦2×[Si]+[Cr]≦3.5(質量%) …(1)
但し、[Si]および[Cr]は、夫々SiおよびCrの含有量(質量%)を示す。
114×[Si]+2×[Cr]+68×[Mo]≧50(質量%) …(2)
但し、[Si],[Cr]および[Mo]は、夫々Si,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
転がり軸受
【課題】漏れ電流に晒される環境で使用される転がり軸受の異物混入潤滑下での寿命を向上させる。
【解決手段】炭素含有率0.10〜1.2質量%、珪素含有率0.10〜1.0質量%、マンガン含有率0.40〜1.4質量%、クロム含有率0.5〜2.0質量%、モリブデン含有率0.50〜2.0質量%、バナジウム含有率2.0質量%以下の合金鋼を用い、窒化または浸炭窒化処理、焼入れ処理、および焼戻し処理をして内輪および外輪を得る。表層部の炭素含有率0.80〜1.2質量%、表層部の窒素含有率0.01〜1.00質量%、表層部の残留オーステナイト量20〜45体積%とする。内輪の外周面の軌道面以外の面を、セラミックス皮膜で被覆する。
(もっと読む)
打ち抜きされた金属部品を形成する方法
【課題】改善された性質を有するおよび/または使用可能な寿命を延長する、打ち抜きされた金属部品を製造する方法の提供。
【解決手段】(a)約0.2インチ(約0.51cm)以下の厚さを有する平らな金属シート材料を用意する工程、(b)平らな金属シート材料を金属打ち抜きプロセスへ適用して、打ち抜きされた金属部品を形成する工程、打ち抜きされた金属部品は、頂部および底部の表面並びに縁を有し、金属打ち抜きプロセスは、打ち抜きされた金属部品の疲労破壊開始箇所を最低にする、(c)打ち抜きされた金属部品を仕上げる工程、仕上げ工程は、打ち抜きされた金属部品の縁の少なくとも一部におけるバリを除去すること、縁の少なくとも一部を丸くすることを含む。
(もっと読む)
低温の選択的肌焼き工程
【課題】クロム含有のニッケル又は鉄を基礎にした合金から製造された製品の形態にあり、カーバイドの形成を伴わずに製品の全面積より少ない表面領域上を選択的に肌焼きされる新規の製品を提供すること。
【解決手段】低温の浸炭により、選択的に肌焼きされた鋼製品は、クロム包含のニッケル又は鉄を基礎にした合金(例えば、ステンレス鋼)から製造された本体を含み、その本体の第1の部分は第1の硬度特徴を有し、本体の第2の部分は第2の硬度特徴を有し、第2の部分は本体全体より小さく、実質的にカーバイドを含まない。低温浸炭による選択的肌焼きの一方法は、浸炭される予定の製品の表面領域上に炭素遮蔽マスクを適用すること、浸炭されるこれらの表面領域を活性化すること、カーバイドが容易に形成する温度より低い温度で、活性化された表面領域中に炭素を拡散させること、及び炭素遮蔽マスクを除去すること、の段階を含む。
(もっと読む)
軟窒化クランクシャフト部材及び軟窒化クランクシャフト用鋼材
【課題】コスト及び製造容易性、疲労強度と曲げ矯正性の優れる軟窒化クランクシャフト部材及びこれに使用される軟窒化クランクシャフト用鋼材の提供。
【解決手段】必須添加元素としてCを質量%で0.25〜0.32%、Siを0.01〜0.15%、Mnを0.55〜0.90%、Cuを0.10〜0.60%、Niを0.05〜0.30%、Crを0.10〜0.20%含み、任意添加元素としてMoを0.05%以下、Nを0.020%以下、s−Alを0.020%以下、且つ、Tiを0.020%以下とし、残部がFe及び不可避的不純物で構成された鋼からなる。主としてフェライト+パーライトの二相組織であってそのフェライト面積率を50%以上とした該鋼の表面の少なくとも一部に軟窒化硬化層を与えた軟窒化クランクシャフト部材である。
(もっと読む)
静的強度から高サイクル疲労強度までの全領域の強度に優れた肌焼部品
【課題】静的強度から高サイクル疲労強度までの全領域において強度向上を図ることができる肌焼部品を提供すること。
【解決手段】肌焼部品1は、質量%で、C:0.10〜0.30%、Si:0.50〜1.50%、Mn:0.30〜1.00%、P:0.035%以下、S:0.035%以下、Cr:0.15〜1.25%以下、Mo:0.30〜0.80%、Al:0.020〜0.150%、N:0.0030〜0.0200%、B:0.0005〜0.0050%、Ti:0.005〜0.200%を含有し、Si(%)+Mo(%)+30B(%)≧1.10を満たし、残部がFe及び不可避的不純物からなる鉄鋼材料に対して、浸炭処理を施すことによって形成されてなる。浸炭層11の表面における浸炭異常層12の最大深さdが15μm以下であって、その最大深さ位置Dから表面100までの断面における浸炭異常層12の占める面積率が70%以上である。
(もっと読む)
コネクティングロッド、内燃機関、輸送機器およびコネクティングロッドの製造方法
ロッド本体部の強度に優れ、軽量化に適したコネクティングロッドおよびその製造方法を提供する。
本発明によるコネクティングロッドは、ロッド本体部と、ロッド本体部の一端および他端に設けられた小端部および大端部とを備え、鋼から形成されている。ロッド本体部の表面の少なくとも一部における圧縮残留応力は、1000MPa以上である。ロッド本体部の表面近傍に含まれる炭化物および介在物の外接円直径は、それぞれ10μm以下である。  (もっと読む)
(もっと読む)
駆動ベルトを製造する方法、駆動ベルト、及びこのような駆動ベルトを有する連続可変トランスミッションを作動させる方法
本発明は、2つのプーリと、該プーリの周囲に巻き付けられておりかつ該プーリと摩擦接触した駆動ベルトとを有しており、該駆動ベルトの無端引張り手段に設けられた多数の横断エレメントを有しており、該横断エレメントが、0.7質量%よりも多い炭素を含む鋼から形成されている、連続可変トランスミッションのための駆動ベルトを製造する方法であって、横断エレメントをまずオーステナイト化し、次いで焼入れすることによって、鋼製の横断エレメントを硬化させる方法に関する。本発明によれば、焼入れの後に、横断エレメントが、さらなる熱処理を行うことなく駆動ベルトに組み込まれるか、又は駆動ベルトに組み込まれる前に175℃〜225℃の温度で60分未満の間、好適には10分未満の間、焼戻しのさらなる熱処理が行われる。 (もっと読む)
雰囲気ガス流量制御方法、これを用いた連続式熱処理炉および管
【課題】冷間加工後に管表面の付着物を簡易に除去することができ、熱処理能率を低下させることなく、コスト低減を図ることができる雰囲気ガス流量制御方法を提供する。
【解決手段】炉内に雰囲気ガスを導入し、炉入口から管を軸方向に沿って装入して熱処理を施した管を炉出口から搬出する連続式熱処理炉の操炉方法であって、前記炉の入側および出側にその全面を覆うように吊着されたシールカーテンを設け、装入される前記管の先端から後端までの全長が前記炉の入側に設けられたシールカーテンを通過する際に、下記(1)式で求まる管内を流れるガス流速Vが、前記管の送管速度Uよりも大きくなる条件で前記雰囲気ガスを投入する連続式熱処理炉の雰囲気ガス流量制御方法、並びにこれを用いる連続式熱処理炉および熱処理された管である。
V=ΔP×r2/(8×μ×L) ・・・ (1)
(もっと読む)
高い耐摩耗性を持つグラニュレータブレード及び該ブレードを鋭利にする方法
冷間加工工具鋼製の、高い耐摩耗性を持つグラニュレータ用のブレードであって、好ましくは高いバナジウム含有率を持ち、かつ加工後に、500℃〜700℃なる範囲の温度にて熱的に処理されている。該ブレードの鋭利化は、適当な操作条件の下で、ダイプレート表面に対して、該ブレードを研磨することによって行われる。 (もっと読む)
摺動部品
【課題】優れた耐摩耗性を有し、自動車および産業機械の歯車、プーリー、シャフトなどとして用いるのに好適な摺動部品の提供。
【解決手段】浸炭または浸炭窒化された摺動部品であって、摺動面の表面から深さ10μmまでの表層部において、セメンタイト粒子の平均粒子径:0.6μm以下、摺動面に対して垂直方向の断面におけるセメンタイト粒子の数密度:1個/μm2以上、かつ、摺動面の表面からの深さ10μmにおけるビッカース硬さ:700以上、を満たすとともに、摺動面の表面粗さが、Rz:4.0μm以下、Rpk/Rk:1.0未満、を満たす摺動部品。なお、Rzは、JIS B 0601(2001)で規定された「最大高さ粗さ」を表し、また、RpkおよびRkはそれぞれ、JIS B 0671−2(2002)で規定された「突出山部高さ」および「コア部のレベル差」を表す。
(もっと読む)
タービン翼、及び蒸気タービン
【課題】
本発明の目的は、溶射や焼結体などの合金コーティングを用いることなく低コストで、耐酸化性に優れ、長時間運転後であっても効率が低下しない蒸気タービン静翼を提供することにある。
【解決手段】
本発明は、クロムを8〜15質量%含有するステンレス鋼を基材とするタービン翼であって、前記基材の表面に酸化膜を有することを特徴とするタービン翼にある。また、タービン翼を構成する部材を鍛造材の加工により形作り、前記部材の表面を、表面粗さが0.5a以下に研磨し、前記研磨された各部材を溶接してタービン静翼形状とした後に実働中の温度以上で熱処理を行うことを特徴とするタービン用の静翼の製造方法にある。
(もっと読む)
101 - 120 / 400
[ Back to top ]