
Fターム[4K043EA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の態様 (390) | 連続処理 (377) | 被熱処理物を非コイル状で搬送 (295) | 上下方向に搬送 (114)
Fターム[4K043EA05]の下位に属するFターム
上下方向に複数回搬送 (68)
Fターム[4K043EA05]に分類される特許
21 - 40 / 46
鋼帯の冷却装置

【課題】鋼帯の幅方向に延びるスリットノズルを用いた鋼帯の冷却装置において、スリットノズルからの冷媒ガスの吹き付けによる鋼帯のバタツキを低減すること。
【解決手段】走行する鋼帯Sに冷媒ガスを吹き付けて冷却する鋼帯の冷却装置において、鋼帯の幅方向に延びるスリットノズル3を、冷媒ガスが導入される冷却箱2の表面から鋼帯S側に突出させて設け、スリットノズル3の先端と冷却箱2の表面との間に、鋼帯Sの走行方向に貫通する冷媒ガス通過口4を設けた。
(もっと読む)
鋼帯連続熱処理炉の温度制御方法

【課題】鋼帯連続熱処理炉の徐冷帯の操業条件を変更する際に、鋼帯の冷却不足及び過冷却を回避して最適な冷却を可能とする鋼帯連続熱処理炉の温度制御方法を提供する。
【解決手段】先行鋼帯11の後端部と後行鋼帯12の先端部を溶接して連続鋼帯13を形成し、連続鋼帯13を鋼帯連続熱処理炉の加熱帯を通過させながら加熱し、ブロア14で冷却風が吹込まれる徐冷帯15を通過させながら徐冷する鋼帯連続熱処理炉の温度制御方法において、徐冷帯15に設けたヒータ16による炉温の変更及び徐冷帯15に吹込まれる冷却風の総風量を決定するブロア回転数の変更を行なわない定常運転時には徐冷帯15の板温調整をフィードバック制御で行ない、ブロア回転数のみを変更する操業条件変更時、又はブロア回転数及び徐冷帯15の炉温を変更する操業条件変更時には、フィードバック制御を中断してブロア回転数又は徐冷帯15の炉温をフィードフォワード制御する。
(もっと読む)
連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体
【課題】予め候補として設定した複数の制御ゲインの中から最適な制御ゲインを選択して、板温調節部の効率の良い操作量変更量を決定することができ、処理炉出口板温の制御精度を向上させることが可能な、連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体を提供すること。
【解決手段】算出された処理炉体出口板温を目標板温に設定するゲイン毎に板温調節部の操作量変更量を算出するステップと、算出された操作量変更量と、処理炉体内における熱収支モデルとから、処理炉体出口における板温の変動を、ゲイン毎に予測算出するステップと、予測算出された処理炉体出口板温と目標板温との温度差と、操作量変更量に基づいて、ゲイン毎に算出された操作量変更量の中から最適な操作量変更量を決定するステップとを含むことを特徴とする。
(もっと読む)
金属ストリップ連続熱処理炉
【課題】 低温処理材だけでなく高温処理材の連続熱処理をおこなうことができるとともに、炉長が短くて済む金属ストリップ連続熱処理炉を提供する。
【解決手段】 加熱帯52とこれに続く冷却帯3をそなえた金属ストリップ連続熱処理炉において、加熱帯52の全域にわたって、金属ストリップSに熱風を吹付けて加熱する熱風吹付装置20を設け、熱風吹付装置20の熱風循環ファン22を、少なくともインペラがC/Cコンポジット又はセラミックからなる熱風循環ファン22で構成した。
(もっと読む)
連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム
【課題】複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させる。
【解決手段】通板条件の変更の有無を判定し、通板条件の変更があると判定された場合に、通板条件の変更前のIH入側板温を演算し、通板条件の変更後のIH入側目標板温を演算し、演算されたIH入側目標板温をIH103への指令値として出力し、演算されたIH入側板温と、演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードフォワード制御)。一方、通板条件の変更がないと判定された場合に、IH入側板温を演算し、演算されたIH入側板温と、前回の通板条件変更時に演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードバック制御)。
(もっと読む)
水切り装置
【課題】帯鋼に沿って下方に流れる大量の液体冷媒を水切りすることができる水切り装置を提供する。
【解決手段】上下方向に搬送される加熱された帯鋼Sを気水Cを用いて冷却する1次冷却帯1及び2次冷却帯2の出側に、帯鋼Sを挟むように対向配置される一対の上段ノズル35及び下段ノズル36を設け、上段ノズル35及び下段ノズル36における帯鋼Sと対向する面に、帯鋼Sの搬送方向に対して略直交するように開口され、空気Aを噴射して帯鋼Sに沿って下方に流れる冷却水Wを水切りする上スリット35b,36b及び下スリット35c,36cを、帯鋼Sの搬送方向に沿って形成するようにした。
(もっと読む)
冷間圧延鋼板の製造方法、及び製造装置
【課題】連続焼鈍における冷却過程を精度良く確実に行うことにより、形状精度、機械的特性に優れた冷間圧延鋼板の製造方法を提供する。
【解決手段】連続焼鈍工程を有する冷間圧延鋼板を製造する方法であって、連続焼鈍工程が、水を含む冷却媒体を利用し、冷却量を調整可能とされた複数の冷却工程S1、S3、S5と、複数の冷却工程間の少なくとも1箇所で鋼板の温度を測定する測温工程S2、S4と、を含み、測温工程の測温が、該測温位置への上流工程側からの水の流入を防止する上流側流入防止装置13、23の下流工程側で、かつ、測温位置への下流工程側からの水の流入を防止する下流側流入防止装置14、24の上流工程側で行われるとともに、測温工程で得られる鋼板表面温度から鋼種ごとに適する冷却過程となるように、冷却工程で冷却量を調整することにより、冷間圧延鋼板の形状、及び機械特性を制御可能とする。
(もっと読む)
シール装置用セラミックファイバーブロックおよび当該ブロックを適用した連続焼鈍炉のシール装置
【課題】高価なシールガスを大量に使用する必要がなく、また、保守の容易な簡易な装置構成によって、鋼帯表面のスリ疵を確実に防止できるとともに、炉内雰囲気と炉外雰囲気との遮断を確実に行える連続焼鈍炉のシール装置、ならびに当該装置に好適なシール装置用セラミックファイバーブロックを提供すること。
【解決手段】セラミックファイバーブランケットを葛折り状に折り畳んで層状に形成されたシール装置用セラミックファイバーブロックであって、内部に、シールガスを噴射するシールノズル3を内蔵したシール装置用セラミックファイバーブロック2、ならびに当該ファイバーブロック2を、連続焼鈍炉のシール装置のシール材に適用した連続焼鈍炉のシール装置1。
(もっと読む)
調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法
【課題】調質圧延鋼板の板幅方向の材質変動を予測し、抑制することができる調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法を提供する。
【解決手段】連続焼鈍炉1の出側に、鋼板幅方向に複数に分割されたバックアップロール9を装備する調質圧延機2を配置し、調質圧延機9における伸び率、張力、鋼板幅方向の圧延荷重の値と、鋼板の板厚、板幅とに基づいて調質圧延鋼板の幅方向材質予測を行う。また、得られた予測結果に基づいて連続焼鈍炉の徐冷炉および/または急冷炉の冷却手段18を幅方向に制御すれば、鋼板幅方向の材質バラツキを抑制することができる。
(もっと読む)
管理雰囲気下における急速加熱工程および急速冷却工程を備えた炉に対する安全システム
【課題】不活性ガス(通常は窒素)および水素の混合物が存在する雰囲気内にある連続金属細長片熱処理ラインにおいて、爆発性雰囲気が形成される危険性を低減する。
【解決手段】連続金属細長片加熱処理ラインの炉内に爆発的雰囲気が形成される危険性を制限するためのシステムであって、該ラインの区間は、不活性ガスと水素の混合物からなる雰囲気下にあり、該雰囲気の水素含有量は、5〜100容量%であり、該システムは、急速誘導加熱区間および急速冷却区間を備えており、以下を含むシステムとする。
炉の急速加熱区間の入口および急速冷却区間の出口に設けられており、不活性ガス下で保持され、炉の加熱が正常に作動しているとき、チャンバー内部の圧力が大気圧より高いチャンバー;金属細長片が大気からチャンバーに入るときに通る入口装置;金属細長片が不活性ガス下のチャンバーから炉の加熱区間に入るときに通る、ガステイクオフに装着された大気分離入口装置;金属細長片が炉の急速冷却区間を出るときに通る、ガステイクオフに装着された大気分離出口装置;および金属細長片がチャンバーを出て大気中に行くときに通る出口装置。
(もっと読む)
連続熱処理ラインの急速加熱区間に対する改良
【課題】加熱区間を通過する際における金属細長片の名目速度を保持しつつ、すなわち、生産量の損失を招くことなく、急速加熱中に金属細長片にしわが形成されることを抑制する方法を提供する。
【解決手段】連続した異なる加熱手段(5、5a、5b、5c、5d)を含む加熱区間(2)を金属細長片が通過する連続的な加熱処理ラインにおいて、急速加熱を受ける金属細長片(1)のしわ形成を低減する方法であって、加熱手段に入ってから出るまでの間における金属細長片の温度上昇の平均温度変化率を、1つの加熱手段より次の加熱手段を低下させることを特徴とする方法。
(もっと読む)
鋼帯の連続溶融メッキ及び連続熱処理設備
【課題】本発明は、例えば鋼帯の連続溶融亜鉛メッキ・熱処理設備または鋼帯の連続焼鈍設備の後段で連続熱処理を行う設備で、複数の保熱帯を配置する場合に、保熱帯の温度調整装置の設置に伴う設備費負担増と、設置スペース増を抑制できる鋼帯の連続溶融亜鉛メッキ・熱処理設備、鋼帯の連続熱処理設備を提供する。
【解決手段】例えば、鋼帯1に溶融亜鉛メッキを施した後に、合金化及び/または焼入れ処理する機能を有する一次加熱帯5、一次保熱帯6、一次冷却帯7、8を配置し、この一次冷却帯の後に、焼戻し処理する機能を有する二次加熱帯9と二次保熱帯10、二次冷却帯11を配置した、連続溶融亜鉛メッキ・熱処理設備で、一次保熱帯6と二次保熱帯10の温度調整装置20を共用し切替え使用可能に配置する。
(もっと読む)
冷延鋼板の冷却設備および冷却方法
【課題】特に板厚が2〜3mm程度の厚い鋼板であっても、冷却設備への進入板温が、例えば100℃を越えるような場合においても、ステインの発生を効果的に抑制することが可能な冷延鋼板の冷却設備を提供する。
【解決手段】本発明に係る連続焼鈍炉出側に設けられた冷延鋼板の冷却設備は、鋼板表面にミスト状とした冷却水を噴霧するミスト噴霧手段5と、このミスト噴霧手段5の下流側に設けられ、鋼板表面に冷却水を噴射する液体噴射手段4および/または鋼板を浸漬するための水冷槽3とを備える。
(もっと読む)
連続的ラインにおいて、ストリップを冷却し、安定化する方法及び装置
ガス、特に空気、または、窒素及び水素から構成される混合物を、連続熱処理ラインに吹き込むことによって冷却する冷却ボックスによって金属ストリップを冷却する方法において、
前記ボックス(4、4a、…4’、4’a、…)が、該ストリップの走行方向(X)に、2m未満の単位寸法(h)を有し、および前記ストリップの走行方向(X)と垂直な方向に、複数の単位吹き込みセクター(4α、4β、4γ、…4aα、4aβ、4aγ、…;4’α、4’β、4’γ、…4’aα、4’aβ、4’aγ、…)に分割されており、
各単位吹き込みセクターは、これらの単位吹き込みセクターの各々の圧力を調節する少なくとも1つのアクチュエータ(6;2)を備えており、
制御/調節システム(R)は、意図されたストリップ冷却曲線Fに対応する、前記吹き込みセクターにおける理論的な長手方向の圧力分布が、冷却曲線Fを修正することなく、前記冷却ゾーン内での前記ストリップと、装置の壁部とのいかなる接触も避けるために、前記吹き込みセクターに対する前記ストリップの位置の変化を考慮に入れるように適応されるように制御する方法である。 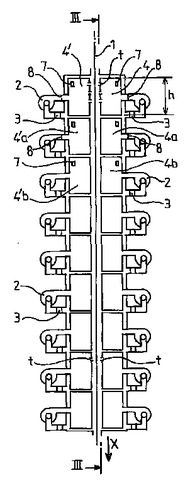 (もっと読む)
(もっと読む)
電磁インダクタを隔離する断熱スクリーン、およびそのようなスクリーンを含む熱処理装置
直交または擬似直交電界を有する電磁インダクタを加熱製品(1)の放熱から隔離するように意図された、磁束に対して透過的な断熱スクリーンであって、前記断熱スクリーンが、断熱材で作られたブロックから構成されるマトリクス(7)と、流体の循環によって冷却される複数のチューブ(8)とで形成され、これらのチューブが、前記ブロックから構成されるマトリクス内に閉じ込められており、前記チューブ及びブロックが、支持体によって定位置に保持されている断熱スクリーンにおいて、該断熱スクリーンが前記ブロックの背後に、前記ブロックを通過する熱流束を遮断するように配置された熱伝導手段(10)を含み、これらの熱伝導手段が、前記熱流束を前記チューブ内に放出する冷却チューブ(8)に熱的に結合されている断熱スクリーンである。  (もっと読む)
(もっと読む)
入側板温度推定モデルのパラメータ決定方法および装置
【課題】誘導加熱装置の入側の鋼板温度を適切に推定するための入側板温度推定モデルのパラメータ決定方法および装置を提供することを目的とする。
【解決手段】入側板温度推定モデルで推定された入側の鋼板温度と誘導加熱装置の出側の鋼板実績温度から算出した推定実績熱量と、前記誘導加熱装置への実績投入電力との比を算出し、該比の鋼板間におけるばらつきが、所定範囲になるように入側板温度推定モデルのパラメータを決定する。
(もっと読む)
連続処理機器における金属ストリップを案内するための装置および方法
【課題】 金属ストリップを非接触的に案内するための装置を提供する。
【解決手段】 金属ストリップと直角を成す2組の磁極を備え、該磁極の近傍に該金属ストリップに斥力を作用させる磁力線領域(ゾーンA1、A2)を形成し、該磁力線領域間に金属ストリップ走行領域を設け、金属ストリップが所定の走行領域(ゾーンB)から変位すると本来の走行領域に戻す力が生じる様にした連続処理機器における金属ストリップを案内するための装置および方法である。
(もっと読む)
鋼帯処理装置
【課題】 鋼帯を走行させながら,処理ガスを吹付けて冷却,加熱,及び乾燥等の処理を行っている際に,吹付け後の気体の排気方向を変更することが可能な鋼帯処理装置を提供する。
【解決手段】 連続的に走行する鋼帯に向けて処理ガスを直接吹付けて処理を行う鋼帯の処理装置において,鋼帯の幅方向両エッジ近傍に,吹付け後の処理ガスの排気方向を調整するために設けたバッフルプレートと該バッフルプレートを移動させるための駆動機構を設けたことを特徴とする鋼帯処理装置を提供する。
(もっと読む)
鋼帯の冷却装置
【課題】 連続溶融亜鉛めっき設備に好適な、鋼帯の冷却装置を提案する。
【解決手段】 一対のチャンバーと、パイプ対を複数対有し、走行する鋼帯を冷却する。一対のチャンバーは鋼帯を挟んで幅方向の両端側で鋼帯の走行方向に沿って配設され、パイプ対は、鋼帯を挟んで板厚方向に対向して設けられるとともに、鋼帯の走行方向に所定の離間距離を設けて複数対配設される。パイプ対を構成する2本のパイプにはそれぞれ複数個の、所定の大きさを有する孔状又は所定の幅を有する一条のスリット状の吹出し口が設けられる。これにより、鋼帯の冷却時のばたつきが抑制でき通板性が向上する。
(もっと読む)
鋼帯のガス噴流による熱処理装置
【課題】本発明は、鋼帯にガスの噴流を吹き付けて鋼帯を加熱、冷却、または乾燥する熱処理装置を提供する。
【解決手段】鋼帯にガスの噴流を吹き付けて鋼帯を加熱、冷却、または乾燥する熱処理装置であって、ガスの噴流を吐出するノズルが配設されたガス吹付空間の間に鋼帯の進行方向にそったある間隔をもって交互に押さえロールを配設したロール挿入空間を設け、鋼帯のフラッタリングを防止するようにした熱処理装置において、鋼帯に対しロール挿入側と反対側のロール挿入空間にガスの噴流を吐出するノズルを配設し、ガス吹付空間を延長するようにした鋼帯のガス噴流による熱処理装置。また、鋼帯を冷却する場合は、押さえロールを冷却した冷却ロールとし、鋼帯を加熱または乾燥させる場合は、押さえロールを加熱した加熱ロールとした鋼帯のガス噴流による熱処理装置。
(もっと読む)
21 - 40 / 46
[ Back to top ]