
Fターム[4L050EA10]の内容
Fターム[4L050EA10]に分類される特許
1 - 19 / 19
織機における情報表示装置
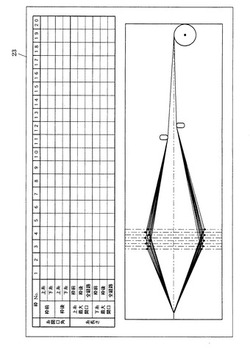
【課題】経糸の経路の調整作業の指針となる経糸の経路に関する数値情報等を表示する上方表示装置を提供する。
【解決手段】
経糸の経路に影響を及ぼす複数の規制部材として少なくとも経糸案内ロール12と、複数枚の綜絖枠にそれぞれ装着されたヘルド15とを備える織機において、前記規制部材の配置に関する位置情報が設定される設定装置17と、前記位置情報に基づき経糸の経路に関する数値情報を演算によって求める演算装置20と、前記演算装置20によって演算された前記数値情報及び/又は前記数値情報に基づく線図を画面上に表示する表示装置21とを含む情報表示装置10。
(もっと読む)
空気噴射式織機における補助ノズルの噴射位置の調整方法及び装置

【課題】 製織中の製織状態に応じた最適な緯入れが可能となるように、サブノズルとストレッチノズルとの内の少なくとも一方からなる補助ノズルの噴射位置の調整を行う。
【解決手段】緯入れ経路に沿って配設された多数本のサブノズルを含む補助ノズルを有し、製織中に製織状態の変更を伴って製織が行われる空気噴射式織機において、前記補助ノズルのうち少なくとも1本を調整対象として設定すると共に、その調整対象の補助ノズルの噴射位置をアクチュエータにより調整可能とし、製織中における製織状態の変更に伴い、前記調整対象の補助ノズルの噴射位置を調整することを特徴とする空気噴射式織機における補助ノズルの噴射位置の調整方法。
(もっと読む)
糸検出装置
【課題】糸条の走行状態だけでなく、糸条の幅方向の位置変化も確実に検出することができるようにする。
【解決手段】糸条に向けて光を照射する光源17と、光源17からの照射された光の受光量に応じて出力信号が変化し且つ糸条の走行方向に沿って所定間隔で設置された複数の糸検出部18とを備えた糸検出装置1において、糸検出部18は、走行方向に直交する幅方向に伸びる帯状とされ、光源17は、幅方向における受光量が異なるように設置されており、糸検出部18の受光量の応じた出力信号に基づいて糸の走行状態及び幅方向の位置変化を求める演算部19を備えている。
(もっと読む)
緯糸用糸送り部を備えた織機
【課題】織機において、低屈曲性、低伸び性、高脆性等の特性を有した緯糸2を使って織成する場合に、緯糸2の給糸開始部20へ向けた緯糸2の送り込みを確実に行うことができるものであり、また給糸ミスを含んだ給糸異常を確実に判別できるようにする。
【解決手段】緯糸2の給糸開始部20には、緯糸2の先端を把持して杼口13への給糸に待機させる糸端把持部24と、この糸端把持部24から一次側に離れて配置されて緯糸2の給糸時に同じ糸長の緯糸2のみを通糸させる糸導入部25とを有して画成される糸整流区間21が設けられており、この糸整流区間21の一次側には、緯糸2を非張力状態に保持させながら糸整流区間21へ向けて送り込む消極型糸送り部3が設けられたものとする。
(もっと読む)
空気噴射式織機におけるサブノズルの噴射角度位置の調整方法及び装置
【課題】サブノズルの噴射角度位置の調整を、製織状態に応じて精細に行える方法及び装置を提供すること。
【解決手段】緯入れ経路に沿って配設された多数本のサブノズルと、サブノズルに圧縮空気を供給するために設けられた複数の電磁開閉弁であって各々に1本以上のサブノズルが接続される電磁開閉弁とを有し、前記複数の電磁開閉弁毎にサブノズルが空気噴射を行って緯糸を緯入れする空気噴射式織機におけるサブノズルの噴射角度位置の調整方法において、前記複数の電磁開閉弁の内の少なくとも1個について、その電磁開閉弁に接続される前記1本以上のサブノズルの内の少なくとも1本を1調整単位として少なくとも1個のアクチュエータで駆動し、前記1調整単位に含まれるサブノズルの噴射角度位置を同じ角度量調整することを特徴とする。
(もっと読む)
緯入れ不良検出装置の異常検知方法
【課題】簡単な構成により第2緯糸検出装置の異常の有無を診断できるようにした異常検知方法を提供する。
【解決手段】ステップ1は、制御装置においてロング緯入れ指令信号が発信される。この段階で、緯入れノズルによる緯入れを開始するとともに緯糸測長装置による緯糸測長量を第2緯糸検出装置に到達可能な長さのロング緯入れ用に制御する。ステップ2は、ロング緯入れ長さの緯糸を測長したか否かを検出する。制御装置はロング緯入れ長さを検出すると緯入れを終了する。ステップ3は、第2緯糸検出装置の緯糸検出信号の有無を検出する。制御装置は第2緯糸検出装置の緯糸検出信号を受信した場合、第2緯糸検出装置が正常であると診断し、緯糸検出信号を受信しない場合、第2緯糸検出装置が異常であると診断する。制御装置は第2緯糸検出装置の異常を診断すると、織機の停止信号を発信し、織機を停止する。
(もっと読む)
物品担持織物用織機及び製織方法
【課題】本発明は、複数の物品を糸長方向に所定間隔で担持した複合糸を正確に位置合せして緯入れすることで多数の物品を担持した織物を効率よく製織することを可能とする。
【解決手段】物品担持用織機は、複数の経糸Aをビーム10から配列して送り出し経糸Aを開口機構14により開口させ、緯糸Bをボビン20より給糸して開口された経糸Aの間にレピアヘッド22により緯入れし緯糸Bを経糸Aの間に筬25により筬打ちして織成する。所定本数の緯糸Bを織成した後、複数の物品を糸長方向に所定間隔で担持した複合糸Cをリール30から給糸して開口された経糸Aの間にレピアヘッド40により緯入れし複合糸Cを打ち込みグリッパ37により打ち込む。その際に給糸される複合糸Cの物品を検知センサ38により検知し、複合糸Cの物品が給糸経路の所定位置に設定されるように給糸制御する。
(もっと読む)
織機の杼道を通して緯糸を搬送する方法および織機
【課題】織機における緯糸の搬送を最適化する。
【解決手段】流動搬送媒体を供給される少なくとも1つのノズル(5,6)を備えたエアジェット織機(1)の杼道を通した緯糸(4)の搬送を最適化するために、次のステップが実行される。
緯糸(4)上に不規則に分布する自然の糸電荷の、緯糸(4)に沿って変化する成分を、電極装置(15)を用いて無接触にて検出し、電極装置(15)における変化する総電荷を決定するステップ、
緯糸(4)の軸方向速度を決定するために総電荷の周期的変化を評価するステップ、
緯糸(4)の軸方向速度に依存して織機(1)の少なくとも1つのノズル(5,6)を制御するステップ。
(もっと読む)
無杼織機における緯糸端処理装置の駆動制御方法
【課題】本願発明は、逆転時の捨耳からの切断片の脱落防止と切断前の緯糸抜き取りの容易化を目的とする。
【解決手段】織傷を検出すると、中空モータ9は回転速度算出手段18の指令により無杼織機と共に停止する。作業者は逆転スイッチ(図示せず)を操作し、無杼織機を1回逆転する。回転速度算出手段18は無杼織機に同期して1回の逆転をモータ駆動指令手段23に指令し、中空モータ9を逆転する。従って、緯糸3及び緯糸端3aが開放され、引き抜きが容易になる。捨耳6の加撚状態は解除されないので、切断片3bの脱落は防止される。カッター7の切断位置直前までの逆転回数3をカウントすると、モータ駆動指令手段23に中空モータ9の停止が指令され、中空モータ9は逆転回数4回以降、無杼織機が逆転しても停止状態を維持する。従って、緯糸3は開放されて引き抜きが容易となり、切断片3bは捨耳6が加撚を解除されないので、脱落が防止される。
(もっと読む)
織機の緯糸選択装置
【課題】 装置の簡略化を図ることにより、装置の小型化、高速化、高耐久性化や製造コストの低廉化等に寄与するとともに、誤作動が生じ難く、緯糸フィンガを所定ピッチで確実に往復動作させる。
【解決手段】 緯糸を選択する2本の緯糸フィンガF1,F2と、2本の緯糸フィンガF1,F2を駆動させる一つのセクタギアGと、セクタギアGを回転させるモータMを備え、2本の緯糸フィンガF1,F2に、セクタギアGと歯合する歯合手段2を連続的に各々設け、モータMによりセクタギアGを正方向とその逆方向に回転させて緯糸フィンガF1,F2を往復動作させる。
(もっと読む)
織機の開口装置、及びその開口装置を使用した織機における織付け方法
【課題】 2以上の経糸ビームから送り出される経糸を使用して製織を行う織機において、いずれか1つの経糸ビームが交換された際に行われる織付け作業が、円滑に且つ短時間で行えるようにするための開口装置を提供する。
【解決手段】 上記の織機に用いられる開口装置であって複数枚の綜絖枠の個々の運動を電気的に制御可能な制御手段を含む開口装置において、2以上の経糸ビームのうちの1つの経糸ビームから送り出される経糸に対応する綜絖枠を含む一部の特定の綜絖枠を、設定された期間に亘って待機状態とすべく、前記特定の綜絖枠に関する待機情報が設定される待機枠設定器を備え、該待機枠設定器が前記制御手段に接続されている。
(もっと読む)
織機用テープ状横糸送り出し装置
【課題】カーボン繊維等の硬くて脆いテープ状の糸をレピア織機で効率よく製織する方法と装置を提供する。
【解決手段】1ピック以上の長いループ部分を無くすために、給糸リール部分をレピアがよこ糸を必要とするタイミングと長さに同期して駆動することで、横糸貯留部分を除いた。給糸リールの巻き径データと織機と給糸リールの回転情報から巻き径を計算し、レピア駆動部分のエンコーダ信号から横糸の移動量を求め、これと同期して給糸リールをサーボモータの駆動で横糸を送り出す。この同期比率運転はカーボン繊維等のストレッチの無い糸に対しては張力で制御する必要がある。送り出し張力をテンションローラで検出して補正信号として加算して張力制御系に変える。さらに送出し張力と横入張力を別々に設定する必要が有ればフィードロール部分を送り出しと横入れの間に設けて対応する。
(もっと読む)
エアージェット式織機によこ糸を導入する方法とエアージェット式織機
エアージェット式織機によこ糸(4、5)を導入する方法であって、この方法は、よこ糸(4、5)の送り中に、この送りよこ糸(4、5)に関する測定値にもとづいて、補助送風機の組(13、14、15、16)への圧縮空気の供給を中断する時刻を制御することを含む。前記方法を適用する、補助送風機を備えたエアージェット式織機。 (もっと読む)
糸条の無撚引出し装置
【課題】ボビンその他の糸条の巻装体から巻軸方向に糸条を引出す装置に関し、テープヤーン、平紐、偏平断面のマルチフィラメント糸などの糸条を撚り(捻じれ)を生じさせないで巻装体の巻軸方向に引出す装置を提供する。
【解決手段】巻装体5から糸条13を解舒するときの円周方向の解舒位置14が変化しないように糸条13の引出し速度と巻装体5の周速が一致するように可変速モータ2で巻装体5を積極的に回転させる。巻装体5からの糸条の解舒位置14の円周方向の偏倚を検出する検出体9を設け、この検出体の変位をセンサ10で検出して、その変位を打ち消すように巻装体駆動モータ2の回転を制御することにより、巻装体5の径の変化や解舒糸13aの引出し速度の変化に対応するようにしている。
(もっと読む)
織口位置調整装置
【課題】緯糸補修後の織口位置の調整を精度よく行うことにより、織機の再起動時の停止段の発生を防止する。
【解決手段】独立して設けられた、サーフェスロール(22)を回転駆動する専用の巻取モータ(23)およびワープビーム(4)を回転駆動する専用の送出モータ(15)の少なくともいずれかを有しており、一方を有する場合はその前記専用のモータ、また両方を有する場合は前記専用のモータの少なくともいずれかを、織機(1)の停止中における回転指令に基づいて、織機(1)の主軸(26)から独立して駆動する織口位置調整装置(10)において、手動操作に基づいて前記回転指令を発生する手動操作器(40)と、手動操作器(40)からの1回の回転指令の出力によって、前記専用のモータ(15、23)を1ピックの小数点以下の値を含む量に対応する回転量だけ主軸(26)から独立して駆動する駆動制御装置(33)とを含むことを特徴とする。
(もっと読む)
耳組装置の耳経糸張力付与装置
【課題】 中空の回転軸と、該回転軸と一体的に回転する一対のアームとを備える無杼織機の耳組装置において、耳経糸開口の緯入れ空間を確保しつつ、耳経糸に張力を付与して、耳経糸緩みを抑える。
【解決手段】 中空の回転軸の軸線を挟んで対向するように回転軸に設けられ、回転軸から外側に向かって延在する一対のアームと、該アームの先端にそれぞれ設けられる糸ガイド部とを有し、回転軸から糸ガイド部を経て織前に繋がる一対の耳経糸の開口運動を行う無杼織機の耳組装置において、回転軸から外側に向かって延在してアームと一体的に回転する一対の弾性部材を設け、該弾性部材は、回転軸から糸ガイド部に繋がる耳経糸に当接する。
(もっと読む)
部分緯糸挿入装置、記憶媒体、及び織物
【課題】 工業化が難しかったり、手間や糸のロスを生んだり、適用できる織機の種類が限定されたりするといった課題を解決し、新しく専用の織機を必要とせず、現有の織機に付加することにより部分的に緯糸を挿入することを可能にする。
【解決手段】 経糸81が開口したとき(B)、先端の糸ガイド1dで挿入用の緯糸86を案内する挿入板1cが挿入駆動体1aによって回転され、杼口Kへ挿入される。続いて、先の尖った位置決め針2aが糸端制御装置2によって経糸81の間に挿入され、挿入板1cが逆回転することで緯糸86が経糸81の間に挿入される。その後、挿入板1c,挿入駆動体1a,糸端制御装置2を退避させながら筬打ちを行うことにより、緯糸86が部分的に挿入された織物を得ることができる。
(もっと読む)
布移動式パイル織機におけるテリーモーション部材の駆動制御方法
【課題】 テリーモーション部材が専用の駆動モータで駆動される布移動式パイル織機において、起動時に形成されるパイル高さが定常運転時のものと異なる高さとなることを防止すると共に、そのための設定が簡単かつ容易に行えるする。
【解決手段】 布移動式のパイル織機であって、送出側及び巻取側のテリーモーション部材が、駆動機構を介し、織機の主駆動モータとは別の専用の駆動モータで駆動される布移動式パイル織機において、織機停止後の起動にあたり、起動からの所定期間の間における駆動モータによるテリーモーション部材の駆動態様を、定常運転時の駆動態様とは異なるものとする。
(もっと読む)
布移動式パイル織機におけるパイル形成方法およびその装置
【課題】送出側のテリーモーション部材と巻取側のテリーモーション部材とをそれぞれ専用の電動アクチュエータで駆動する形式の布移動式パイル織機において、製織中に製織条件が変更されたときでも、経糸切れ等の製織不良が発生することを防止する。
【解決手段】送出側のテリーモーション部材(地経糸用のテンションローラ7)と巻取側のテリーモーション部材(ブレストビーム/布ガイドローラ18)とをそれぞれ専用の電動アクチュエータ41、42で駆動する形式の布移動式パイル織機1において、第1の電動アクチュエータ41と第2の電動アクチュエータ42とを非同期的に駆動すると共に、両電動アクチュエータ41、42の駆動差が、複数の製織条件によるそれぞれの製織において異なる大きさとなるように、上記各電動アクチュエータ41、42の少なくとも一方に関し各製織条件毎にそれに対応する駆動条件を設定しておき、製織中に製織条件が変更された場合に、一方または両方の電動アクチュエータの駆動条件を変更する。
(もっと読む)
1 - 19 / 19
[ Back to top ]