
Fターム[4L050EE07]の内容
Fターム[4L050EE07]に分類される特許
1 - 20 / 20
無縫製織物の製造方法および製造装置
【課題】補強部位への縫製工程を省くことが可能な無縫製織物の製造方法を提供する。
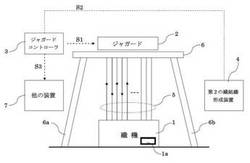
【解決手段】第1の織組織が製織されると同時に、第1の織組織を形成しない少なくとも1本以上の緯糸としてのスワイベル糸が移動しながら形成される第2の織組織により、第1の織組織が縫合される無縫製織物の製造方法を利用する。第1の織組織の少なくとも1つの層を織物の一方側面、他の少なくとも1つの層を織物の他方側面とし、側面を非分離的に接続する接結部が第2の織組織により構成されるように、ジャガードコントローラから縫合位置データが指示され、第1の織組織が第2の織組織により縫合される。そして、ジャガードコントローラから縫合位置データを得て、ノズルの位置決め制御を行う。そして、ノズルから第2の織組織の縫合部位に接着剤を射出する。そして目的とする形状に裁断して織物が完成する。
(もっと読む)
織機における運転制御装置及び運転制御方法

【課題】起動時の筬打ち不足を解消し、かつ織機の目標回転速度の下限を下げる。
【解決手段】デルタ用電磁接触器25及びスター用電磁接触器26は、織機制御コンピュータCoのON−OFF制御を受ける。織機駆動モータMは、インバータ28を介して商用電源27に電気的に接続されている。インバータ28は、織機制御コンピュータCoの指令制御を受け、織機制御コンピュータCoは、インバータ28の出力電圧や出力周波数を指令制御する。織機制御コンピュータCoは、起動時にインバータ28とデルタ結線回路とを用いて織機駆動モータMを起動する起動運転制御機能と、定常運転時にインバータ28とスター結線回路とを用いて織機駆動モータMを駆動する定常運転制御機能とを有する。
(もっと読む)
空気噴射式織機における補助ノズルの噴射位置の調整方法及び装置
【課題】 製織中の製織状態に応じた最適な緯入れが可能となるように、サブノズルとストレッチノズルとの内の少なくとも一方からなる補助ノズルの噴射位置の調整を行う。
【解決手段】緯入れ経路に沿って配設された多数本のサブノズルを含む補助ノズルを有し、製織中に製織状態の変更を伴って製織が行われる空気噴射式織機において、前記補助ノズルのうち少なくとも1本を調整対象として設定すると共に、その調整対象の補助ノズルの噴射位置をアクチュエータにより調整可能とし、製織中における製織状態の変更に伴い、前記調整対象の補助ノズルの噴射位置を調整することを特徴とする空気噴射式織機における補助ノズルの噴射位置の調整方法。
(もっと読む)
緯入れ不良検出装置の異常検知方法
【課題】簡単な構成により第2緯糸検出装置の異常の有無を診断できるようにした異常検知方法を提供する。
【解決手段】ステップ1は、制御装置においてロング緯入れ指令信号が発信される。この段階で、緯入れノズルによる緯入れを開始するとともに緯糸測長装置による緯糸測長量を第2緯糸検出装置に到達可能な長さのロング緯入れ用に制御する。ステップ2は、ロング緯入れ長さの緯糸を測長したか否かを検出する。制御装置はロング緯入れ長さを検出すると緯入れを終了する。ステップ3は、第2緯糸検出装置の緯糸検出信号の有無を検出する。制御装置は第2緯糸検出装置の緯糸検出信号を受信した場合、第2緯糸検出装置が正常であると診断し、緯糸検出信号を受信しない場合、第2緯糸検出装置が異常であると診断する。制御装置は第2緯糸検出装置の異常を診断すると、織機の停止信号を発信し、織機を停止する。
(もっと読む)
物品担持織物用織機及び製織方法
【課題】本発明は、複数の物品を糸長方向に所定間隔で担持した複合糸を正確に位置合せして緯入れすることで多数の物品を担持した織物を効率よく製織することを可能とする。
【解決手段】物品担持用織機は、複数の経糸Aをビーム10から配列して送り出し経糸Aを開口機構14により開口させ、緯糸Bをボビン20より給糸して開口された経糸Aの間にレピアヘッド22により緯入れし緯糸Bを経糸Aの間に筬25により筬打ちして織成する。所定本数の緯糸Bを織成した後、複数の物品を糸長方向に所定間隔で担持した複合糸Cをリール30から給糸して開口された経糸Aの間にレピアヘッド40により緯入れし複合糸Cを打ち込みグリッパ37により打ち込む。その際に給糸される複合糸Cの物品を検知センサ38により検知し、複合糸Cの物品が給糸経路の所定位置に設定されるように給糸制御する。
(もっと読む)
流体噴射式織機
【課題】 高速運転に対応する遊星耳組装置とキャッチコード開口装置とを有する流体噴射式織機を提供する。
【解決手段】 織機の反緯入側に支持される遊星耳組装置とキャッチコード開口装置とを有する流体噴射式織機において、織機の主軸の1/2回転速比の駆動軸を設け、回転伝達機構を介し駆動軸によって回転軸を回転させると共に、運動変換機構を介し駆動軸によってスイングレバーを揺動させ、回転伝達機構は、軸線方向に位置変更可能に駆動軸に固定される第1の歯付回転部材と、同一歯数に形成され回転軸に固定される第2の歯付回転部材とを含み、回転軸の駆動軸に対する連結位相を変更可能に設けられ、運動変換機構は、スイングレバーを揺動させるための回転部材であって軸線方向に位置変更可能に第1の歯付回転部材とは独立して駆動軸に固定される回転部材を含み、スイングレバーの駆動軸に対する連結位相を変更可能に設けられる。
(もっと読む)
レピア織機の緯入れ方法及びその装置
【課題】緯糸を把持可能な位置へもたらす緯糸案内部材と筬との位置関係に起因して生じる緯糸の屈曲や緯糸と筬等との摺動を少なくし、緯糸の損傷を防止する。
【解決手段】レピア織機の緯入れ装置1において、緯糸案内レバー3の先端部の案内孔4に緯糸2を挿通して、織布6に連なる緯糸2をレピアヘッド7による捕捉が可能な位置へ案内するために、第1の位置P1(退避位置)と第2の位置P2(案内位置)との間で緯糸案内レバー3を往復運動可能に構成し、緯入れ開始時に、案内孔4を第2の位置P2に位置させて、第2の位置P2で緯糸2をレピアヘッド7により捕捉させ、その後、筬打ちが行われる前に、緯糸案内レバー3を駆動して、案内孔4を第1の位置P1へ向けて移動させて、緯糸案内レバー3と筬12との位置関係に起因して生じる緯糸2の屈曲や緯糸2と筬12等との摺動を少なくし、屈曲や摺動による緯糸2の損傷を防止する。
(もっと読む)
繊維束配列装置
【課題】繊維束配列装置におけるガイドパイプが破損しないようにする。
【解決手段】導入パイプ34には磁性体の筒40が嵌合して固定されている。筒40には環状の連結突条401が一体形成されており、連結突条401には円板42が環状の永久磁石43を介して連結されている。環状の永久磁石43は、円板42に固定(例えば接着剤で接着して固定)されている。永久磁石43は、磁性体の連結突条401の先端面に磁力によって連結されている。円板42にはガイドパイプ31が連結して固定されている。直線形状のガイドパイプ31と導入パイプ34とは、筒40、永久磁石43及び円板42からなる連結手段49を介して直列に連結されている。ガイドローラ33を経由して案内されてきた繊維束Fは、導入孔341内及びガイド孔311内へ導かれている。
(もっと読む)
無杼織機における緯糸端処理装置の駆動制御方法
【課題】本願発明は、逆転時の捨耳からの切断片の脱落防止と切断前の緯糸抜き取りの容易化を目的とする。
【解決手段】織傷を検出すると、中空モータ9は回転速度算出手段18の指令により無杼織機と共に停止する。作業者は逆転スイッチ(図示せず)を操作し、無杼織機を1回逆転する。回転速度算出手段18は無杼織機に同期して1回の逆転をモータ駆動指令手段23に指令し、中空モータ9を逆転する。従って、緯糸3及び緯糸端3aが開放され、引き抜きが容易になる。捨耳6の加撚状態は解除されないので、切断片3bの脱落は防止される。カッター7の切断位置直前までの逆転回数3をカウントすると、モータ駆動指令手段23に中空モータ9の停止が指令され、中空モータ9は逆転回数4回以降、無杼織機が逆転しても停止状態を維持する。従って、緯糸3は開放されて引き抜きが容易となり、切断片3bは捨耳6が加撚を解除されないので、脱落が防止される。
(もっと読む)
強化繊維織物の製造方法およびその製造装置
【課題】強化繊維織物を織成するにあたってたて糸の糸長差による織物ぼこつきやよこ糸蛇行が発生しにくい強化繊維織物の製造方法およびその製造装置を提供する。
【解決手段】次の(A)〜(E)の工程を有することを特徴とする強化繊維をたて糸2に有する強化繊維織物の製造方法。(A)複数の強化繊維束を、織物12のたて糸として幅方向に実質的に等間隔に位置決めする強化繊維束の位置決め工程、(B)強化繊維束の糸厚みを揃えながら強化繊維束を並行に引き揃える強化繊維束の糸厚み調整工程、(C)強化繊維束をシート状のたて糸シートとして織成部に送り出す強化繊維束の送り出し工程、(D)ヘルドフレーム8の開閉口による張力変動を、接触ローラがローラ軸と平行移動するイージング機構により緩和する強化繊維束の張力調整工程、および(E)強化繊維束からなるたて糸シートを開口し、杼口によこ糸10を打ち込んで織物を織成する織成工程。
(もっと読む)
織機の誤操作防止装置
【課題】 次のステップで用いられる開口パターンを、現在の開口パターンに対して上下反転された開口パターンを出力しつつ織機主軸を逆転させることにより、中口閉口状態を実現する織機で、仮に作業者が誤った逆転操作をしたとしても、織物品質上の不都合を未然に防止できる技術を提供する。
【解決手段】 開口装置が前記反転開口パターンにもとづいて駆動される主軸角度区間の内側に逆転禁止角度が予め決定されている。そして、停台原因の発生にともなって織機主軸が停止した後の設定角度までの自動逆転、または逆転ボタン信号の入力にともなう逆転によって主軸角度が前記逆転禁止角度に達することにより、逆転ボタン信号の入力にともなう織機主軸の逆転動作を不作動とする。
(もっと読む)
織物を織る方法および装置
【構成】
袖付衣類(10)のようなチューブ状物を織る方法は、織機の経糸ベッド(1)を横切って前方および後方へ通過されるシャトル(図示せず)のような緯糸キャリアを用いる。この方法は、供給される緯糸におけるたるみを検出することを含み、そのたるみはシャトルによって供給されるけれども織っている領域の耳を越えた経糸と織り合わせられない緯糸によって生じる。たるんだ緯糸はシャトル内に引き戻され、後の供給のためにシャトル内に貯蔵される。
【効果】織るとき経糸の幅のどこに位置決めされても、真にシームレスなチューブ状物の織りを可能にする。
【参照図】 図3  (もっと読む)
(もっと読む)
織機
【課題】 制御プログラムの実行により、織機停止時あるいは織機の起動時に行われる織機主軸を第1の角度までの自動回転工程中に何らかの異常が発生してその自動回転工程が中止されたとき、作業者の操作により、織機主軸を適切な位置まで確実に復帰できるようにする。
【解決手段】 本発明では、前記制御器は、前記プログラムを実行中に異常信号が入力されると、織機主軸を停止させて前記プログラムの実行を中止するとともに、織機主軸が前記所定の回転位相に回転されるまでの間にわたり、織機の操作ボタンとしての低速正転ボタンおよび低速逆転ボタンのうち前記プログラム実行中における主軸の回転方向に対応する操作ボタンからの操作信号のみを、前記所定の回転位相に至るまで有効とする。
(もっと読む)
織機用テープ状横糸送り出し装置
【課題】カーボン繊維等の硬くて脆いテープ状の糸をレピア織機で効率よく製織する方法と装置を提供する。
【解決手段】1ピック以上の長いループ部分を無くすために、給糸リール部分をレピアがよこ糸を必要とするタイミングと長さに同期して駆動することで、横糸貯留部分を除いた。給糸リールの巻き径データと織機と給糸リールの回転情報から巻き径を計算し、レピア駆動部分のエンコーダ信号から横糸の移動量を求め、これと同期して給糸リールをサーボモータの駆動で横糸を送り出す。この同期比率運転はカーボン繊維等のストレッチの無い糸に対しては張力で制御する必要がある。送り出し張力をテンションローラで検出して補正信号として加算して張力制御系に変える。さらに送出し張力と横入張力を別々に設定する必要が有ればフィードロール部分を送り出しと横入れの間に設けて対応する。
(もっと読む)
糸条の無撚引出し装置
【課題】ボビンその他の糸条の巻装体から巻軸方向に糸条を引出す装置に関し、テープヤーン、平紐、偏平断面のマルチフィラメント糸などの糸条を撚り(捻じれ)を生じさせないで巻装体の巻軸方向に引出す装置を提供する。
【解決手段】巻装体5から糸条13を解舒するときの円周方向の解舒位置14が変化しないように糸条13の引出し速度と巻装体5の周速が一致するように可変速モータ2で巻装体5を積極的に回転させる。巻装体5からの糸条の解舒位置14の円周方向の偏倚を検出する検出体9を設け、この検出体の変位をセンサ10で検出して、その変位を打ち消すように巻装体駆動モータ2の回転を制御することにより、巻装体5の径の変化や解舒糸13aの引出し速度の変化に対応するようにしている。
(もっと読む)
織口位置調整装置
【課題】緯糸補修後の織口位置の調整を精度よく行うことにより、織機の再起動時の停止段の発生を防止する。
【解決手段】独立して設けられた、サーフェスロール(22)を回転駆動する専用の巻取モータ(23)およびワープビーム(4)を回転駆動する専用の送出モータ(15)の少なくともいずれかを有しており、一方を有する場合はその前記専用のモータ、また両方を有する場合は前記専用のモータの少なくともいずれかを、織機(1)の停止中における回転指令に基づいて、織機(1)の主軸(26)から独立して駆動する織口位置調整装置(10)において、手動操作に基づいて前記回転指令を発生する手動操作器(40)と、手動操作器(40)からの1回の回転指令の出力によって、前記専用のモータ(15、23)を1ピックの小数点以下の値を含む量に対応する回転量だけ主軸(26)から独立して駆動する駆動制御装置(33)とを含むことを特徴とする。
(もっと読む)
織機における緯糸供給装置
【課題】緯糸ガイドと給糸体を相対移動させることなく、バルーン形態の改善と装置の簡素化を図ることのできる織機における緯糸供給装置の提供にある。
【解決手段】二つの給糸体20、21を対向して配置し、各給糸体20、21の終端と始端とを結び、給糸体20、21から緯糸を引き出し、緯糸貯留装置を経由して緯入れ手段に供給する。二つの給糸体20、21の緯糸引き出し方向側の各給糸体の縁20a、21aを結ぶ線の内側(緯糸引き出し方向とは反対側)に、各給糸体20、21の中心軸線L1、L2の交点Pが位置するように各給糸体20、21を配置し、交点Pに共通の緯糸ガイドとしてのパイプ32の開口端32aを配設する。
(もっと読む)
部分緯糸挿入装置、記憶媒体、及び織物
【課題】 工業化が難しかったり、手間や糸のロスを生んだり、適用できる織機の種類が限定されたりするといった課題を解決し、新しく専用の織機を必要とせず、現有の織機に付加することにより部分的に緯糸を挿入することを可能にする。
【解決手段】 経糸81が開口したとき(B)、先端の糸ガイド1dで挿入用の緯糸86を案内する挿入板1cが挿入駆動体1aによって回転され、杼口Kへ挿入される。続いて、先の尖った位置決め針2aが糸端制御装置2によって経糸81の間に挿入され、挿入板1cが逆回転することで緯糸86が経糸81の間に挿入される。その後、挿入板1c,挿入駆動体1a,糸端制御装置2を退避させながら筬打ちを行うことにより、緯糸86が部分的に挿入された織物を得ることができる。
(もっと読む)
布移動式パイル織機におけるテリーモーション部材の駆動制御方法
【課題】 テリーモーション部材が専用の駆動モータで駆動される布移動式パイル織機において、起動時に形成されるパイル高さが定常運転時のものと異なる高さとなることを防止すると共に、そのための設定が簡単かつ容易に行えるする。
【解決手段】 布移動式のパイル織機であって、送出側及び巻取側のテリーモーション部材が、駆動機構を介し、織機の主駆動モータとは別の専用の駆動モータで駆動される布移動式パイル織機において、織機停止後の起動にあたり、起動からの所定期間の間における駆動モータによるテリーモーション部材の駆動態様を、定常運転時の駆動態様とは異なるものとする。
(もっと読む)
布移動式パイル織機におけるパイル形成方法およびその装置
【課題】送出側のテリーモーション部材と巻取側のテリーモーション部材とをそれぞれ専用の電動アクチュエータで駆動する形式の布移動式パイル織機において、製織中に製織条件が変更されたときでも、経糸切れ等の製織不良が発生することを防止する。
【解決手段】送出側のテリーモーション部材(地経糸用のテンションローラ7)と巻取側のテリーモーション部材(ブレストビーム/布ガイドローラ18)とをそれぞれ専用の電動アクチュエータ41、42で駆動する形式の布移動式パイル織機1において、第1の電動アクチュエータ41と第2の電動アクチュエータ42とを非同期的に駆動すると共に、両電動アクチュエータ41、42の駆動差が、複数の製織条件によるそれぞれの製織において異なる大きさとなるように、上記各電動アクチュエータ41、42の少なくとも一方に関し各製織条件毎にそれに対応する駆動条件を設定しておき、製織中に製織条件が変更された場合に、一方または両方の電動アクチュエータの駆動条件を変更する。
(もっと読む)
1 - 20 / 20
[ Back to top ]