
Fターム[4L055CH02]の内容
Fターム[4L055CH02]に分類される特許
61 - 80 / 95
塗工原紙の製造方法
【課題】 製紙スラッジから回収した再生填料を利用して、填料の歩留りがよく、剛度が高い塗工原紙の製造方法を提供する。
【解決手段】 (1)製紙スラッジを、断面積710mm2以下、長さ30mm以下の形状に成形する成形工程、(2)成形して得た成形物を低酸素条件下で600℃未満の温度で間接加熱し炭化する工程、(3)炭化して得た炭化物を燃焼温度600〜800℃で燃焼する燃焼工程、(4)燃焼して得た燃焼灰を平均粒子径が0.1〜10μmとなるように粉砕する粉砕工程、(5)粉砕工程を経て得られた再生填料を、種箱からインレットの間に絶乾パルプ原料当たり5〜30重量%添加する抄紙原料調成工程、(6)ツインワイヤー方式で紙層を形成する工程、及び(7)弾性ロールと金属ロールとからなる組み合わせを少なくとも1つ含む平坦化処理手段にて、塗工原紙表面を平坦化処理する工程、を含むことを特徴とする塗工原紙の製造方法。
(もっと読む)
透明紙用原紙及びその製造方法
【課題】ムラがなく、かつ高い透明性を有する透明紙原紙の製造方法を提供する。
【解決手段】それぞれがループをなす2つのワイヤー間に抄紙原料を吐出して紙層を形成するツインワイヤーフォーマーを用いて抄紙する工程を含んでおり、この抄紙工程のワイヤーパートにおける脱水をサクションロール及び/又はブレードにより行って湿紙を形成したのちに乾燥させた紙に、金属ロールと弾性ロールとからなる熱ソフトカレンダーを用いて平坦化処理を施し、原紙表裏面のJISP8119に準拠した平滑度を500秒以上1000秒未満、吸油度を20〜100秒とする。
(もっと読む)
印刷用塗工紙及びその製造方法

【課題】 ブレード塗工方式による高速塗工が可能であり、しかも高い白色度と良好な印刷適性を有する印刷用塗工紙及びその製造方法を提供する。
【解決手段】 ブレードコーターにより1000m/分以上の塗工速度にて塗工液が塗工される印刷用塗工紙の製造方法である。全顔料100重量部のうち20重量部以上が炭酸カルシウムとされるとともに、全顔料100重量部に対して、6個のスルホン酸基を有するスチルベン誘導体0.2〜1.5重量部と、カルボン酸基を有し且つ重合度が500〜1500であるポリビニルアルコール0.2〜2.0重量部とをそれぞれ配合した塗工液を塗工後、熱カレンダーにより平坦化処理する。
(もっと読む)
塗工紙の製造方法及び製造設備

【課題】要求される印刷適性を示す塗工紙を得ながら、新品ブレードのタッチ時の焼付きを防止し、安定かつ均一な塗工の提供。
【解決手段】次記の連続的な工程が順に組み込まれ、かつ抄紙速度1300m/分以上であり、(1)抄紙及び湿紙を形成する工程、(2)湿紙を乾燥する工程、(3)接着剤及び顔料を主成分とする水性塗工液をアプリケータによりウェブに塗布しブレードにより掻き取る塗工工程、(4)水性塗工液を乾燥する工程、(5)熱カレンダーにて平坦化処理する工程;さらに、塗工工程は、アプリケータ90による塗工液の塗工幅をウェブの幅より狭くしドライエッジWeを形成しつつ塗工液を塗布するとともに、前記塗工幅より広幅のブレード91により塗工液の掻取りを行い、湿潤液体塗布手段95によりウェブWの少なくともドライエッジWeに相当する部位に対し湿潤液体を塗布する。
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】 オンマシン内で次記の連続的な工程が順に組み込まれている塗工紙の製造方法である。(1)それぞれループをなす2つのワイヤー間にヘッドボックスから紙料を噴出して紙層を形成するギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)ワイヤーパートにおいてサクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)湿紙を乾燥する工程、(4)金属ロール51と弾性ロール52などの組み合わせによるプレカレンダー50にてニップする工程、(5)接着剤及び顔料を主成分とする水性塗工液を塗工する工程61、(6)少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱カレンダー70にて平坦化処理する工程。
(もっと読む)
印刷用塗工紙
【課題】 本発明の課題は、低密度であり、剛性が高く、ひじわの抑制などの印刷適性に優れた印刷用塗工紙を提供することにある。また、操業性に優れ、優れた印刷適性などを有する印刷用塗工紙を効率よく製造することである。
【解決手段】 原紙上に、顔料及び接着剤を含有する塗工層を有す印刷用塗工紙において、原紙中に、パルプの繊維間結合を阻害する有機化合物、あるいは無定型シリケートを含有し、乾燥後シューカレンダーで処理することを特徴とする印刷用塗工紙及び前記印刷用塗工紙の製造方法。
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】 次記の連続的な工程が順に組み込まれた塗工紙の製造方法である。(1)ギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)サクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3) 湿紙を乾燥する工程、(4)接着剤及び顔料を主成分とする水性塗工液を塗工する工程61、(5)水性塗工液塗工後においてその塗工面を赤外線乾燥する予備乾燥工程68、(6)赤外線乾燥後において熱風ドライヤーを含む乾燥手段により乾燥する工程、(7)少なくとも2ニップを有する複数段に構成された金属ロール51と弾性ロール52の組み合わせからなる熱ソフトカレンダーにて平坦化処理する工程。
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】 オンマシン内で次記の連続的な工程が順に組み込まれ、かつ抄紙速度1300m/分以上である塗工紙の製造方法である。(1)それぞれループをなす2つのワイヤー間にヘッドボックスから紙料を噴出して紙層を形成するギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)ワイヤーパートにおいてサクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)湿紙を乾燥する工程、(4)接着剤及び顔料を主成分とする水性塗工液をアプリケータ90及びブレード91を使用するジェットファウンテン方式でブレード塗工する工程、(5)少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱ソフトカレンダーにて平坦化処理する工程。
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】 オンマシン内で次記の連続的な工程が順に組み込まれていることを特徴とする塗工紙の製造方法である。(1)それぞれループをなす2つのワイヤー間にヘッドボックスから紙料を噴出して紙層を形成するギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)ワイヤーパートにおいてサクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)湿紙を乾燥する工程、(4)接着剤及び顔料を主成分とする水性塗工液を塗工する工程、(4) 少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱カレンダー70にて平坦化処理する工程。
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】 オンマシン内で次記の連続的な工程が順に組み込まれている塗工紙の製造方法である。(1)それぞれループをなす2つのワイヤー間にヘッドボックスから紙料を噴出して紙層を形成するギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)ワイヤーパートにおいてサクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)湿紙を乾燥する工程、(4)接着剤及び顔料を主成分とする水性塗工液をブレード塗工する工程、(4)少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱カレンダー70にて平坦化処理する工程。
(もっと読む)
塗工紙の製造方法及び製造設備
【課題】抄紙速度が1300m/分以上の高速抄紙でありながら、近年特に厳しい塗工紙に要求される印刷適性を示す塗工紙を得る。
【解決手段】オンマシン内で次記の連続的な工程が順に組み込まれている塗工紙の製造方法である。(1)ギャップタイプのツインワイヤーフォーマで抄紙する工程、(2)ワイヤーパートにおいてサクション(フォーミング)ロール及び/またはブレードによる脱水手段にて湿紙を形成する工程、(3)湿紙を乾燥する工程、(4)接着剤及び顔料を主成分とする水性塗工液を塗工する工程、(5)少なくとも2ニップを有する複数段に構成された金属ロールと弾性ロールの組み合わせからなる熱ソフトカレンダー70にて平坦化処理する工程(金属ロールの表面粗さ(JIS B 0601)が2.5〜4.5μmであり、弾性ロールのショアーD硬度が90以上である)。
(もっと読む)
製紙機械用加圧ロール
【課題】 簡素な構成でニップ幅を自由に変更することができるようにした、製紙機械用加圧ロールを提供することを目的とする。
【解決手段】 弾性合成樹脂材で成形されたチューブ状のジャケット201と、該ジャケット201の各端部が密着して結合固定され、ロール軸部を構成する一対のヘッド202,203とから構成し、該ジャケット201と該ヘッド202,203とにより形成される流体室210に流体を供給し、該ジャケット210を加圧変形させる流体圧供給装置211を接続する。
(もっと読む)
製紙と紙加工に関する応用のための樹脂含浸エンドレスベルト構造を製造するための方法及びそのベルト
抄紙機のロングニッププレスにおける使用、及び他の製紙や紙加工に関する応用のために設計された、樹脂含浸エンドレスベルト構造を製造するための方法及びベルト構造であり、これは重合体樹脂材を基礎基材へと平均直径が10μ(10ミクロン)以上ある滴状の正確な予め決められたパターンで適合させることを必要とする。そのとき、重合体樹脂材はその組成にふさわしい方法で固着され、ベルトに均一の厚さと滑らかで且つ巨視的には単一表面を付与するために、任意に研磨されてよい。 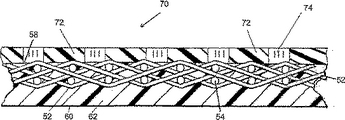 (もっと読む)
(もっと読む)
樹脂含浸エンドレスベルトを製造する方法及び抄紙機且つ同様の工業の応用のためのベルト
樹脂含浸エンドレスベルト、及び抄紙機のロングニッププレスにおいて使用するために、且つ他の製紙や紙加工に関する応用のために設計されたベルト構造を製造するための方法であり、その方法は10μ(10ミクロン)以上の平均直径を有する滴状をしている予め決められたパターンで、犠牲材料(64)を基礎基材(12)へと適用することを要請する。重合体樹脂材(68)はその時、犠牲材料が以前に適用された所を除いた全領域を覆うために、基礎基材へと沈積させられる。それから重合体樹脂材は自らの組成に相応しい手段によって定着され、犠牲材料は除去される。それから随意に、重合体樹脂材は均一な厚さ、及び滑らか且つ巨視的には単一平面を有するベルトを設けるために、研磨されてよい。 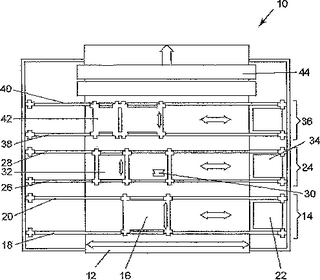 (もっと読む)
(もっと読む)
板紙製品とその製法
被覆板紙製品は、2以上の繊維プライを含み、その外側のプライは、漂白化学パルプ及び機械パルプ又は損紙の中間プライからなり、その生産は、プリカレンダとして機能する一以上の表面調整装置の使用を被覆前に伴い、固定された支持部材と、板紙ウェブが、ジャケットとカウンタロールの間を走行するように、固定支持部材まわりに設けられる柔軟性のあるジャケットと、柔軟性のあるジャケットが加熱可能なカウンタロールに向けて負荷部材により負荷され、且つ、ジャケットとカウンタロール間に存在する板紙ウェブがカレンダ処理されるように、支持部材に関連して設けられる負荷部材とを含み、被覆製品は、板紙の上面の表面特性として、0.8−3.0μmのPPS−s10 ラフネス(ISO 8791−4)、30−80%のHunter Gloss(ISO/DIS8254)、180−1000kg/m3の範囲の密度(SCAN−P7:75)を有する。  (もっと読む)
(もっと読む)
板紙製品とその製法
被覆板紙製品は、2以上の繊維プライを含み、その外側のプライは、漂白化学パルプ及びパルプ又は損紙の中間プライからなり、その生産は、プリカレンダとして機能する一以上の表面調整装置の使用を被覆前に伴い、固定された支持部材と、板紙ウェブが、ジャケットとカウンタロールの間を走行するように、固定支持部材まわりに設けられる柔軟性のあるジャケットと、柔軟性のあるジャケットが加熱可能なカウンタロールに向けて負荷部材により負荷され、且つ、ジャケットとカウンタロール間に存在する板紙ウェブがカレンダ処理されるように、支持部材に関連して設けられる負荷部材とを含み、被覆製品は、板紙の上面の表面特性として、0.5−2.0μmのPPS−s10 ラフネス(ISO 8791−4)、40−80%のHunter Gloss(ISO/DIS8254)、500−1000kg/m3の範囲の密度(SCAN−P7:75)を有する。 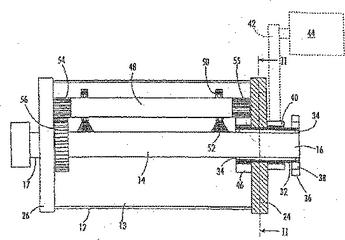 (もっと読む)
(もっと読む)
板紙製品とその製法
被覆板紙製品は、一以上の繊維プライを有し、その外側のプライが漂白化学パルプ、及び、機械パルプ及び/又は損紙の中間プライからなり、板紙は、150−400g/m2の基本重量を有し、上面と裏面とを有し、当該製品の生産には、プリカレンダとして機能する表面調整装置の使用が伴い、当該表面調整装置は、固定された支持部材と、板紙ウェブが、ジャケットとカウンタロールの間を走行するように、固定支持部材まわりに設けられる柔軟性のあるジャケットと、柔軟性のあるジャケットが加熱可能なカウンタロールに向けて負荷部により負荷され、ジャケットとカウンタロール間に存在する板紙ウェブがカレンダ処理されるように、支持部材に関連して設けられる負荷部材と、前記柔軟性のあるジャケットが端部壁に取り付けられ、且つ、ジャケットが駆動機構により端部壁と共に回転されるように、ジャケットの端部にマウントされる少なくとも1つの端部壁と、を有し、当該被覆製品は、板紙の上面の表面特性として、PPS−s10 ラフネス(ISO 8791−4)が0.5−2.0μm、Hunter Gloss(ISO/DIS8254)が〜35−80%であり、当該製品は、500−1000kg/m3の範囲の密度(SCAN−P7:75)を有する。  (もっと読む)
(もっと読む)
LWC紙製品とその製法
被覆印刷紙製品であり、その製造は、被覆プロセス後に表面調整装置を用いることで実現され、該表面調整装置は、固定された支持部材と、紙ウェブが、ジャケットとカウンタロールの間を走行するように、固定支持部材まわりに設けられる柔軟性のあるジャケットとを含む。負荷部材は、支持部材に関連して、柔軟性のあるジャケットが加熱可能なカウンタロールに向けて負荷部材により押圧されるように、設けられる。被覆製品は、紙の上面の表面特性として、PPS−s10 ラフネス(ISO 8791−4)が0.7−1.5μmHunter Gloss(ISO/DIS8254)が30−80%であり、1.15−1.3m3/gの範囲の嵩を有する。 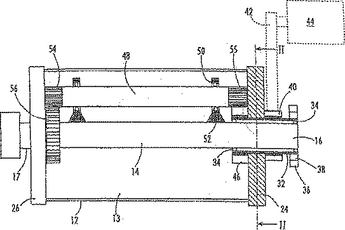 (もっと読む)
(もっと読む)
高い嵩、柔らかさ、及び堅さを有するロールティッシュ製品
【課題】 ティッシュ製品のような螺旋状に巻いた紙製品、及び、せん断カレンダ加工装置及びこの装置を用いる方法を提供する。
【解決手段】 望ましいロール堅さ特性及び柔らかさ特性を有する螺旋状に巻いた紙製品。このロール製品は、様々な工程によって形成された単一プライティッシュウェブから製造することができる。形成されると、ティッシュウェブは、せん断カレンダ加工装置の作用を受け、この装置は、ウェブのファズ・オン・エッジ特性を増大し、巻かれた時のウェブの嵩を保つ。 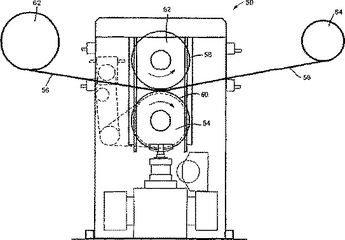 (もっと読む)
(もっと読む)
長形のロール装置の位置及び/又は力を制御するための方法と装置
本発明は,抄紙機と板紙抄紙機における二つの長形のロール装置間のロールニップ(N)で,長形のロール装置の位置及び/力を制御するための方法に関係する。他のロール装置に関連してロール装置の位置及び/ロール装置により他のロール装置に負荷される力,又は,これらに作用する任意の変数が測定され,測定変数値は,変数の差の値を得るために,該変数の設定値と比較される。ロール装置の位置及び/又は他のロール装置に負荷する力は,変数の差の値に基づいて制御される。流体圧式手段(5)の流体圧力及び/又は流体圧式手段への流体の流速は,変数の差の値を変えるために,流体圧式手段(5)に機能的に接続されたデジタルバルブパック(7)内の少なくとも一つのデジタルバルブを開及び/閉することにより,変えられる。 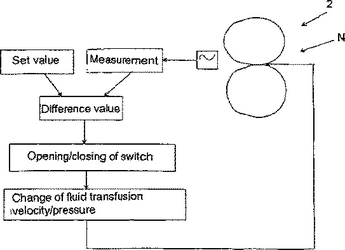 (もっと読む)
(もっと読む)
61 - 80 / 95
[ Back to top ]