
Fターム[5E041AA02]の内容
軟質磁性材料 (11,729) | 磁性材料(金属・合金) (2,585) | 珪素鋼(Fe−Si) (664)
Fターム[5E041AA02]に分類される特許
61 - 80 / 664
方向性電磁鋼板およびその製造方法
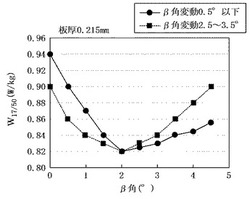
【課題】実機トランスに組上げた場合に、優れた騒音特性および鉄損特性を得ることが可能な方向性電磁鋼板を提供する。
【解決手段】二次再結晶粒の平均β角が2°以下、二次再結晶粒の粒内の平均β角変動幅が1°以上4°以下で、かつ圧延方向における表面張力が10MPa以上であり、磁束密度:1.7T、周波数:50Hzにおける磁歪λp-pの値が1.0×10-6以下で、さらに板厚tと鉄損W17/50とが、以下の式(1)を満足させる。
W17/50 ≦2.1×t + 0.3 ・・・(1)
t : 板厚(mm)
(もっと読む)
電磁鋼板用絶縁被膜処理液および絶縁被膜付き電磁鋼板
【課題】耐食性および耐粉吹き性のいずれにも優れる絶縁被膜付き電磁鋼板の絶縁被膜を形成することができる電磁鋼板用絶縁被膜処理液およびそれを用いて形成される絶縁被膜付き電磁鋼板の提供。
【解決手段】電磁鋼板の絶縁被膜を形成する電磁鋼板用絶縁被膜処理液であって、
水性溶媒中に、Zr化合物と、樹脂と、1個のN原子および1個以上の水酸基を有する水酸基含有アミン化合物とを含有し、
前記樹脂の含有量が、前記Zr化合物(ZrO2換算)100質量部に対して20〜60質量部であり、
前記水酸基含有アミン化合物の含有量が、前記Zr化合物中のZr原子と前記水酸基含有アミン化合物中のN原子とのモル比(N/Zr)が0.01〜4となる量である電磁鋼板用絶縁被膜処理液。
(もっと読む)
方向性電磁鋼板の製造方法

【課題】鉄心にギャップを設ける以外の方法で、偏磁が生じる用途で使われる場合にも、優れた磁気特性を有する方向性電磁鋼板を提案する。
【解決手段】電子ビーム照射により、板幅方向と30度以内をなす角度で線状に、照射列の圧延方向の列間隔を2〜10mmとして、以下の式(1)にて定義される単位面積あたりの照射エネルギー量E(mJ/mm2)を、磁束密度B8が1.90T以上でかつ磁束密度B0.5が1.60T以下を満足するように、20〜220 mJ/mm2の範囲で歪を導入する。
E(mJ/mm2)=電子ビーム加速電圧(kV)×ビーム電流値(mA)/ (ビーム走査速度(m/s)×ビーム径(mm)) …(1)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】レーザーまたは電子ビーム照射を用いて、フォルステライト被膜を有する仕上げ焼鈍済みの方向性電磁鋼板に、平坦化焼鈍後に磁区細分化処理を施すに際し、レーザーまたは電子ビーム照射に伴う絶縁被膜の損傷を回避することで、鋼板の鉄損低減、層間抵抗の確保および鋼板外観の維持を実現する方法を提供する。
【解決手段】平坦化焼鈍処理を施す際に、リン酸塩およびシリカを主体とする絶縁コーティング処理を施すものとし、その際、上記処理温度を850℃以上、かつ焼鈍炉内における鋼板に対する付与張力を10MPa以下とし、その後、該鋼板の圧延方向と交差する向きにレーザーまたは電子ビームを照射する磁区細分化処理を施す。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】歪取り焼鈍を施した場合であっても、より効果的に、鋼板の鉄損を低減させる溝を形成をした方向性電磁鋼板を提供する。
【解決手段】方向性電磁鋼板の圧延方向に対して交差する方向に、レーザまたは電子ビームを、パルス状に照射して線状溝を形成するに際して、鋼板のエッジ部の一端から他端にわたる1条の照射で形成する溝幅を、最終の溝幅よりも小さな溝幅とし、かつ2条以上の照射で、最終溝幅の線状溝とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】電子ビーム照射を用いて、平坦化焼鈍後に磁区細分化処理を施す方向性電磁鋼板の製造方法において、トランスを作製した際に優れた鉄損特性を有する方向性電磁鋼板を得る方法を提供する。
【解決手段】Si:2.0〜4.5質量%を含む方向性電磁鋼板用スラブを素材として、平坦化焼鈍を施すに際し、焼鈍時の均熱温度、均熱温度からの冷却過程における冷却速度および鋼板の塑性伸び量の各条件を調整し、上記平坦化焼鈍処理の前後におけるフォルステライト質被膜の被膜張力の減少量を60%以下に抑制する。
(もっと読む)
絶縁被膜付き電磁鋼板およびその製造方法ならびに積層鉄心
【課題】表面に接着性樹脂を含有する絶縁被膜を有する電磁鋼板であって、積層し加熱加圧した場合に、絶縁被膜同士が十分に接着可能な電磁鋼板を提供する。
【解決手段】絶縁被膜の片面当たりの付着量が1.0〜3.0g/m2であり、かつ該絶縁被膜の表面に、厚みが5μm以上、直径が10〜30μmで加熱および/または加圧により接着可能な絶縁性の凸部を、単位面積1mm2当たり200〜1500個そなえるものとする。
(もっと読む)
絶縁被膜付き電磁鋼板および積層鉄心
【課題】表面に接着性樹脂を含有する絶縁被膜を有する電磁鋼板であって、積層し加熱加圧した場合に、絶縁被膜同士が十分に接着可能な電磁鋼板を提供する。
【解決手段】ベースとなる被膜中に加熱および/または加圧により変形する粒状樹脂が分散する構造になり、該粒状樹脂の平均粒径が1.0〜50.0μmで、かかる粒状樹脂を該絶縁被膜中に1.0〜50質量%の割合で含み、さらに該絶縁被膜の片面当たりの付着量が4.0 g/m2以下である。
(もっと読む)
高珪素鋼板の製造方法
【課題】浸珪処理法により、磁気時効による鉄損の経時劣化を生じない高珪素鋼板を安定して製造する。
【解決手段】素材鋼板を浸珪処理することにより、板厚方向の平均Si濃度が4.0〜7.0mass%であって、板表層部のSi濃度(mass%)と板厚中心部のSi濃度(mass%)との偏差△Si(mass%)が板厚t(mm)との関係で、2.0≦△Si/t≦40.0を満足する高珪素鋼板を製造する方法において、素材鋼板として、C濃度[C](mass ppm)とS濃度[S](mass ppm)が、次の(a)〜(c)のいずれかを満足する鋼板を用いる。(a)[S]≦30、[C]≦110、(b)30<[S]<100、[C]≦−0.857[S]+135.71、(c)100≦[S]、[C]≦50。
(もっと読む)
圧縮応力下での鉄損劣化の小さいモータコア
【課題】圧縮応力の存在下においても高周波鉄損特性の劣化が小さいモータコアを提供する。
【解決手段】好ましくは、Si:7mass%以下、Al:5mass%以下、Mn:3mass%以下、S:0.01mass%以下、N:0.005mass%以下、O:0.01mass%以下を含有する成分組成を有する、有機樹脂または有機樹脂−無機混合の絶縁被膜を塗布した電磁鋼板を積層し、周方向に10MPa以上の圧縮応力が付与されるモータコアにおいて、上記モータコアを構成する電磁鋼板のバックヨーク部に0.2〜5mmの間隔でレーザー照射されてなることを特徴とするモータコア。
(もっと読む)
高珪素鋼板の製造方法
【課題】浸珪処理法により、磁気時効による鉄損の経時劣化を生じない高珪素鋼板を安定して製造する。
【解決手段】素材鋼板を浸珪処理することにより、板厚方向の平均Si濃度が4.0〜7.0mass%であって、板表層部のSi濃度(mass%)と板厚中心部のSi濃度(mass%)との偏差△Si(mass%)が板厚t(mm)との関係で、△Si/t<2.0を満足する高珪素鋼板を製造する方法において、素材鋼板として、C濃度[C](mass ppm)とS濃度[S](mass ppm)が、次の(a)〜(c)のいずれかを満足する鋼板を用いる。(a)[S]≦30、[C]≦120、(b)30<[S]<120、[C]≦−0.722[S]+141.66、(c)120≦[S]、[C]≦55。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】特別な設備や工程を必要とすることなく、鉄損の改善を図ることができる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.01〜0.08mass%、Si:2.0〜8.0mass%およびMn:0.005〜1.0mass%を含有する鋼素材を用いる方向性電磁鋼板の製造方法において、最高到達温度1100℃以上で仕上焼鈍を施した後、均熱温度が950〜1200℃で均熱保持時間が3hr以上の追加焼鈍を施すことを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
電磁鋼板素材及び方向性電磁鋼板の製造方法
【課題】良好な磁気特性を有する方向性電磁鋼板を得るための電磁鋼板素材となる熱延鋼板と、それから電磁鋼板を得る手段を提供する。
【解決手段】質量%で、Siを0.8〜7%、酸可溶性Alを0.01〜0.065%、Nを0.004〜0.012%、Mnを0.05〜1%、Bを0.0005〜0.0080%含有し、S及びSeからなる群から選択された少なくとも1種を総量で0.003〜0.015%含有し、C含有量が0.085%以下であり、残部がFeおよび不可避的不純物からなる電磁鋼板素材において、熱延工程を経た後の鋼中の析出物のXRD回折プロファイルが、
IB/IA≧0.08・・・・(1)
であることを特徴とする熱延鋼板。
ただし、IB、IAはそれぞれBN、AlNの最強線強度である。
(もっと読む)
高Si含有の方向性電磁鋼板の冷間圧延方法
【課題】Siを3.2質量%以上含む方向性電磁鋼板の製造における冷間圧延において、鋼板の破断を防ぐ冷間圧延方法を提供する。
【解決手段】質量%で、Siが3.2%以上、4.0%以下を含有し、残部がFe及び不可避的不純物からなる成分組成を有する鋼スラブを熱間圧延し、その後、熱処理を施し、続いて、デスケリーリングを施し、その後、一回以上の冷間圧延を施し、次いで、脱炭・一次再結晶焼鈍、焼鈍分離剤塗布、二次再結晶焼鈍、平坦化焼鈍を施す一連の工程を有する方向性電磁鋼板の製造における冷間圧延方法において、冷間圧延を可逆冷間圧延機で行い、かつ、一パス目の冷間圧延を、局部伸びが2.5%以上となる冷間圧延率で行うことを特徴とする方向性電磁鋼板の冷間圧延方法。
(もっと読む)
軟磁性粉末、圧粉磁心および磁性素子
【課題】高透磁率の圧粉磁心を製造可能な軟磁性粉末、この軟磁性粉末を用いて製造された高透磁率の圧粉磁心、およびこの圧粉磁心を備えた高性能の磁性素子を提供すること。
【解決手段】チョークコイル10は、トロイダル形状の圧粉磁心11と、この圧粉磁心11に巻き回された導線12とを有する。圧粉磁心11は、軟磁性粉末と結合材(バインダ)とを混合し、加圧・成形して得られたものである。圧粉磁心11に用いられた軟磁性粉末は、Fe、SiおよびMnを含み、(a)Feを主成分とするものである、(b)Siの含有率が1wt%以上8wt%以下である、(c)Mnの含有率が0.2wt%超1wt%以下である、という各条件を全て満たすものである。また、この軟磁性粉末が、AlおよびCrを含むことにより、圧粉磁心11の耐食性を高めることができる。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】本発明の目的は、良好な磁気特性を有する方向性電磁鋼板を得るための手段を提供することである。
【解決手段】質量%で、Siを0.8〜7%、酸可溶性Alを0.01〜0.065%、Nを0.004〜0.012%、Mnを0.05〜1%、Bを0.0005〜0.0080%含有し、S及びSeからなる群から選択された少なくとも1種を総量で0.003〜0.015%含有し、C含有量が0.085%以下であり、残部がFeおよび不可避的不純物からなる電磁鋼板素材において、熱延工程を経た後の鋼中のBをスパーク放電発光分光分析法によるPSA分析において、SInsolB≧5%・・・・(式1)
であることを特徴とする熱延鋼板。ただし、SInsol Bは、発光分光分析法を用いて、放電により得られる特定成分の発光強度を順に並べ替えたパルス強度順位図を作成して、金属中特定成分の全量、不溶成分量、固溶成分量を求められる値である。
(もっと読む)
無方向性電磁鋼板およびその製造方法
【課題】高速回転モータのロータ材料として好適な、高強度かつ磁気特性に優れた無方向性電磁鋼板を提供する。
【解決手段】成分中、質量%で、C:0.010%以下、Si:3.5%超5.0%以下、Mn:0.2%以下、Al:0.2%以下、P:0.03%以下、S:0.005%以下、Ca:0.001%以上およびN:0.005%以下を有し、かつSi+Al+0.5Mn:3.5%超5.0%以下およびCa/S:0.8以上を満足し、残部はFeおよび不可避的不純物の成分組成として、板厚:0.37mm以下、W10/400:40W/kg以下およびTS:600MPa以上とする。
(もっと読む)
方向性電磁鋼板の製造方法およびその素材鋼板
【課題】二次再結晶後の磁気特性に優れる方向性電磁鋼板の製造方法を提案すると共に、その製造に用いる素材鋼板を提供する。
【解決手段】mass%で、C:0.02〜0.15%、Si:2.5〜4.0%、Mn:0.005〜0.3%、sol.Al:0.01〜0.05%、N:0.002〜0.012%およびS,Seの1種または2種を合計で0.05%以下含有する鋼素材を熱間圧延した後、中間焼鈍を挟む2回以上の冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、一次冷間圧延前の素材鋼板の降伏応力YS(MPa)を、鋼素材のSi含有量(mass%)との関係において下記式;
124.32×Si−12.45≦YS≦124.32×Si+127.55
を満たすよう調整した後、一次冷間圧延する方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】熱歪みを導入した方向性電磁鋼板を変圧器に利用した場合の騒音の問題を解消し、磁区細分化効果並びに張力付与効果を十二分に享受し得る方途について提供する。
【解決手段】コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで張力絶縁被膜の形成および平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きに線状の熱歪み領域を導入する、磁区細分化処理を施すに当り、前記平坦化焼鈍後の鋼板に、母線が前記圧延方向と交差する向きとなる湾曲を与えて、該湾曲の内側面に前記熱歪み領域を導入する。
(もっと読む)
61 - 80 / 664
[ Back to top ]