
Fターム[5E062AA06]の内容
コア、コイル、磁石の製造 (4,690) | 鉄心の材料、用途 (231) | 鉄心の用途(変圧器リアクトル一般を除く) (93) | 電動機、発電機 (70)
Fターム[5E062AA06]に分類される特許
1 - 20 / 70
金属板の積層体、回転電機のコア及び金属板の積層体の積層方法
【課題】複数のコア板を強い結合保持力及び高い平行度で隙間無く積層結合することができるようにすること。
【解決手段】複数のコア板を積層して、コアを構成する。コア板には、積層状態に結合するための結合部を設ける。結合部には、積層方向へ起立形成された固定片24と、隣接するコア板の固定片24を通すための通過孔25と、その通過孔25に通した固定片24が折り曲げられることにより、隣接するコア板に対して結合保持される受部26と、他のコア板の受部26上に折り曲げられた固定片24との干渉を避けるように、その固定片24を収容する開口27とを設ける。
(もっと読む)
積層鉄心の製造装置

【課題】積層接着法を採用した積層鉄心の製造において、打抜きを行う上金型の上下動速度(プレス速度)によらずに接着剤を安定的に塗布する。
【解決手段】積層鉄心の製造装置が、上金型4と下金型11により、間欠移送されるフープ材1から鉄心薄板2を打抜く順送り金型装置3と、下金型内に設けられ、フープ材下面の対応部位に接着剤を塗布する接着剤塗布装置12とを備え、接着剤塗布装置が、接着剤塗布面に向けて接着剤を吐出する吐出孔62が設けられた接着剤吐出部31と、接着剤吐出部に対して常時所定圧力で接着剤を供給する接着剤供給部32とを有し、上金型が降下してストリッパープレート10でフープ材を下型上面へ当接させたときに接着剤をフープ材に転写させる構成とする。
(もっと読む)
R−T−B系焼結磁石の製造方法
【課題】R−T−B系焼結磁石内部に重希土類元素RHが効率よく拡散され、所定の磁気特性を得る磁石の製造方法を提供する。
【解決手段】R−T−B系焼結磁石の製造方法は、R−T−B系焼結磁石素材を準備する工程と、重希土類元素RH(RHはDyおよびTbの少なくとも一種を含む)と40質量%以上95質量%以下のFeとからなるRH−Fe合金と、軽希土類元素RL(Nd、Pr、Ce、Laの少なくとも一種を含む)を含むRL金属と、からなり、総希土類量が65質量%以上、軽希土類元素RLが20質量%以上70質量%以下、重希土類元素RHが50質量%以下、である粉末状の拡散材を準備する工程と、前記R−T−B系焼結磁石素材に対し、前記拡散材を前記R−T−B系焼結磁石素材の表面に存在させた状態で、800℃以上1000℃以下の温度で真空または不活性ガス中においてRH拡散処理する工程と、を包含する。
(もっと読む)
巻鉄心、電磁部品とその製造方法および電磁機器
【課題】低鉄損・低コストとすることができる磁性薄帯から構成した巻鉄心、電磁部品とその製造方法および電磁機器を提供することを目的とする。
【解決手段】本発明の巻鉄心は、磁性を有する薄帯を軸方向に巻回して構成した巻鉄心であって、軸方向端部面の前記薄帯各所に切欠部が形成されると共に、切欠部は巻鉄心径方向のランダムな方向に配置されている。
(もっと読む)
希土類磁石
【課題】磁石素体と保護層との密着性に優れるとともに、水素に対する耐食性に優れる希土類磁石を提供すること。
【解決手段】希土類元素を含む磁石素体10と、磁石素体10を被覆する保護層20と、を備える希土類磁石100であって、保護層20は、磁石素体10の表面に形成された第1層22と、第1層22を挟んで磁石素体10の反対側に位置する第2層24と、を有し、磁石素体10の表面領域2は、Si等の1種以上の元素EAと、Nと、を含有し、第1層22は、Ni等の1種以上の金属又は当該金属を含む合金を含有し、第2層24は、ナイトライドを含有し、ナイトライドは、Si、Ti等の1種以上の元素E2を含有する。
(もっと読む)
圧縮応力下での鉄損劣化の小さいモータコアとその製造方法
【課題】圧縮応力の存在下においても高周波での鉄損特性の劣化が小さいモータコアを提供するとともに、その有利な製造方法を提案する。
【解決手段】好ましくは、Si:7mass%以下、Al:3mass%以下、Mn:5mass%以下、S:0.01mass%以下、N:0.005mass%以下、O:0.01mass%以下を含有する絶縁被膜を塗布した電磁鋼板を、モーアコアのバックヨーク部に接する面の全面または一部に微小凸部を多数形成した金型を用いて打抜加工することにより、打ち抜いた電磁鋼板表面のバックヨーク部全面または一部に、深さが10〜50μm、直径が0.05〜2mmの微小凹部を、最近接間距離が0.2〜5mmとなる間隔で形成したコア材を得、これを積層して、周方向に10MPa以上の圧縮応力が付与されるモータコアとする。
(もっと読む)
電磁誘導器およびその製造方法
【課題】容易かつ低コストで、種々のギャップの状態に調整できて所望特性に設定することが可能な電磁誘導器およびその製造方法を提供する。
【解決手段】E型ラミネートコア5の中脚部12とI型ラミネートコア6との間にギャップGを有する少なくとも1種類のEI型ラミネートコア3を含む2種類以上のEI型ラミネートコアを混在させて重ね合せることにより、その混在状態を変化させることで全体のギャップ状態を調整することが可能となる。
(もっと読む)
永久磁石及び永久磁石の製造方法
【課題】湿式粉砕を用いた場合であっても、焼結前に磁石粒子の含有する炭素量を予め低減させることを可能とした永久磁石及び永久磁石の製造方法を提供する。
【解決手段】粗粉砕された磁石粉末を、M−(OR)x(式中、Mは希土類元素であるNd、Pr、Dy、Tbの内、少なくとも一種を含む。Rは炭化水素からなる置換基であり、直鎖でも分枝でも良い。xは任意の整数である。)に該当する有機金属化合物とともに溶媒中でビーズミルにより粉砕し、磁石粒子表面に対して均一に有機金属化合物を付着させる。その後、圧粉成形した成形体を水素雰囲気において200℃〜900℃で数時間保持することにより水素中仮焼処理を行う。続いて、焼成を行うことによって永久磁石1を製造する。
(もっと読む)
鉄心製造装置
【課題】生産速度を容易に向上させることができる鉄心製造装置を提供する。
【解決手段】各層が複数の円弧状部材21で構成される環状の積層鉄心を製造する鉄心製造装置は、鉄心材の各加工対象部分を順次所定の加工位置Fに移送する移送手段30と、この加工位置でダイ41及びパンチ42による剪断加工により各加工対象部分から円弧状部材を分離する加工手段40と、剪断加工が行われる毎に、下降する円弧状部材を受け取り、その周方向に所定角度だけ回転することにより、各円弧状部材を、積層鉄心を構成する位置に配置する積層ガイド50とを備える。
(もっと読む)
耐熱接着性絶縁被膜
【課題】積層後、加圧及び加熱により接着でき、かつ、歪取焼鈍を行うことが可能な、耐熱接着性絶縁膜で表面被覆された電磁鋼板およびそれを用いた鉄心とその製造方法を提供する。
【解決手段】室温以上300℃以下で軟化する樹脂と示差熱分析法で測定した軟化点温度が1000℃以下である低融点無機成分とを含み、樹脂と低融点無機成分とを混合比率が質量分率で20%以上、500%以下となるように混合した耐熱接着性絶縁被膜で被覆した電磁鋼板を用い、この電磁鋼板を積層し、加圧固定することにより、歪取焼鈍可能な接着固着鉄心を得る。
(もっと読む)
積層コアの転積方法及び積層コア
【課題】積層コアをブロックごとに確実かつ容易に分離して転積することにより、短時間で板厚偏差を相殺させることができる積層コアの転積方法及びこれを好適に用いられる積層コアを提供する。
【解決手段】複数のリング状コアプレート7が積層された複数のコアブロック6間の界面に位置するコアプレートとして、中心から放射状外側に向かって幅が小さくなる形状を有し、中心から放射状外側に押圧されると、隣接するコアプレートにおけるカシメダボとの嵌合が解除される構成のカシメダボ10を備えたコアプレートを用いて、コアブロックごとに所定角度づつ転積させる。
(もっと読む)
積層部品の製造方法
【課題】電気機械装置で用いられる積層構造を有する部品を短時間で製造する。
【解決手段】電気機械装置で用いられる積層部品の製造方法であって、金属板114と絶縁層115とを交互に積層して積層体113Xを形成する工程と、ワイヤーカットを用いて前記積層体を予め定められた形状に成形加工して成形積層体113を得る工程と、前記成形積層体を電解研磨することによって、前記成形加工時においてワイヤーカット面に生じた金属板間の短絡部114Xを溶解させる工程と、を備える。
(もっと読む)
積層コアの転積方法及び転積装置
【課題】積層コアをブロックごとに確実かつ容易に分離して転積することにより、短時間で板厚偏差を相殺させることができる積層コアの転積方法及びそれに用いる転積装置を提供する。
【解決手段】複数のリング状コアプレート7を積層してコアブロック6を形成し、これを積層方向に複数保持する工程と、複数のコアブロック6から最下側のコアブロック6を分離する工程と、分離されたコアブロック6を所定角度回転する工程と、回転されたコアブロック6を上記複数のコアブロック6に再び接合する工程と、複数のコアブロック6から回転されたコアブロック6とその1つ上側のコアブロック6とを分離する工程と、分離されたコアブロック6を所定角度回転する工程と、回転されたコアブロック6を複数のコアブロック6に再び接合する工程とを備え、回転されたコアブロック数が所定数になるまで分離、回転、再接合を繰り返す。
(もっと読む)
永久磁石及び永久磁石の製造方法
【課題】湿式粉砕を用いた場合であっても、焼結前に磁石粒子の含有する炭素量を予め低減させることを可能とした永久磁石及び永久磁石の製造方法を提供する。
【解決手段】粗粉砕された磁石粉末を、M−(OR)x(式中、MはV、Mo、Zr、Ta、Ti、W又はNbである。Rは炭化水素からなる置換基であり、直鎖でも分枝でも良い。xは任意の整数である。)に該当する有機金属化合物とともに溶媒中でビーズミルにより粉砕し、磁石粒子表面に対して均一に有機金属化合物を付着させる。その後、圧粉成形した成形体を水素雰囲気において200℃〜900℃で数時間保持することにより水素中仮焼処理を行う。続いて、焼成を行うことによって永久磁石1を製造する。
(もっと読む)
IPMモータのロータ鉄心用鋼板、その製造方法およびIPMモータのロータ鉄心
【課題】打抜き加工性が良好であり、ロータ鉄心としたときに高い降伏強度を有しかつ磁気特性に優れるIPMモータのロータ鉄心用鋼板を提供すること。
【解決手段】C:0.05質量%〜0.35質量%、Si:0.05質量%〜1.0質量%、Mn:0.2質量%〜1.5質量%、P:0.05質量%以下、S:0.02質量%以下、酸可溶Al:0.005質量%〜2.95質量%かつSi+Al:3.0質量%以下、残部がFeおよび不可避的不純物からなる成分組成を有する熱延鋼板に、1回または中間焼鈍を含む2回以上の冷間圧延を施して所定の板厚とし、Ac1−50℃〜Ac1未満の温度範囲で0.5時間以上保持する1段目の熱処理、Ac1〜Ac1+100℃の温度範囲で0.5時間〜20時間保持する2段目の熱処理およびAr1−80℃〜Ar1の温度範囲で2時間〜60時間保持する3段目の熱処理を含みかつ2段目の熱処理温度から3段目の熱処理温度への冷却速度を5℃/h〜30℃/hとする3段焼鈍を施して得られる鋼板である。
(もっと読む)
積層コア製造装置および積層コア製造方法
【課題】積層コアの厚さのばらつきを極力少なくすることができる積層コア製造装置および積層コア製造方法を提供する。
【解決手段】本発明の積層コア製造装置は、コア部材を積層して所定厚の積層コアを製造する積層コア製造装置であって、帯状部材からコア部材を打ち抜いて積層する打ち抜き積層手段と、打ち抜き積層手段によって積層されたコア部材の積層厚さを測定する測定手段と、測定手段によって測定された積層厚さに基づいて、打ち抜き積層手段を制御する制御手段を備えた。
(もっと読む)
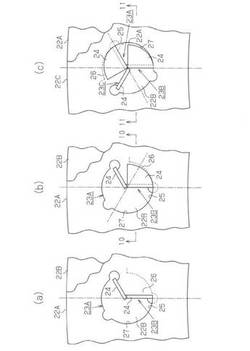
非磁性改質相を備える鋼材の製造方法
【課題】品質の安定を図った非磁性改質相を備える鋼材の製造方法を提供すること。
【解決手段】複数の鋼材1を重ね合わせた内部の空間20に改質金属30を入れ、一対の電極5により通電加圧することによって、改質金属30を周囲の鋼材1の一部とともに溶融して非磁性改質相を形成するものであり、改質金属30は、厚さをもった円形の部材であって、電極5の加圧方向寸法が空間20よりも大きく、加圧方向に直交する横方向寸法が空間20よりも小さく、その横方向周面に周方向に連続して凹凸部31が形成され、空間20内に改質金属30の位置決めを行うための突起部21が形成され、電極5による通電加圧の前に、空間20に改質金属30を入れて重ね合わせた鋼材1に回転を与え、その遠心力によって空間20内で移動させた改質金属30を、空間20内の突起21に当てることにより位置決めする工程を有する非磁性改質相を備える鋼材の製造方法。
(もっと読む)
積層コアの転積装置
【課題】積層ステーション内における積層鉄心を効率よく回転させて高速で製造できる積層コアの転積装置を提供すること。
【解決手段】積層ステーション51における下型7に、上部本体71、下部本体72を形成して、転積装置10を配置する。積層ステーション51で打抜いた積層鉄心Tの側面をダイ11で支持するとともに、最下段の積層鉄心Tの下面を背圧装置20の加圧受け部21で支持する。ダイ11にプーリを介して第1の回転駆動装置14に連結する。一方、転積装置10を構成する背圧装置20を、加圧受け部21、連結軸22、シリンダ装置23から構成する。連結軸22の外周面には、軸方向に沿ってスプライン(又はセレーション)Sを形成するとともに、第2の回転駆動装置25に連結して加圧受け部21を回転可能に構成する。
(もっと読む)
分布ギャップ電気チョーク
【課題】アモルファスコアを焼鈍してアモルファスコアに分布ギャップを形成する方法を提供する。
【解決手段】電気チョークは、分布ギャップを有する磁気コアを備えている。この磁気コアは、急速に固化した鉄基材の金属合金から構成されている。上記分布ギャップの構造は、アモルファス合金の部分結晶化を生じさせる焼き鈍し処理によって生成される。この焼き鈍し処理の結果として、磁気コアは、100乃至400の範囲の透磁率、低い鉄損(すなわち、100kHz及び0.1Tにおいて70W/kg未満)、及び、優れたDCバイアス挙動(少なくとも40%の初期透磁率が、3980A/mすなわち50OeのDCバイアス電界で維持される)を示す。
(もっと読む)
金属ガラス成形体とその製造方法
【課題】部品形状の自由度が大きく、低コストで、部品加工の際に割れの生じない金属ガラス成形体の製造方法を提供する。
【解決手段】本発明によれば、金属ガラスを主成分とする基材粒子を加圧成形して、内部に気孔が分散した加圧成形体を得る第1工程と、前記加圧成形体を金属ガラス成分が気孔に流動して生じる塑性流動速度以下の歪速度で加熱加圧成形して金属ガラス成形体を得る第2工程とを含む、金属ガラス成形体の製造方法が提供される。
(もっと読む)
1 - 20 / 70
[ Back to top ]