
Fターム[5E062AB01]の内容
コア、コイル、磁石の製造 (4,690) | 巻鉄心 (125) | 巻回 (28)
Fターム[5E062AB01]の下位に属するFターム
コイルへの巻回 (4)
材料の送出/張力の付与 (7)
Fターム[5E062AB01]に分類される特許
1 - 17 / 17
磁心およびその成形方法
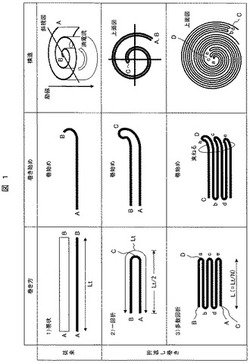
【課題】箔体を巻回して成形利用する磁心において、渦電流損失を低減させる簡便な成形法を提供する。
【解決手段】箔帯をその長手方向に折り返し、折り返し後の一方端から巻き始めて積層することで筒状体を得、該筒状体を前記箔帯の幅方向に励磁して使用される磁心
(もっと読む)
高電流薄型インダクタの製造方法

【課題】高電流薄型インダクタ及びその製造方法を提供すること。
【解決手段】高電流薄型インダクタであって、複数の巻きを有し、内側コイル端26と外側コイル端28を有する導電性のコイル24と、絶縁処理された粉末磁性鉄材と乾燥樹脂とから成る乾燥粉末混合物を前記導電性コイルの周りに圧縮することによって形成されたインダクタ本体14と、前記内側コイル端と外側コイル端を介してそれぞれ前記導電性コイルに接続され、前記インダクタ本体の外部に突出している第1導電性リード16及び第2導電性リード18とから成り、該インダクタ本体は、前記乾燥粉末混合物に2.54cm2(1in)当りほぼ15〜20tnの圧縮力を加えることによって形成されたものである。
(もっと読む)
トロイダル型コイル
【課題】トロイダル型コアにコイルの巻線を巻回する際の作業性を改善し、巻線の整列巻きをより簡便にかつ確実に行え、また、コイル形成後の巻線の位置ずれを抑制できるトロイダル型コイルを提供する。
【解決手段】巻線4aの巻始め位置Sを固定部に保持して巻線4aの巻回が行える。これにより、作業者が指もしくは治具を用いて巻線4aを巻始め位置Sで押さえる必要がなくなって作業が簡便となるとともに、巻線4aを固定部に保持して巻回を行えるのでより確実に巻線4aの整列巻きが行える。また、固定部を複数個所に設けることにより、コイルに円周方向の力が加わって巻線4aが位置ずれを起こしても、固定部に保持された巻線4aで位置ずれがストップするため、巻線4aの位置ずれに起因する性能の変化を最小限に抑えることができる。
(もっと読む)
巻鉄心の内径調整装置及びその内径調整方法
【課題】巻鉄心の内径を比較的容易に調整する。
【解決手段】巻鉄心の内径調整装置10は、互いの間隔を拡げることにより円環状の巻鉄心11を内周において支持可能な複数の支持片14を有する内周支持装置12と、互いの間隔を縮めることにより巻鉄心の外周に当接可能な複数の接触片24を有する外周把持装置21と、複数の接触片が巻鉄心の外周に当接した外周把持装置21を巻鉄心の中心軸を回転中心として正転又は逆転させる把持装置回転手段31とを備える。巻鉄心の内径を計測する内径センサ38と、内径センサ38の検出出力に基づいて把持装置回転手段31を制御するコントローラ41とを備えることが好ましい。
(もっと読む)
リアクトル装置及びその製造方法
【課題】アモルファス材で製作したリアクトル装置はアモルファス材に掛かる応力が原因で起こる磁性劣化やフリンジングによる鉄損悪化が著しい。
【解決手段】鉄心の脚部、ヨーク部を巻鉄心で構成する。ヨーク部は楕円形の巻鉄心を使用し、鉄心の脚部は巻鉄心を積み重ねることでリアクトル装置を製作する。インダクタンスの調整は焼鈍による鉄心特性の調整と脚部間にギャップを設けることで調整する。本リアクトル装置の固定方法は巻鉄心の中心部に空洞を作り、その空洞にスタッド、もしくはスタッドと同じ役割をする棒を通し、上下締め金具と連結させることで行う。
(もっと読む)
巻鉄心製造装置
【課題】薄板で長尺物の材料を高速で送り出し切断した後、所定長さ、所定枚数を所定のずらし寸法ずつ長手方向に位置をずらしながら、水平に積み上げ、複数枚を重ね合わせ、高速動作においてもジャムの発生を激減することができる巻鉄心製造装置を提供する。
【解決手段】長尺の薄板6を所定寸に切断し、所定ピッチでずらして積層し、鉄心状に成形する巻鉄心製造装置において、切断した薄板6を把持しながら搬送速度で移動する補助ハンド1、2を有する。補助ハンド1、2は、薄板6の両サイドに1個ずつ設け、一の補助ハンド1が搬送方向への送り動作を行う際に、他の補助ハンド2は把持せずに戻し動作を行う。
(もっと読む)
巻磁心およびその製造方法
【課題】 シリカなどの非磁性の微粉末を使用せず、安価で取扱いに優れた量産性を有する巻磁心とその製造方法を提供する。
【解決手段】 非晶質合金薄帯を巻き回した巻磁心であって、前記非晶質合金薄帯の層間には樹脂からなる絶縁層を有するとともに、前記絶縁層の部分で前記非晶質合金薄帯同士が固着していないことを特徴とする。前記絶縁層は前記非晶質合金薄帯の2〜10層毎に形成することが好ましい。樹脂として熱硬化性の樹脂もしくはポリシロキサン系の樹脂を用いることが好ましい。
(もっと読む)
アモルファス金属連続磁路型変圧器及びその製造方法
三相変圧器コアにおいて、アモルファス金属ストリップは、結合されてフレームになるリングになるように巻かれると共に、巻管を使用して脚に変圧器巻線を巻き付けるのを容易にするために、4つよりも多い辺を有する脚断面を有するコアを画定するために組み立てられている。上記アモルファス金属層は、お互いに対して固定され、上記コアは、樹脂、上記アモルファス金属コアに含まれるケイ素鋼層を使用して、又は、バンド掛け装置又は結束装置を使用することによって、さらに剛なものになる。  (もっと読む)
(もっと読む)
巻鉄心巻回用巻枠
【課題】複雑な拡縮機構を用いることなく、種々の寸法の巻鉄心に対応することができるようにした巻鉄心巻回用巻枠を提供する。
【解決手段】巻回すべき巻鉄心の内、内径が最小である最小巻鉄心に適合した外径寸法を有する基準巻枠12と、最小巻鉄心よりも内径が大きい巻鉄心を製造する際に基準巻枠12の外周に当接されて基準巻枠に着脱可能に取り付けられる巻枠アタッチメント13とを備えている。基準巻枠12は、外周寄りの部分に溝部41aを有する基準巻枠本体41と、基準巻枠本体の溝部内で基準巻枠本体の径方向に変位し得るように設けられた巻枠可動部42と、巻枠可動部42を鉄心支え位置に固定する可動部固定機構とを備えている。巻枠アタッチメント13は、基準巻枠本体の外周に固定される第1のアタッチメント61と、巻枠可動部42の外周に固定される第2のアタッチメント62とからなっている。
(もっと読む)
巻鉄心の製造方法及び製造装置
【課題】アモルファスシート材料の幅方向端部に生じている板厚偏差による悪影響を排除して迅速・容易に巻鉄心を製造すること。
【解決手段】アモルファスシート素板を複数枚重ね合わせてなるアモルファスシート材料を所定の長さ寸法に切断する切断装置と、前記所定長さ寸法に切断したアモルファスシート材料を所定層数巻回して巻鉄心を形成する巻板装置との間に、切断装置により所定長さ寸法に切断されたアモルファスシート材料を、所要数積層することにより鉄心素板を形成するとともに、前記鉄心素板を長さ方向に所定寸法ずつずらしながら階段状に所要数段積することにより積層体ブロックを形成する段積装置と、前記段積装置により形成した積層体ブロックを反転させずにそのままの状態、あるいは、180°反転させた状態で交互に巻板装置へ搬送する反転搬送装置とを配置し、更に、前記反転搬送装置、または、前記巻板装置のいずれかに、前記積層体ブロックを巻板装置側へ搬送する搬送ラインを切換えるライン切換手段を備えて構成した
(もっと読む)
巻鉄心製造装置
【課題】薄板で長尺物の材料を高速で送り出し切断した後、所定長さ、所定枚数を所定のずらし寸法ずつ長手方向に位置をずらしながら、水平に積み上げ、複数枚を重ね合わせ、高速動作においてもジャムの発生を激減することができる巻鉄心製造装置を提供する。
【解決手段】長尺の薄板6を所定寸に切断し、所定ピッチでずらして積層し、鉄心状に成形する巻鉄心製造装置において、切断した薄板6を把持しながら搬送速度で移動する補助ハンド1、2を有する。補助ハンド1、2は、薄板6の両サイドに1個ずつ設け、一の補助ハンド1が搬送方向への送り動作を行う際に、他の補助ハンド2は把持せずに戻し動作を行う。
(もっと読む)
小形電源トランス
【課題】 電磁鋼板として最高性能を有する6.5%方向性けい素鋼板の特性を小形電源トランスに応用することを目的とし、鉄芯材料と鉄芯成形方法および巻き線方法について新たな手法を創出して具体化し、高効率高性能な量産用小形電源トランスを最適なコストで供給可能とすることを課題とする。
【解決手段】 鉄芯の材料に浸珪添加処理を施した電磁鋼線を使用し、束の断面積が概略円形となるように電磁鋼線を巻き取った後に二本の直線部分を有した長円形状に成型し、その直線部分を挟み込んで回転可能とした二分割構造の回転ボビンを使用して巻き線加工を行う。
その回転ボビンの両端には輪転歯車を備え、対する駆動歯車を輪転歯車の周囲3カ所以上配置して3点接円の条件を作り、回転ボビンを空間の仮想回転軸上で回転させてコイルの巻き線加工を行う。
鉄芯の直線部分は、回転ボビンの仮想回転軸に沿って配置され、直接の回転軸には成らない方法でコイルの巻き線加工を行う。
(もっと読む)
アモルファス変圧器及び絶縁紙製造機
【課題】 焼鈍後の巻鉄心端部を紙などで包み込む際、包み込む紙、及び、固定用のテープを一体として供給できるようにしたことと、巻鉄心の厚さ(図15のW1)に合わせ事前に折り目をつけ、折り返し長さを最小にしたことと、供給幅を標準化し管理を容易にしたアモルファス変圧器及び絶縁紙製造機を提供する。
【解決手段】 アモルファス磁性合金鋼の薄帯の積層体からなり、継鉄部と脚部を有し、継鉄部に接合部が設けられたほぼ矩形上の巻鉄心3と、巻鉄心3の少なくとも一方の脚部に嵌められた巻線5とを備えたアモルファス変圧器において、巻鉄心3は、積層体からなり、積層体の側面の幅にほぼ合わせた間隔の折り目を有し、かつ、折り返し部長さが所定長さの絶縁紙3の複数枚で、積層体の側面を押える。
(もっと読む)
鉄心製造方法及び鉄心の製造装置
【課題】寸法精度の良好な鉄心と、安価で、精度のよい圧延曲げ装置を得ること。
【解決手段】帯状薄板を螺旋状に積層して形成されたリング状の回転電機の鉄心において、外周面上に周期的な切欠きを有し、切欠きの深さは、加工時に圧延される幅より小さい。鉄心の製造装置は、板厚測定装置、入口ガイド、圧延ロール装置、拘束治具、及び曲率測定装置を有し、板厚測定装置によって測定された板厚及び/又は曲率測定装置によって測定された曲率に基づいて、入口ガイド、圧延ロール装置及び拘束治具の少なくとも1つ以上の位置制御を行う。
(もっと読む)
電子装置の製造方法
【課題】 高周波電力増幅装置の低コスト化を図る。
【解決手段】 電力増幅機能部を有する電子装置の製造方法であって、
(a)巻き付け治具に線材を巻き付け、螺旋形状部を形成する工程と、
(b)前記線材の一部を切断し前記螺旋形状部を前記線材から分離する工程と、
(c)前記螺旋形状部から前記巻き付け治具を抜き取り、空芯コイルを形成する工程と、
(d)前記工程(c)の後、前記空芯コイルを配線基板上に実装する工程と、
を含み、
前記工程(c)と(d)の間に、複数の前記空芯コイルが絡み合う状態で備蓄することがない。
(もっと読む)
コイル装置及びその製造方法
【課題】鉄心に線材を巻回した構成のコイル装置及びその製造方法に関し、小型で、組立性が良好なコイル装置及びその製造方法を提供することを目的とする。
【解決手段】鉄心と、鉄心に巻回される線材と、鉄心の一端に装着され、線材の端部が巻回されるとともに、線材を外部に導出する外部リード線が接続される巻回部を有する接続手段とを有することを特徴とする。
(もっと読む)
バルク非晶質金属製の誘導デバイス
バルク非晶質金属誘導デバイス(1)は、中にエアギャップを有する磁気回路を形成している少なくとも低損失バルク強磁性非晶質金属製の磁気の構成部品(2、3)を有する磁気コアを備えている。このデバイスは、1つまたは複数の電気巻線(25、27)を有しており、電子回路における変圧器若しくは誘導子として使用することができる。構成部品(2、3)は、多面体形部品を形成するべく互いに結合された同様の形状の複数の非晶質金属製の条片層(102)を備えている。このデバイスはコア損失が小さく、例えば5kHzの周波数で0.3Tのピーク誘導レベルまで励磁された場合のコア損失がせいぜい約12W/kgであるため、1kHz以上の周波数のスイッチモードで動作する電力調節回路における適用品にとりわけ有用である。構成部品は、切断ステップと、積重ねステップと、位置決めステップと、接着剤を使用して層状構造を互いに結合するステップとを含む過程によって製造される。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]