
Fターム[5F061DB00]の内容
半導体又は固体装置の封緘、被覆の形成 (9,309) | 成形装置の制御、自動化 (117)
Fターム[5F061DB00]の下位に属するFターム
成形条件の制御(温度、圧力等) (79)
多工程の連続自動化 (18)
Fターム[5F061DB00]に分類される特許
1 - 20 / 20
樹脂塗布装置および樹脂塗布方法
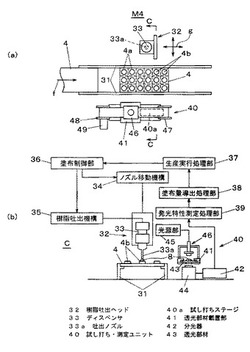
【課題】LEDパッケージ製造システムにおいて、個片のLED素子の発光波長がばらつく場合にあってもLEDパッケージの発光特性を均一にして、生産歩留まりを向上させることができる樹脂塗布装置および樹脂塗布方法を提供する。
【解決手段】LED素子を蛍光体を含む樹脂によって覆って成るLEDパッケージの製造に用いられる樹脂塗布において、樹脂8を発光特性測定用として試し塗布した透光部材43を光源部を備えた透光部材載置部41に載置し、光源部から発光された励起光を透光部材43に塗布された樹脂8に照射することによりこの樹脂8が発する光の発光特性を発光特性測定処理部39によって測定した測定結果と予め規定された発光特性との偏差を求め、この偏差に基づいて実生産用としてLED素子に塗布されるべき樹脂の適正樹脂塗布量を導出する。
(もっと読む)
樹脂封止装置

【課題】比較的大容量で樹脂特性が同一若しくは異なる多様なワークに応じた最適な条件でトランスファ成形を行うことが可能な汎用性の高い樹脂封止装置を提供する。
【解決手段】マルチプランジャユニット16は、ワークに応じて少なくとも下型用ポット14内の樹脂を第1のタイミングで送り出す下型プランジャ14aとそれより遅い第2のタイミングで上型用ポット15内の樹脂を送り出す上型のプランジャ15aを駆動するプランジャ駆動部17を備えている。
(もっと読む)
樹脂の管理方法及び樹脂封止装置
【課題】樹脂封止工程において複雑な工程を経ても、例えば時間を含めて樹脂の品質管理を可能とする。
【解決手段】基板102上に配置された複数の半導体チップを樹脂封止するために用いられる樹脂104の管理方法において、前記基板102には該基板102を特定するための基板IDが付与されると共に、平面視において該基板102が複数の区画に分割され、前記樹脂104には該区画に対応した樹脂IDが個々に付与され、前記樹脂封止のための各工程毎に、該樹脂104に関わる情報を個々の樹脂IDと関連付けて管理する。
(もっと読む)
半導体装置の製造方法
【課題】圧縮モールド方式の場合、封止体を形成するために、粉末状樹脂を、金型をクランプする前に、キャビティに投入する。しかし、金型は通常、封止時の温度に加熱・保持されており、この熱の影響で、キャビティに投入された樹脂の硬化が始まってしまう。これは、粉末状樹脂をフィルム上にあらかじめ供給した場合も同じである。
【解決手段】本願発明は、一括封止方式により有機配線基板上の複数の半導体チップを上下金型を含むモールド金型を用いた圧縮モールド法により、レジン封止する半導体装置の製造方法において、封止用レジン材料をあらかじめ離型フィルム上に供給し、その後、上下金型間の間隔を狭めた状態で、離型フィルムの封止用レジン材料が供給された部分を下金型にセットするものである。
(もっと読む)
基板加熱装置、それを備える液体材料塗布装置および基板加熱方法
【課題】塗布作業の前後を通じて、半導体チップの載置された基板の温度変化を小さくし、接続部の破壊を防ぐことができる基板加熱装置、それを備える塗布装置および基板加熱方法の提供。
【解決手段】一の方向に搬送され、搬送の途中でその上に配置されたワークに対し塗布作業が行われる基板を下方から加熱するための基板加熱装置であって、前記基板の底面に当接し、基板を加熱する平らな上面、および、該上面に形成され、前記基板の底面に加熱用気体を噴出する噴出用開口を具備する加熱部材と、加熱部材を昇降させる昇降機構と、を備えることを特徴とする基板加熱装置、それを備える液体材料塗布装置および基板加熱方法。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】樹脂の計量や予備成形に要する時間が装置のサイクルタイムに与える影響を低減する。
【解決手段】平面的に異なる位置に複数配列された半導体チップ152を1つのキャビティ106内に配置して、該キャビティ106内に予備成形樹脂を供給した上で圧縮成形する樹脂封止方法であって、平面的に組み合わせることで予備成形樹脂とするための樹脂個片160の集合162であって、少なくとも2種類以上の容量が揃えられた樹脂個片160の集合162を予め準備する工程と、該準備された樹脂個片160の集合162の中から、所定の情報に従って特定の樹脂個片群164を選択的に抽出して平面的に組み合わせ、仮置きする工程と、該仮置きした樹脂個片群164をその組み合わせ関係を保ったままでキャビティ106に供給する。
(もっと読む)
フリップチップ半導体装置の製造方法と製造装置
【課題】リッドレスであり信頼性の高いフリップチップ構造の半導体装置の製造方法と製造装置を提供する。
【解決手段】基板と半導体チップとの隙間にアンダーフィル樹脂が充填された半導体装置の製造方法は、前記隙間に第1の塗布条件でアンダーフィル樹脂を注入する第1注入工程と、前記半導体チップの側面に形成されたアンダーフィル樹脂のフィレット高さが所定の基準に満たない箇所を特定する特定工程と、前記フィレット高さが所定の基準に満たない箇所に対して第2の塗布条件でアンダーフィル樹脂を注入する第2注入工程とを有する。フィレット高さが所定の基準に揃えられるため、応力の集中が避けられ、リッドレスであり信頼性の高いフリップチップ構造の半導体装置を製造することが可能となる。
(もっと読む)
樹脂封止装置
【課題】作業者による各モジュール(異なる種類の作業を行うモジュール)間の動作条件の調整作業を簡略化する。
【解決手段】異なる種類の作業を行う複数のモジュールを有し、該複数のモジュールのうち少なくとも2つのモジュールが夫々選択的な動作条件を有する樹脂封止装置100であって、この選択的な動作条件を有する少なくとも2つのモジュール夫々に相当するアイコン、および、当該アイコンに相当する前記モジュールが有する動作条件の両方を表示可能な単一のモニタ画面190と、このモニタ画面190に表示されるアイコンを選択可能な選択手段と、を備え、該選択手段によりアイコンを選択することにより、対応する動作条件を対応関係を保ちつつ表示する。
(もっと読む)
半導体装置の製造方法及び樹脂封止装置
【課題】半導体装置の生産性を向上させる。
【解決手段】本発明の半導体素子を封止する半導体装置の製造方法は、第1の金型内に、前記半導体素子を搭載した支持基板を載置し、前記支持基板の少なくとも一部を前記第1の金型に固定する。次に、前記第1の金型と、複数に分割された第2の金型とを段階的に型締めする。そして、前記第1の金型並びに前記第2の金型の型締めによって形成されたキャビティ内に樹脂を充填する。これにより、半導体装置の生産性を向上させることのできる半導体装置の製造方法が実現する。
(もっと読む)
樹脂封止装置
【課題】撮像カメラに対する吐出ノズルのキャリブレーションを高精度に実現できる樹脂封止装置を提供すること。
【解決手段】撮像カメラ(4)で撮像したチップ(C)の画像に基づいて、チップと吐出ノズル(61)とのアラインメントを行い、このアラインメントの後に、吐出ノズルからチップと基板との間隙に封止用の樹脂(R)を吐出することで樹脂封止を行うように構成された樹脂封止装置(1)において、吐出ノズルと撮像カメラの配置可能範囲内の下方に設けられ、所定の水平距離(L0)を隔てて反射面を対向配置させた一対のプリズム(81,82)と、一対のプリズムのうち一方のプリズム(81)の上方に吐出ノズルを配置し且つ他方のプリズム(82)の上方に撮像カメラを配置した状態で、撮像カメラにより撮像した吐出ノズルの画像に基づいて、撮像カメラと吐出ノズルとのキャリブレーションを行う制御手段(9)とを備える。
(もっと読む)
樹脂モールド金型とこれを用いた樹脂モールド装置
【課題】マルチポット形式の樹脂モールド金型を備えた樹脂モールド装置で、不良品が形成された樹脂路における不要樹脂体の特定を可能とし、金型の不都合点を特定して不良の原因究明を可能にする樹脂モールド金型およびこれを用いた樹脂モールド装置を提供する。
【解決手段】ポット12を介して金型部材に装着されたプランジャ14によって樹脂モールド時に圧送された樹脂30を通過させてキャビティ18に供給する樹脂路11が略同一の形状に複数構成されて、圧送された樹脂30が樹脂路11で硬化して不要樹脂体20が形成されるとともに樹脂路11を介して供給された樹脂30がキャビティ18で硬化して成形品が形成される樹脂モールド金型10であって、不要樹脂体20に対して互いに異なる表示内容の不要樹脂体識別子12Z,14Zを付与する識別子付与部12A,14Aが樹脂路毎に設けられていることを特徴とする。
(もっと読む)
樹脂封止装置および樹脂投入方法
【課題】樹脂を金型に投入するための樹脂投入機構が、誤って投入すべき樹脂を持ち帰っていないかを検知する。
【解決手段】対向して配置された上金型102、下金型104と、該金型間に進入可能とされ保持する樹脂シート150を下金型104に対して投入する樹脂投入機構120を備えた樹脂封止装置100であって、樹脂投入機構120が金型間から退避する途中または退避後に、樹脂投入機構120による樹脂シート150の保持/非保持を検知する検知機構144を備える。
(もっと読む)
樹脂封止装置
【課題】基板単位で迅速に半導体チップの積層高さを検出し、必要量の樹脂を算出する。
【解決手段】基板1上の複数箇所に積層された半導体チップ積層体を一括して樹脂にて封止する樹脂封止装置であって、半導体チップ積層体のうち、不良半導体チップ積層体の基板1上の位置情報を取得する位置情報取得手段と、該位置情報取得手段が取得した位置情報に基づいて、不良半導体チップ積層体のみの積層高さを検出する高さ検出器3と、高さ検出器3の検出結果を、樹脂量の算出に反映させる。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】封止のために必要な樹脂量をより正確かつ簡易に算出し、品質の高い樹脂封止を行なう。
【解決手段】基板200上にマウントされた半導体チップ202を樹脂にて封止する樹脂封止方法であって、所定の密閉空間M内に半導体チップ202がマウントされた基板200を配置する配置工程と、密閉空間Mに存在する気体を第1の状態から第2の状態へと変化させる状態変化工程と、前記状態変化工程により変化した変化分を計測する計測工程と、計測された前記変化分から金型内に投入する樹脂量を算出する算出工程と、を経て樹脂封止を行う。
(もっと読む)
樹脂封止装置
【課題】生産効率の向上を図ることのできる樹脂封止装置を提供すること。
【解決手段】基板KAを略水平に保持する基板ステージ2Aと、基板に搭載された搭載チップを撮像する撮像カメラ4aと、撮像カメラを略水平方向に駆動するカメラ駆動部5aと、搭載チップに封止用樹脂を塗布する樹脂吐出ノズル61aを備えたディスペンサ6aと、ディスペンサを略水平及び垂直方向に駆動するディスペンサ駆動部7aと、撮像カメラが搭載チップを撮像することで取得した搭載チップCの位置情報に基づいて、樹脂吐出ノズルによる搭載チップへの樹脂吐出位置が適正位置となるようにディスペンサ駆動部を制御する制御装置9とを備え、制御装置は、撮像カメラによる第1の搭載チップCB8の撮像動作と、ディスペンサによる第2の搭載チップCA6への塗布動作とを並行処理にて行うように、カメラ駆動部とディスペンサ駆動部とを動作制御するように構成される。
(もっと読む)
樹脂封止装置
【課題】使用する金型毎に「型当り」の微調整を可能とし、更に、当該微調整を下型側にて行うことを可能とする。
【解決手段】上下金型112、114内で基板116を樹脂にて封止する樹脂封止装置であって、下金型114表面の少なくとも一部が、独立した下チェイス114Aで構成され、下金型114側に付設され、下チェイス114A全体の型締め方向の位置を補正可能な金型位置補正機構Aと、該機構Aが型締め開始時に取るべき型締め方向の最適位置の指標を検出可能な最適位置検出機構Bと、該最適位置検出機構Bによって検出された最適位置の指標に基づいて、金型位置補正機構Aを最適位置に対応する位置にまで駆動する駆動機構Cと、を備え、更に、金型位置補正機構に対する下チェイス114Aの型締め方向の位置を部分的に微調整可能な複数のピラー136とシム138を備える。
(もっと読む)
樹脂封止金型の型開き方法
【課題】型開き時における樹脂の変形等を防止する。
【解決手段】上金型1と、上金型1に対向して配置される下金型2と、該下金型2側に配置され樹脂11を収容可能な樹脂ポット10と、樹脂ポット10内の樹脂11を押圧可能なプランジャ14と、を備え、可動部3がバネ6に支持されることにより型締め時に上金型1側から基板4を介して付与される押圧力に応じて沈み込むことが可能な樹脂封止金型の型開き方法であって、プランジャ14によって樹脂ポット10内の樹脂11を所定の圧力で押圧したままで、上金型1と下金型2とを型開きする。
(もっと読む)
樹脂計量装置
【課題】樹脂供給装置における樹脂の供給量を安定させる。
【解決手段】樹脂の供給量を調整する機能及び前記樹脂を所定の場所に搬送・供給する機能の双方の機能を有する樹脂供給量制御手段110と、樹脂供給量制御手段110により供給される前記樹脂の樹脂量を計量可能な電子天秤112とを備えた樹脂供給装置100であって、電子天秤112により計量された前記樹脂が規定量を超えた場合に、当該規定量を超えた樹脂量に基づいて、次回の樹脂供給量を減じる減算手段を備えて構成する。
(もっと読む)
ポッティング装置
【課題】ポッティング装置に停電等のトラブルが発生し、検出結果に関する情報が失われてしまった場合であっても、直ちに、半導体チップの検出を再開することができるポッティング装置を提供すること。
【解決手段】搬送される基板(テープ状基板2)に実装されている電子部品(半導体チップ4)と基板(テープ状基板2)とに、ポッティング材を塗付するポッティング装置5,13であって、ポッティング材の塗付を行う前に、基板(テープ状基板2)上の電子部品(半導体チップ4)の有無を検出し、この検出結果に基づき、ポッティング材の塗付を行うかどうかの判断を行うポッティング装置5,13において、電子部品(半導体チップ4)の有無を検出する検出手段(カメラユニット15)を、ポッティング材の塗付位置に配設し電子部品(半導体チップ4)の有無の検出を行う。
(もっと読む)
樹脂封止装置及び半導体装置の製造方法
【課題】樹脂封止工程の際に、樹脂バリの発生を抑制する樹脂封止装置及び半導体装置の製造方法を提供することを目的とする。
【解決手段】上金型2と下金型3との当接面には半導体チップが配置されるキャビティ4が形成されている。また、樹脂を投入するポット7とキャビティ4、各キャビティ4間はゲート9やランナ10によって連通している。上金型2または下金型3を貫通し、ポット7,キャビティ4,ゲート9,ランナ10を含む樹脂が流れる領域(樹脂流路)とは直接連通しない箇所で金型外部から当接面に至る貫通孔11を設ける。
(もっと読む)
1 - 20 / 20
[ Back to top ]