
Fターム[5H004HA06]の内容
フィードバック制御一般 (10,654) | 制御量の種類 (1,038) | 厚さ、間隙 (11)
Fターム[5H004HA06]に分類される特許
1 - 11 / 11
プロセス制御の操作量プリセット方法
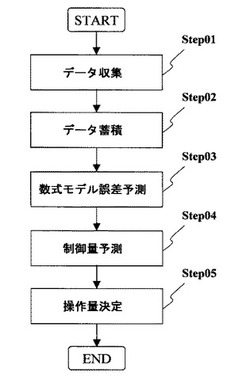
【課題】数式モデルによる予測と過去データとの類似性に応じた予測を切替えて使用する場合であっても、制御応答に急激な変化のない、安定した操作量設定を行うことができるプロセス制御の操作量プリセット方法を提供することを課題とする。
【解決手段】対象プロセスを表す数式モデルの入・出力値、および出力値と対象プロセスの実績値との誤差を収集するデータ収集ステップと、複数のデータを逐次蓄積するデータ蓄積ステップと、制御しようとする操業条件に対応した入力値と類似した入力値を有するデータを蓄積したデータ群から抽出したデータを用いて、前記数式モデルの出力誤差を予測する数式モデル誤差予測ステップと、前記数式モデルの出力誤差を加算あるいは乗算して、制御量の予測値とする制御量予測ステップと、前記制御量の予測値が所望の制御量と一致するように操作量を決定する操作量決定ステップとを有する。
(もっと読む)
制御装置及び制御方法

【課題】一方の測定器から他方の測定器へ切り替えられた場合においても、測定値を突然変化させることなく熱間圧延装置の制御を適切に継続する。
【解決手段】第1のプロセス値として測定するマルチゲージ123(第1の測定部)と、第2のプロセス値として測定する平坦度計127(第2の測定部)と、マルチゲージ123(第1の測定部)の異常を検出する異常検出部12と、プロセス情報を記憶するプロセス情報記憶部2と、第2のプロセス値を補正するための学習項Zを算出する学習項算出部13と、学習項Zを記憶する学習項記憶部3と、補正板幅値(補正プロセス値)を生成する補正部14と、異常が検出された時点以前における第1のプロセス値と、異常が検出された時点以降における補正板幅値(補正プロセス値)とを選択する選択部15と、選択されたプロセス値及び補正プロセス値に基づいて、圧延ラインの制御を行う機器制御部16とを備える。
(もっと読む)
路面を塗布するシステム及び方法
【課題】より高品質の作製路面をより確実に得られるように、路面を塗布する既知のシステム及び方法を改善する。
【解決手段】路面を塗布するシステムは、1つ又は複数の調整パラメタを其々有する複数の操作部品9と、そこから調整パラメタを操作部品9に伝達する開ループ制御装置17を備える。本発明によるシステムは、測定量22を考慮に入れて、少なくとも1つの指定した目標値26を得るために、最適調整パラメタ18を決定し、複数の最適調整パラメタ18を提示する命令データセットを生成し、複数の最適調整パラメタ18を提示する当該命令データセットを開ループ制御装置17に伝達するように構成する閉ループ制御システム25を特徴とする。また、本発明は、路面を塗布するシステム、特に道路仕上げ機を制御する方法にも関する。
(もっと読む)
油圧圧下制御装置、油圧圧下制御装置の調整方法及び制御プログラム
【課題】
装置の稼働率を大きく損なうことなく、好適な制御応答が得られるような調整を行うことが可能な油圧圧下制御装置を提供すること
【解決手段】
油圧シリンダー11におけるピストンの位置の実測値を取得し、指令値及び実測値に基づいて油圧を制御する油圧圧下制御装置2と、油圧圧下制御装置2の制御ゲインを調整する制御ゲイン調整装置と、圧延機の動作状態を判断する圧延機状態判別部5とを含み、制御ゲイン調整装置4は、制御ゲインの調整を実行する際、圧延機が予め定められた所定の状態である場合、記憶されている周波数で位置指令値が振動する調整用信号を油圧圧下制御装置2にに対して出力し、調整用信号及び調整用信号に対する実測値に基づいて制御ゲインを調整することを特徴とする。
(もっと読む)
予測装置、予測方法およびプロセス制御システム
【課題】次回の処理結果の予測精度を向上させ、プロセス状態の急激な変化に迅速に追随させて制御精度を向上させる。
【解決手段】測定値取得部13によって取得された測定値データ保存部11の処理結果の測定値と、予測値データ保存部12の予測値とを用いて、平滑化定数算出部14が指数加重移動平均モデルに適用させる平滑化定数が算出され、リセット判定部15によって測定値データ保存部11のデータの削除が判定されて、データを削除する場合は、リセット部16が測定値データ保存部11の最新の測定値以外のデータを削除し、データを削除しない場合は、予測値算出部17が指数加重移動平均モデルに平滑化定数と測定値とを適用して予測値を算出するようにする。
(もっと読む)
磁気浮揚の負減衰補正のための制御システム及び方法
磁気浮揚制御システム(100)は、電磁石と台との間の間隙を測定し間隙測定信号を生成するセンサー(106)を有する。間隙フィルター(112)は、間隙測定信号を受信し、間隙測定信号と補正動作との間の遅延を推定し考慮する位相進み信号を生成する。推定ブロック(114)は、位相進み信号を受信し、負の剛性と負減衰の効果が制御システム内で補正されるように位相進み信号に従って補正動作を提供する。  (もっと読む)
(もっと読む)
製紙機械におけるキャリパ・プロファイル不良回復装置及び方法
製紙機械におけるキャリパ・プロファイル不良回復装置及び方法は、プロセス制御システム(100)において、1つ以上のアクチュエータ(114〜136)について1つ以上の設定点変更を決定するステップを含む。1つ以上の設定点変更を決定するステップは、第1動作モードで動作しているときは設定点変更を増大させるか又はその頻度を高めるステップと、第2モードで動作しているときには設定点変更を減少させるか又はその頻度を低めるステップとを含む。また、1つ以上の設定点変更を前記1つ以上のアクチュエータ(114〜126)に出力するステップも含む。更に、平半紙(108)が破断し、製紙機械(102)に掛け直した後に、第1モードに入るステップも含むことができる。また、(i)第1モードに入って以来指定の時間量が経過した後、又は(ii)第1モードに入り、平半紙(108)のキャリパ・プロファイルが、所望のキャリパ・プロファイルの指定閾値以内となった後に、第2モードに入るステップを含むことができる。 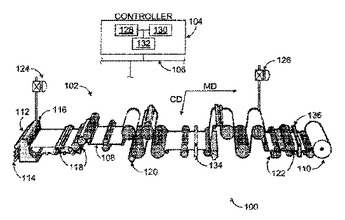 (もっと読む)
(もっと読む)
制御パラメータ決定方法及び装置
【課題】 FF+PID制御を行いオーバーフローすることなく迅速に目標値に達成するための制御パラメータを求めることのできる制御パラメータ決定装置を提供すること
【解決手段】 初期操作量ゲイン学習部3は、操作量を複数の区分に分割し、実際の制御中に取得した操作量以下の区分の存在時間を求め、閾値以上の存在時間の区分の中で最も大きい区分の操作量の下限値を求める。FFゲイン学習部4は、目標値に達した際の操作量と、制御終了時の操作量に基づいてFFゲインを求める。そして、初期操作量ゲインは、上記求めた下限値に最大操作量を掛けたものを目標値で割って得られた値と、FFゲインを比較し、大きい値を初期操作量ゲインに決定する。これにより、FF+PID制御するコントローラにおける初期操作量ゲインとFFゲインを設定する。
(もっと読む)
調整された横方向および縦方向制御のためのモデル予測制御装置
1枚の材料シートを製造するためのシート製作機における縦方向MDおよび横方向CDアクチュエータの調整された制御のためのプロセスが開示される。本プロセスは、シート測定データを収集するために規則的な間隔で複数のシート特性を測定することを含む。シート測定データは、複数のシート特性測定値配列を確立するために処理され、その配列は、次いで、共通解像度にマップされる。共通解像度シート特性測定値配列は、1つのより大きい1次元共通解像度測定値配列へと結合される。共通解像度測定値配列およびアクチュエータ設定値の過去の変更配列は、抄紙機プロセス・モデル状態オブザーバへの入力として使用されて、シート製造プロセスの推定される現在の内部状態が生成される。複数の未来のシート特性目標配列は結合されて、1つの目標配列となる。ウェブ製造プロセスの推定される現在の内部状態配列、および抄紙機プロセス・モデルは、シート特性の未来の予測配列を生成するために用いられる。シート特性の未来の予測配列と、目標配列と、オブジェクト関数の重みと、最後のアクチュエータ設定値と、ハード制約とが、オブジェクト関数に入力され、その関数を解くことによりシート製作プロセスの調整されたMDおよびCD制御のためのアクチュエータ設定値の最適な変更を得ることができる。 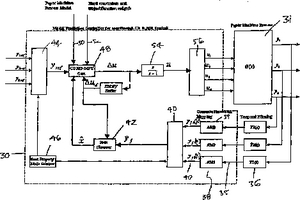 (もっと読む)
(もっと読む)
制御装置および制御方法
【課題】 制御仕様や条件が変動する制御対象に対してモデルベースの制御を行
う場合に、モデルの精度が悪いと制御結果が悪くなる問題を解決し、制御精度を
向上させることにある。
【解決手段】 所望の制御量に対応した第1の制御指令150に対して、これを
適切に補正するための補正量算出手段120を設け、補正量算出手段120は第
1の誤差(制御誤差)152と第2の誤差(モデル誤差)を分離して算出し、そ
れぞれに対応した第1の補正量156と第2の補正量157をそれぞれ第1のゲ
イン155と第2のゲイン154を介して計算し、第1と第2の補正量を加算し
た補正量157’によって第1の制御指令を補正して第2の制御指令151を求
め、この第2の制御指令と制御モデル140を用いて操作量算出手段130によ
って操作量153を算出し、制御対象170を制御する。
(もっと読む)
幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置
【課題】 銘柄毎に操作端と測定点の位置対応関係を測定して切り換えていたが手間がかかり、また操業中に位置対応関係がずれるとステップ応答を測定して再度位置対応関係を測定しなければならず、品質管理上問題があった。
【解決手段】 操作端の操作量をプロセスモデルに入力し、このプロセスモデルと測定プロファイルの偏差が最小になるようにプロセスモデルの位置対応関係、干渉幅、プロセスゲインを修正し、またこの位置対応関係を、操作量を出力する幅方向制御器に設定するようにした。操業中に逐次位置対応関係を最適値に修正できるので、位置対応関係がずれても制御性が悪化することがなくなり、かつ銘柄毎に位置対応関係を測定して切り換える手間がなくなる。
(もっと読む)
1 - 11 / 11
[ Back to top ]