
幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置
【課題】 銘柄毎に操作端と測定点の位置対応関係を測定して切り換えていたが手間がかかり、また操業中に位置対応関係がずれるとステップ応答を測定して再度位置対応関係を測定しなければならず、品質管理上問題があった。
【解決手段】 操作端の操作量をプロセスモデルに入力し、このプロセスモデルと測定プロファイルの偏差が最小になるようにプロセスモデルの位置対応関係、干渉幅、プロセスゲインを修正し、またこの位置対応関係を、操作量を出力する幅方向制御器に設定するようにした。操業中に逐次位置対応関係を最適値に修正できるので、位置対応関係がずれても制御性が悪化することがなくなり、かつ銘柄毎に位置対応関係を測定して切り換える手間がなくなる。
【解決手段】 操作端の操作量をプロセスモデルに入力し、このプロセスモデルと測定プロファイルの偏差が最小になるようにプロセスモデルの位置対応関係、干渉幅、プロセスゲインを修正し、またこの位置対応関係を、操作量を出力する幅方向制御器に設定するようにした。操業中に逐次位置対応関係を最適値に修正できるので、位置対応関係がずれても制御性が悪化することがなくなり、かつ銘柄毎に位置対応関係を測定して切り換える手間がなくなる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、シート状製品を製造する装置において、幅方向プロファイルを制御する操作端とプロファイルを測定する測定点との位置対応関係を自動的に同定することができる幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置に関するものである。
【背景技術】
【0002】
幅方向の位置対応関係を同定する先行技術には、次のようなものがある。
【0003】
【特許文献1】特開平09−316791号公報
【特許文献2】特開平09−049185号公報
【特許文献3】特開平09−132892号公報
【0004】
図14に、紙などのシート状製品を製造する装置において、幅方向のプロファイルを制御する部分の構成を示す。以下、紙の製造装置について説明する。図14において、原料であるパルプはスライスリップ41の隙間からワイヤパート42に吐出され、シート状にされる。スライスリップ41の隙間の幅は、スライスボルト43で調節される。シート状になったパルプは、ワイヤパート42上を矢印44の方向に運ばれる間に水分が除去され、BMフレーム45でその厚さのプロファイルが測定される。
【0005】
スライスボルト43の間隔は35〜100mmであるのに対して、BMフレーム45の測定間隔は約5mmであるので、1つのスライスボルトに対して複数の測定点が対応する。どの測定点がどのスライスボルトに対応するかは、幾何学的な関係だけでは決定することはできない。そのため、スタートアップ時にこれらの位置対応関係のチューニングを行う。
【0006】
図15に位置対応関係のチューニングのフローを示す。最初に、(15−1)で操作端(スライスボルト43)にステップ状の操作量を与えて、その操作量に対応する幅方向プロファイルの変化を測定する、自動ステップ応答テストを行う。これには、例えば特許文献1に開示された手法を利用することができる。
【0007】
次に、(15−2)でこのステップ応答テストの結果を解析して、各操作端に対応する測定点の位置を個別に決定する。この決定方法には、例えば特許文献2に開示された手法を利用することができる。そして、この個別位置対応関係を滑らかに補間して、最終的に全ての操作端の位置対応関係を確定する全体位置対応を決定する(15−3)。これには、例えば特許文献3に開示された手法を利用することができる。
【0008】
自動ステップ応答テストの実施中は、操作端の操作本数や操作量が制限されるので、良好なプロファイルを維持することは難しく、品質管理上自動ステップ応答テストを操業中に行うことは困難である。そのため、制御の立ち上げ時に図15のフローに基づいて、操作端と測定点の位置対応関係を決定し、操業中はこの位置対応関係を固定的に用いるようにしている。
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、このような操作端と測定点の位置対応関係の決定方法には、次のような課題があった。
【0010】
自動ステップ応答のテストを実施しているときは、チューニング作業員が監視をしていなければならない。しかしながら、操作端の数は多いときには100〜200本にもなる。そのため、チューニング作業員に多大の負荷がかかるという課題があった。
【0011】
また、銘柄が変わると位置対応関係も変化する。そのため、銘柄毎に個別に位置対応関係を保存しておき、銘柄が変更されると、この保存された位置対応関係を呼び出して再設定することが行われていた。しかしながら、銘柄毎に自動ステップ応答テストを実施して位置対応関係を同定しなければならず、チューニング作業に多大の工数が必要になるという課題もあった。
【0012】
さらに、銘柄が同じでも坪量や抄速などの操業条件、あるいはその他の生産条件が変わると位置対応関係が変化するが、そのような場合に対応することができず、制御性が悪化して、不良品を生産してしまうという課題もあった。
【0013】
従って本発明の目的は、操業中に操作端と測定点の位置対応関係を自動的に決定し、再設定することができる幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置を提供することにある。
【課題を解決するための手段】
【0014】
このような課題を達成するために、本発明のうち請求項1記載の発明は、
シート状製品の幅方向プロファイルを制御する複数の操作端と、目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され前記複数の操作端を操作する操作量を出力する幅方向制御部とよりなるシート状製品製造装置に対して、前記幅方向プロファイルを制御する操作端と前記プロファイルを測定する測定点との位置対応関係を同定する同定方法において、
前記幅方向制御部により出力される操作量を受け、前記複数の操作端を含むプロセスを模擬するプロセスモデルによりモデル演算を行うステップと、
このモデル演算出力と前記測定プロファイルとの偏差を受け、この偏差が最小となるような位置対応関係、干渉幅およびプロセスゲインの最適値を算出するステップと、
この位置対応関係、干渉幅およびプロセスゲインの最適値を前記プロセスモデルにおける位置対応関係、干渉幅およびプロセスゲインに設定するステップと、
前記位置対応関係の最適値を前記幅方向制御部における位置対応関係に設定するステップとを有し、
これらの設定を前記幅方向制御部における制御のタイミングと同じか、より長い周期で行うようにしたものである。幅方向制御中に位置対応関係を修正できる。
【0015】
請求項2記載の発明は、請求項1記載の発明において、
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いるようにしたものである。経験的にプロファイル応答を正確に近似できる。
【0016】
請求項3記載の発明は、請求項1記載の発明において、
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたものである。より現実のプロセスをモデル化できる。
【0017】
請求項4記載の発明は、請求項3記載の発明において、
前記幅方向のプロファイル応答として、下記(5)式を用いたものである。より現実のプロセスをモデル化できる
【0018】
【数1】

ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【0019】
請求項5記載の発明は、請求項1乃至請求項4のいずれかに記載の発明において、
前記最適値の算出は、最急降下法によって前記位置対応関係の修正量を求めるようにしたものである。簡単にかつ早く解を得ることができる。
【0020】
請求項6記載の発明は、請求項5記載の発明において、
前記最適値の算出は、前記最急降下法によって求めた修正量を、ニューラルネットワークを用いた補間演算によって補間するようにしたものである。位置対応修正量の幅方向のばらつきを滑らかに補間できる。
【0021】
請求項7記載の発明は、請求項5または請求項6記載の発明において、
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたものである。最適化の安定性を図ることができる。
【0022】
請求項8記載の発明は、請求項5乃至請求項7のいずれかに記載の発明において、
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたものである。修正ステップ幅を自動的に補正できる。
【0023】
請求項9記載の発明は、請求項8記載の発明において、
下記(6)式に基づいて新しい修正ステップ幅を求めるようにしたものである。修正ステップ幅を自動的に補正できる。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (6)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【0024】
請求項10記載の発明は、
シート状製品の幅方向プロファイルを制御する複数の操作端と、
目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され、前記複数の操作端を操作する操作量を出力する幅方向制御部と、
前記操作量が入力され、プロセスを模擬するプロセスモデルと、
前記プロセスモデルの出力と前記測定プロファイルの偏差が最小になるように前記複数の操作端と前記測定プロファイルを測定する複数の測定点との位置対応関係および前記プロセスモデルの干渉幅を最適化して、この位置対応関係および干渉幅を前記プロセスモデルに設定し、前記位置対応関係を前記幅方向制御部に設定する位置対応最適化部と、
を具備したものである。幅方向制御中に位置対応関係を修正できる。
【0025】
請求項11記載の発明は、請求項10記載の発明において、
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いたものである。経験的にプロファイル応答を正確に近似できる。
【0026】
請求項12記載の発明は、請求項10記載の発明において、
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたものである。より現実のプロセスをモデル化できる。
【0027】
請求項13記載の発明は、請求項12記載の発明において、
前記幅方向のプロファイル応答として、下記(7)式を用いたものである。より現実のプロセスをモデル化できる。
【0028】
【数2】
ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【0029】
請求項14記載の発明は、請求項10乃至請求項13のいずれかに記載の発明において、
前記位置対応最適化部は、最急降下法によって前記位置対応関係の修正量を求めるようにしたものである。簡単にかつ早く解を得ることができる。
【0030】
請求項15記載の発明は、請求項14記載の発明において、
前記位置対応最適化部は、前記最急降下法によって求めた修正量をニューラルネットワークを用いた補間演算によって補間するようにしたものである。位置対応修正量の幅方向のばらつきを滑らかに補間できる
【0031】
請求項16記載の発明は、請求項14または請求項15記載の発明において、
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたものである。最適化の安定性を図ることができる。
【0032】
請求項17記載の発明は、請求項14乃至請求項16のいずれかに記載の発明において、
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたものである。修正ステップ幅を自動的に補正できる。
【0033】
請求項18記載の発明は、請求項17記載の発明において、
下記(8)式に基づいて新しい修正ステップ幅を求めるようにしたものである。修正ステップ幅を自動的に補正できる。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (8)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【発明の効果】
【0034】
以上説明したことから明らかなように、本発明によれば次のような効果がある。
請求項1,2,3,4,5,6、7,8、9、10、11、12、13、14、15、16,17及び請求項18の発明によれば、複数の操作端を含むプロセスを模擬するプロセスモデルによってモデル演算を行うと共に、このモデル演算の出力と実際の測定プロファイルとの偏差が最小になるような位置対応関係、干渉幅およびプロセスゲインの最適値を算出して、この位置対応関係、干渉幅、プロセスゲインの最適値を前記プロセスモデルと幅方向制御器に設定するようにした。
【0035】
操業中に位置対応関係を逐次修正することができるので、操作条件が変わっても制御性が悪化することがなくなるという効果がある。また、操業中にステップ応答を行って位置対応関係を同定する必要がないので、プロファイルが変化し、またチューニング作業に多大な負担をかけるということがなくなるという効果もある。
【0036】
さらに、位置対応関係の修正量から修正ステップ幅を修正することにより、従来勘や経験に頼っていた修正ステップ幅のチューニングを自動化することができるという効果もある。
【発明を実施するための最良の形態】
【0037】
以下に、図に基づいて本発明を詳細に説明する。
【実施例1】
【0038】
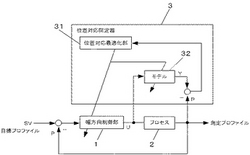
図1は本発明に係るシート状製品製造装置の一実施例を示す構成図である。図1において、1は幅方向制御器であり、目標プロファイルSVと測定プロファイルPとの偏差が入力される。幅方向制御器1はこの偏差から最適な操作変更量Uを演算して出力する。2はシート状製品を生産するプロセスであり、操作変更量Uが入力される。プロセス2はシート状製品を生産すると共に、その幅方向の測定プロファイルPを出力する。
【0039】
3は位置対応同定器であり、位置対応最適化部31およびモデル32で構成される。モデル32はプロセス2を模擬したものであり、操作変更量Uが入力され、プロファイル応答Yを出力する。このプロファイル応答Yとプロセス2が出力する測定プロファイルPの偏差は位置対応最適化部31に入力される。
【0040】
位置対応最適化部31は入力されたプロファイル応答Yと測定プロファイルPとの偏差から位置対応関係、干渉幅、プロセスゲインの最適化演算を行い、モデル32を修正する。また、幅方向制御器1の位置対応関係を再設定する。
【0041】
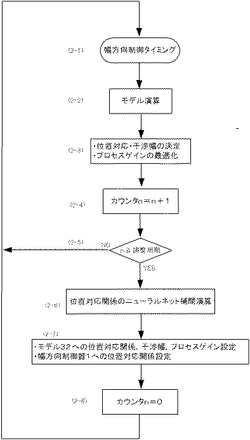
図2は位置対応同定器3の動作を示すフローチャートである。このフローは幅方向制御タイミング毎に実行される。最初に幅方向の制御タイミングまで待ってから(2−1)、モデル32によってモデル演算を行う(2−2)。次に、位置対応最適化部31によって位置対応関係、干渉幅およびプロセスゲインを最適化する(2−3)。
【0042】
次に、モデル32に位置対応関係、干渉幅およびプロセスゲインを設定し、幅方向制御器1に位置対応関係を設定するのであるが、これらの設定は幅方向制御タイミングと同じか、それより長い周期で行う。そのために、(2−4)でカウンタnをインクリメントし、そのカウント値が所定の調整周期より小さいと、次の幅方向制御タイミングまで待って、モデル演算を繰り返す(2−5)。
【0043】
カウンタnのカウント値が所定の調整周期以上になると、(2−6)で位置対応最適化部31が最適化した位置対応関係をニューラルネットで補間演算し、(2−7)でこの補間した位置対応関係をモデル32に再設定する。また、干渉幅、プロセスゲインもモデル32に再設定する。そして、(2−8)でカウンタnのカウント値を0にして、次の幅方向制御タイミングまで待つ(2−1)。
【0044】
次に、図2のフローチャートの個々の動作について詳細に説明する。なお、説明を簡単にするために目標プロファイルSV=0とし、測定プロファイルPが幅方向制御器1に入力される偏差に等しいとする。また、操作端の本数をM、幅方向のプロファイルの測定点をN点とする。
【0045】
まず、モデル演算について説明する。j番目の操作端の位置対応関係をm(j)とする。このm(j)はプロファイル測定点を表し、実際には1からNまでの自然数を取るが、値域を実数まで拡大して、1≦m(j)≦Nまでの実数値を取るものとする。また、j番目の操作端に対応する幅方向制御器1の操作変更量Ujに対するプロファイル応答のモデルを考えるが、記述を簡単にするために時間軸方向の応答遅れを無視して、1サンプル周期で完全なプロファイル応答が得られるものと仮定する。
【0046】
j番目の操作端の操作変更量Ujに対する1サンプル周期後のプロファイル応答を、下記(9)式に示す正規化分布関数S(i;m(j)、σ)で表す。ここで、正規化分布化関数のスケールは、操作端1ゾーン当たりのプロファイルの測定点数N/Mで正規化されている。
【0047】
【数3】
【0048】
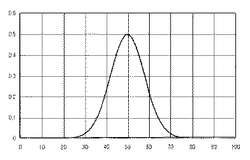
図3にこの正規化分布関数S(i;m(j)、σ)を示す。なお、m(j)=50、σ=8、N=300、M=30とした。この正規化分布関数は経験的にプロファイル応答をよく近似している。分散σは幅方向の干渉幅の大きさを表していると言える。
【0049】
前記(9)式の正規化分布関数S(i;m(j),σ)を用いると、操作変更量Uj(j=1,・・・・,M)によるプロファイル応答Y(i)(i=1,・・・・,N)のモデルは、下記(10)式で表すことができる。
【0050】
【数4】
ここで、Kはプロセスゲインである。
【0051】
1サンプル周期でプロファイルが100%応答しないときは、次のようにモデルを拡張することができる。プロファイルの応答遅れは、基本的には操作端から測定点へのシートの輸送遅れと、短周期変動を減衰させるために測定部に設置するローパスフィルタによって決まる。ローパスフィルタは多くの場合1次フィルタが使用される。
【0052】
従って、この時間遅れはむだ時間と1次遅れが組合わさった系でモデル化できる。このむだ時間と1次遅れの時定数は既知であるとしてよい。サンプリング周期をTO、むだ時間をL、1次遅れの時定数をTとすると、現在のプロファイル応答は下記(11)式で表すことができる。
【0053】
【数5】
【0054】
この(11)式から、軸方向を含んだプロファイル応答Y(i)は下記(12)式で表される。
【0055】
【数6】
nに対する総和は、例えばn×TO>L+2Tとなる最小のnまで行えば十分である。
【0056】
次に、位置対応関係、干渉幅およびプロセスゲインの最適化について説明する。なお、プロファイル応答Y(i)は、前記(10)式あるいは(12)式のいずれを用いてもよい。
【0057】
実プロセス2のプロファイル応答をP(i)(i=1,・・・,N)とすると、実プロセス2とモデル32との誤差は下記(13)式の自乗偏差関数Jで表される。
【0058】
【数7】
最適化を行うためには、このJを最小化する位置対応関係m(j)、干渉幅σ、プロセスゲインKを求めなければならない。
【0059】
ここで、よく知られた最適化の手法である最急降下法のアルゴリズムを用いて最適値を求める。そのために、まず正規化分布関数S(i;m(j),σ)の各変数に対する微分を下記(14)〜(16)式によって計算する。
【0060】
【数8】
【0061】
この(14)〜(16)式を用いて、自乗偏差関数Jの各変数に関する微分を下記(17)〜(19)式で計算する。
【0062】
【数9】
【0063】
この(17)〜(19)式を用いて、最急降下法による1ステップ先の各変数の修正量Δm(j)(j=1,・・・,M)、Δσ、ΔKは下記(20)〜(22)式で計算できる。ここで、各変数の修正ステップ幅をDm、Dσ、DKとおく。
【0064】
【数10】
【0065】
次に、位置対応関係のニューラルネット補間に付いて説明する。前記(20)式で各位置対応関係m(j)(j=1,・・・,M)の修正量Δm(j)(j=1,・・・,M)を求めることができるが、この修正演算のみでは以下の問題が生じる。すなわち、制御操作が大きく行われた箇所、つまりプロファイルの偏差が大きい箇所ではモデルの修正量が大きくなるが、制御操作が少ない、つまりプロファイルの偏差が小さい箇所では、プロセスとモデルに大きなずれがあったとしても、モデルの修正量は小さくなる。
【0066】
つまり、修正量はプロセスとモデルのずれの大きさだけでなく、制御操作の量によっても影響を受け、結果として位置対応関係の修正量にばらつきが生じてしまう。この問題を解決するために、ニューラルネットワークを用いたアルゴリズムを適用する。
【0067】
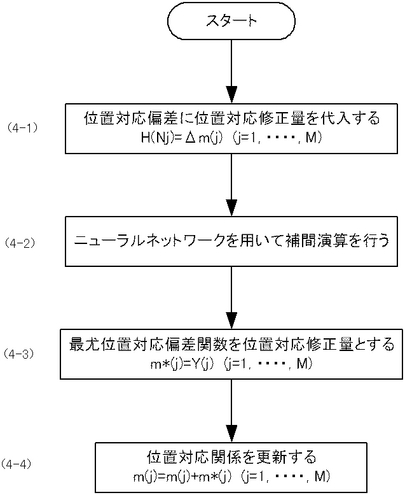
ニューラルネットのアルゴリズムには、特許文献3に示されるような、公知の手法を利用することができる。図4にニューラルネットワークを用いた補間のフローを示す。図4において、(4−1)で位置対応偏差H(Nj)に前記(20)式で求めたΔm(j)を代入して、ニューラルネットワークを用いた補間演算を実行する(4−2)。そして、この補間演算によって得られた最尤位置対応偏差関数Y(i)を位置対応修正量Δm*(j)として(4−3)、m(j)に加算する(4−4)。
【0068】
モデル32の現在における位置対応関係をm(j)(j=1,・・・,M)とすると、
修正後の位置対応関係は、
m(j)=m(j)+m*(j) ・・・・・・・・ (23)
になる。最尤位置対応偏差関数Y(i)は滑らかに変化する関数になっているので、位置対応関係m(j)も滑らかに変化する。
【0069】
次に、モデル32に更新された位置対応関係m(j)、干渉幅σ、プロセスゲインKを設定し、更新された位置対応関係m(j)を整数化し、軸方向制御器1に設定する。これらの設定では急激な変更を避け、最適化の安定性を確保するために、変更量にリミット値を設け、変更量がこのリミット値を越えないようにする。
【0070】
すなわち、位置対応修正量Δm*(j)の前記リミット値を±mBandとして、Δm*(j)が+mBandより大きいとΔm*(j)を+mBandとし、−mBandより小さいと−mBandとする。そして、この位置対応修正量Δm*(j)をm(j)に加算する。数式で表すと下記(24)〜(26)式になる。
Δm*(j)>mBand→Δm*(j)=mBand ・・・・ (24)
Δm*(j)<−mBand→Δm*(j)=−mBand ・・ (25)
m(j)→m(j)+Δm*(j)(j=1,・・・,M) ・・ (26)
なお、幅方向制御器1に設定するときは、m(j)を整数化した後に設定する。
【0071】
干渉幅の変更量Δσ、プロセスゲインの変更量ΔKについても同様にリミット値を設ける。干渉幅の変更量のリミット値を±σBandとして、変更量Δσが+σBandより大きいと変更量Δσを+σBandとし、―σBandより小さいと変更量Δσを−σBandとして干渉幅σに加算する。数式で表すと下記(27)〜(29)式になる。
Δσ>σBand→Δσ=σBand ・・・・・・・・・ (27)
Δσ<−σBand→Δσ=−σBand ・・・・・・・ (28)
σ→σ+Δσ ・・・・・・・・・・・・・・・・・・・・・・ (29)
【0072】
プロセスゲインについても同様にリミット値を±KBandとして、変更量ΔKが+KBandより大きいと+KBand、−KBandより小さいと−KBandとしてプロセスゲインKに加算する。数式で示すと下記(30)〜(32)式になる。
ΔK>KBand→ΔK=KBand ・・・・・・・・・ (30)
ΔK<−KBand→ΔK=−KBand ・・・・・・・ (31)
K→K+ΔK ・・・・・・・・・・・・・・・・・・・・ (32)
【0073】
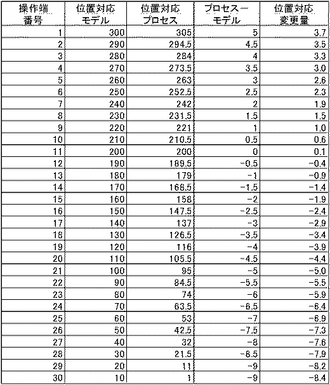
図5に本実施例のシミュレーション結果を示す。図5の表の各列は左から操作端の番号、モデル32が出力する位置対応関係、プロセス2の位置対応関係、プロセス2とモデル32の位置対応関係の差、位置対応関係最適化部31の出力である位置対応変更量である。なお、このシミュレーションでは操作端の本数を30本、プロファイルの測定点を300点、制御回数を200回、調整回数を20回としてシミュレーションを実施した。なお、お位置対応のステップ幅は200である。
【0074】
図5からわかるように、ほとんどの操作端でプロセス2の位置対応とモデル32の位置対応の差は、位置対応変更量に0.1以下の誤差で一致している。従って、モデル32の位置対応に位置対応変更量を加算した値をプロセス2の位置対応であるとして制御を行うことができることがわかる。
【0075】
図6に干渉幅とプロセスゲインのシミュレーション結果を示す。プロセスの干渉幅とモデル32の干渉幅の差が2であるのに対して、干渉幅変更量は1.737であり、ほぼ一致している。また、プロセスゲインのプロセス2とモデル32の差が0.3であるのに対して、プロセスゲインの変更量は0.272であり、よく一致していることがわかる。
【0076】
図7は同じシミュレーションで制御回数が20回毎に位置対応変更量をプロットしたものであり、横軸は操作端の番号である。▲印が位置対応関係のプロセス2とモデル32の差を表し、■印が制御回数200回における位置対応変更量を表す。両者はよく一致していることがわかる。
【0077】
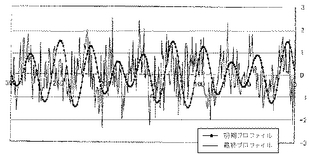
図8に、同じシミュレーションにおけるプロファイルの初期値と最終値を示す。横軸は測定点の番号であり、●印は初期のプロファイル、線のみは最終のプロファイルである。制御周期毎に振幅0.2のランダムノイズが加算されているので、最終値はノイズを含んだものになっているが、初期値と最終値はほぼ一致していることがわかる。
【0078】
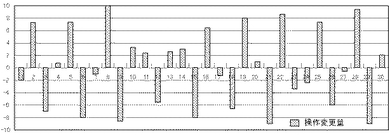
図9はそのときの操作変更量を表したグラフである。横軸は操作端の番号である。1、4、7の操作端は操作変更量が小さくほとんど操作を行っていないが、位置対応関係の同定が正確に行われていることがわかる。
【0079】
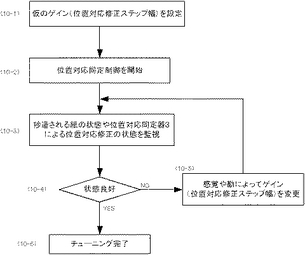
前記(20)〜(22)で説明した修正ステップ幅Dmは経験的に決定されており、チューニングのための具体的な手法は確立していなかった。図10に、従来用いられていたチューニングのフローを示す。図10において、まず(10−1)で仮のゲイン、すなわち修正ステップ幅を設定して、(10−2)で位置対応同定の制御を開始する。
【0080】
そして、(10−3)で抄造される紙の状態や位置対応同定器3による位置対応修正の状態を監視し、状態が良好であるかを判断する(10−4)。状態が良好でないと、感覚や勘に基づいてゲイン(修正ステップ幅)を変更し(10−5)、監視を続ける(10−3)。状態が良好になると、チューニングを終了する(10−6)。
【0081】
このように、感覚や勘でチューニングを行うのでチューニングが難しく、かつ個人差が大きく、かつ多大な工数が必要になるという課題があった。また、銘柄によって紙の坪量や原料の配合が異なり、それに応じて修正ステップ幅が異なるので、チューニングのために更に多くの工数が必要になるという課題もあった。
【0082】
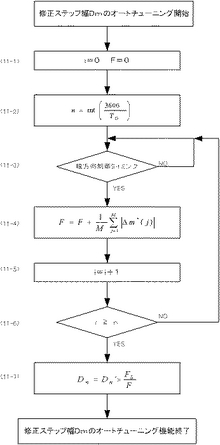
このような課題を解決するためのチューニング方法を図11に示す。この方法によって、修正ステップ幅の自動チューニングを行うことができる。
【0083】
図15で説明した、自動ステップ応答による同定によって得た位置対応を設定してから数時間後、あるいは抄造している紙の幅方向の2σやRなどの製品品質が安定したときに次の演算を行って修正ステップ幅Dmを計算する。
【0084】
なお、図2のフローでは、位置対応同定器3は調整周期毎に位置対応修正量Δm*(j)を計算して位置対応関係などを最適化するが、ここでは位置対応修正量Δm*(j)の計算を制御周期毎に行うようにする。
【0085】
最初に、下記(33)式によってf(i)を計算する。Δm*(j)は前記(23)式などで説明した位置対応修正量、Mは操作端43の本数である。
【0086】
【数11】
【0087】
また、下記(34)式を用いて、時間あたりの幅方向制御器の制御回数nを計算し、(35)式によって位置対応変更量Fを求める。そして、(36)式で位置対応修正ステップ幅Dmを計算する。ここでFSは位置対応変更量の設定値(ポイント/操作端本数/時間)、Dm‘はデータ収集時、すなわち前回の位置対応修正ステップ幅、iは幅方向制御器の制御回数である。
【0088】
【数12】
【0089】
FSは1時間あたりに許容される位置対応修正量の操作端毎の平均値であり、例えば操作端と操作端の間に含まれる測定ポイント数の20%の値を設定する。例えば、1操作端あたりの測定ポイント数が5ポイントの場合、FS=1.000になる。
【0090】
図11に、修正ステップ幅Dmをオートチューニングする場合のフローチャートを示す。このオートチューニングは、前述したように従来の自動ステップ応答テストによって同定した位置対応を設定してから数時間後、または製品品質が安定したときに実施する。
【0091】
図11において、(11−1)でiとFを0に初期設定する。そして、前記(34)式を用いて、幅方向制御器の制御回数nを計算する(11−2)。(11−3)で幅方向の制御タイミングに同期させて、前記(33)式で計算したf(i)をFに加算する(11−4)。次に、(11−5)でiをインクリメントし、(11−6)でiと(11−2)で計算したnの大小関係をチェックし、iがnより小さいと(11−3)に戻る。
【0092】
iがnに等しいか大きくなると、(11−7)で前記(36)式を用いて修正ステップ幅Dmを計算する。この修正ステップ幅Dmは、操作画面に表示される。オペレータは修正ステップ幅Dmの値を確認して、位置対応同定器3に設定する。
【0093】
図12に、前記(34)〜(36)式を用いて計算するための実データの一例を示す。なお、記号の意味は前記(34)〜(36)式と同じである。制御周期TO=300秒、位置対応変更量設定値FS=1.000なので、下式が成立する。
【0094】
【数13】
【0095】
図13に、データ収集時の修正ステップ幅Dm‘を150.000に変更したときの実データを示す。記号の意味は図12と同じである。また、制御周期TOと位置対応変更量設定値FSは同じ値を用いた。このときの計算結果は下式になる。
【0096】
【数14】
【0097】
これらの結果から、データ収集時の修正ステップ幅Dm‘を変えてもほぼ同様の修正ステップ幅Dmが得られることが確認できた。Dm=150.000の方がDm=240.000よりも120.000に近いので、製品品質が240.000のときよりもよくなったことが確認できた。
【0098】
なお、前記(34)〜(36)式では、1時間の間位置対応修正量の絶対値の平均値を加算して位置対応修正ステップ幅をチューニングするようにしたが、必ずしも1時間でなくてもよく、制御の状態に応じて任意に設定してもよい。
【0099】
また、これらの実施例では紙の製造装置について説明したが、プラスティックフィルムなど他のシート状製品の製造装置にも適用することができる。また、図4に示したニューラルネットによる補間演算は、必ずしも行う必要はない。
【図面の簡単な説明】
【0100】
【図1】本発明の一実施例を示す構成図である。
【図2】本発明の一実施例を示すフローチャートである。
【図3】正規化分布関数の一例を示す特性図である。
【図4】本発明の他の実施例を示すフローチャートである。
【図5】本発明の一実施例の効果を示す特性表である。
【図6】本発明の一実施例の効果を示す特性表である。
【図7】本発明の一実施例の効果を示す特性表である。
【図8】本発明の一実施例の効果を示す特性表である。
【図9】本発明の一実施例の効果を示す特性表である。
【図10】従来の修正ステップ幅のチューニングを示すフローチャートである。
【図11】本発明の一実施例である修正ステップ幅の自動チューニングのフローチャートである。
【図12】自動修正ステップ幅の効果を示す特性表である。
【図13】自動修正ステップ幅の効果を示す特性表である。
【図14】操作端と測定点の配置の一例を示す構成図である。
【図15】従来の位置対応関係の設定手法を示すフローチャートである。
【符号の説明】
【0101】
1 幅方向制御器
2 プロセス
3 位置対応同定器
31 位置対応最適化部
32 モデル
【技術分野】
【0001】
この発明は、シート状製品を製造する装置において、幅方向プロファイルを制御する操作端とプロファイルを測定する測定点との位置対応関係を自動的に同定することができる幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置に関するものである。
【背景技術】
【0002】
幅方向の位置対応関係を同定する先行技術には、次のようなものがある。
【0003】
【特許文献1】特開平09−316791号公報
【特許文献2】特開平09−049185号公報
【特許文献3】特開平09−132892号公報
【0004】
図14に、紙などのシート状製品を製造する装置において、幅方向のプロファイルを制御する部分の構成を示す。以下、紙の製造装置について説明する。図14において、原料であるパルプはスライスリップ41の隙間からワイヤパート42に吐出され、シート状にされる。スライスリップ41の隙間の幅は、スライスボルト43で調節される。シート状になったパルプは、ワイヤパート42上を矢印44の方向に運ばれる間に水分が除去され、BMフレーム45でその厚さのプロファイルが測定される。
【0005】
スライスボルト43の間隔は35〜100mmであるのに対して、BMフレーム45の測定間隔は約5mmであるので、1つのスライスボルトに対して複数の測定点が対応する。どの測定点がどのスライスボルトに対応するかは、幾何学的な関係だけでは決定することはできない。そのため、スタートアップ時にこれらの位置対応関係のチューニングを行う。
【0006】
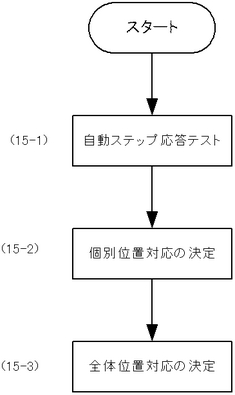
図15に位置対応関係のチューニングのフローを示す。最初に、(15−1)で操作端(スライスボルト43)にステップ状の操作量を与えて、その操作量に対応する幅方向プロファイルの変化を測定する、自動ステップ応答テストを行う。これには、例えば特許文献1に開示された手法を利用することができる。
【0007】
次に、(15−2)でこのステップ応答テストの結果を解析して、各操作端に対応する測定点の位置を個別に決定する。この決定方法には、例えば特許文献2に開示された手法を利用することができる。そして、この個別位置対応関係を滑らかに補間して、最終的に全ての操作端の位置対応関係を確定する全体位置対応を決定する(15−3)。これには、例えば特許文献3に開示された手法を利用することができる。
【0008】
自動ステップ応答テストの実施中は、操作端の操作本数や操作量が制限されるので、良好なプロファイルを維持することは難しく、品質管理上自動ステップ応答テストを操業中に行うことは困難である。そのため、制御の立ち上げ時に図15のフローに基づいて、操作端と測定点の位置対応関係を決定し、操業中はこの位置対応関係を固定的に用いるようにしている。
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、このような操作端と測定点の位置対応関係の決定方法には、次のような課題があった。
【0010】
自動ステップ応答のテストを実施しているときは、チューニング作業員が監視をしていなければならない。しかしながら、操作端の数は多いときには100〜200本にもなる。そのため、チューニング作業員に多大の負荷がかかるという課題があった。
【0011】
また、銘柄が変わると位置対応関係も変化する。そのため、銘柄毎に個別に位置対応関係を保存しておき、銘柄が変更されると、この保存された位置対応関係を呼び出して再設定することが行われていた。しかしながら、銘柄毎に自動ステップ応答テストを実施して位置対応関係を同定しなければならず、チューニング作業に多大の工数が必要になるという課題もあった。
【0012】
さらに、銘柄が同じでも坪量や抄速などの操業条件、あるいはその他の生産条件が変わると位置対応関係が変化するが、そのような場合に対応することができず、制御性が悪化して、不良品を生産してしまうという課題もあった。
【0013】
従って本発明の目的は、操業中に操作端と測定点の位置対応関係を自動的に決定し、再設定することができる幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置を提供することにある。
【課題を解決するための手段】
【0014】
このような課題を達成するために、本発明のうち請求項1記載の発明は、
シート状製品の幅方向プロファイルを制御する複数の操作端と、目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され前記複数の操作端を操作する操作量を出力する幅方向制御部とよりなるシート状製品製造装置に対して、前記幅方向プロファイルを制御する操作端と前記プロファイルを測定する測定点との位置対応関係を同定する同定方法において、
前記幅方向制御部により出力される操作量を受け、前記複数の操作端を含むプロセスを模擬するプロセスモデルによりモデル演算を行うステップと、
このモデル演算出力と前記測定プロファイルとの偏差を受け、この偏差が最小となるような位置対応関係、干渉幅およびプロセスゲインの最適値を算出するステップと、
この位置対応関係、干渉幅およびプロセスゲインの最適値を前記プロセスモデルにおける位置対応関係、干渉幅およびプロセスゲインに設定するステップと、
前記位置対応関係の最適値を前記幅方向制御部における位置対応関係に設定するステップとを有し、
これらの設定を前記幅方向制御部における制御のタイミングと同じか、より長い周期で行うようにしたものである。幅方向制御中に位置対応関係を修正できる。
【0015】
請求項2記載の発明は、請求項1記載の発明において、
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いるようにしたものである。経験的にプロファイル応答を正確に近似できる。
【0016】
請求項3記載の発明は、請求項1記載の発明において、
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたものである。より現実のプロセスをモデル化できる。
【0017】
請求項4記載の発明は、請求項3記載の発明において、
前記幅方向のプロファイル応答として、下記(5)式を用いたものである。より現実のプロセスをモデル化できる
【0018】
【数1】
ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【0019】
請求項5記載の発明は、請求項1乃至請求項4のいずれかに記載の発明において、
前記最適値の算出は、最急降下法によって前記位置対応関係の修正量を求めるようにしたものである。簡単にかつ早く解を得ることができる。
【0020】
請求項6記載の発明は、請求項5記載の発明において、
前記最適値の算出は、前記最急降下法によって求めた修正量を、ニューラルネットワークを用いた補間演算によって補間するようにしたものである。位置対応修正量の幅方向のばらつきを滑らかに補間できる。
【0021】
請求項7記載の発明は、請求項5または請求項6記載の発明において、
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたものである。最適化の安定性を図ることができる。
【0022】
請求項8記載の発明は、請求項5乃至請求項7のいずれかに記載の発明において、
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたものである。修正ステップ幅を自動的に補正できる。
【0023】
請求項9記載の発明は、請求項8記載の発明において、
下記(6)式に基づいて新しい修正ステップ幅を求めるようにしたものである。修正ステップ幅を自動的に補正できる。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (6)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【0024】
請求項10記載の発明は、
シート状製品の幅方向プロファイルを制御する複数の操作端と、
目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され、前記複数の操作端を操作する操作量を出力する幅方向制御部と、
前記操作量が入力され、プロセスを模擬するプロセスモデルと、
前記プロセスモデルの出力と前記測定プロファイルの偏差が最小になるように前記複数の操作端と前記測定プロファイルを測定する複数の測定点との位置対応関係および前記プロセスモデルの干渉幅を最適化して、この位置対応関係および干渉幅を前記プロセスモデルに設定し、前記位置対応関係を前記幅方向制御部に設定する位置対応最適化部と、
を具備したものである。幅方向制御中に位置対応関係を修正できる。
【0025】
請求項11記載の発明は、請求項10記載の発明において、
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いたものである。経験的にプロファイル応答を正確に近似できる。
【0026】
請求項12記載の発明は、請求項10記載の発明において、
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたものである。より現実のプロセスをモデル化できる。
【0027】
請求項13記載の発明は、請求項12記載の発明において、
前記幅方向のプロファイル応答として、下記(7)式を用いたものである。より現実のプロセスをモデル化できる。
【0028】
【数2】
ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【0029】
請求項14記載の発明は、請求項10乃至請求項13のいずれかに記載の発明において、
前記位置対応最適化部は、最急降下法によって前記位置対応関係の修正量を求めるようにしたものである。簡単にかつ早く解を得ることができる。
【0030】
請求項15記載の発明は、請求項14記載の発明において、
前記位置対応最適化部は、前記最急降下法によって求めた修正量をニューラルネットワークを用いた補間演算によって補間するようにしたものである。位置対応修正量の幅方向のばらつきを滑らかに補間できる
【0031】
請求項16記載の発明は、請求項14または請求項15記載の発明において、
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたものである。最適化の安定性を図ることができる。
【0032】
請求項17記載の発明は、請求項14乃至請求項16のいずれかに記載の発明において、
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたものである。修正ステップ幅を自動的に補正できる。
【0033】
請求項18記載の発明は、請求項17記載の発明において、
下記(8)式に基づいて新しい修正ステップ幅を求めるようにしたものである。修正ステップ幅を自動的に補正できる。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (8)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【発明の効果】
【0034】
以上説明したことから明らかなように、本発明によれば次のような効果がある。
請求項1,2,3,4,5,6、7,8、9、10、11、12、13、14、15、16,17及び請求項18の発明によれば、複数の操作端を含むプロセスを模擬するプロセスモデルによってモデル演算を行うと共に、このモデル演算の出力と実際の測定プロファイルとの偏差が最小になるような位置対応関係、干渉幅およびプロセスゲインの最適値を算出して、この位置対応関係、干渉幅、プロセスゲインの最適値を前記プロセスモデルと幅方向制御器に設定するようにした。
【0035】
操業中に位置対応関係を逐次修正することができるので、操作条件が変わっても制御性が悪化することがなくなるという効果がある。また、操業中にステップ応答を行って位置対応関係を同定する必要がないので、プロファイルが変化し、またチューニング作業に多大な負担をかけるということがなくなるという効果もある。
【0036】
さらに、位置対応関係の修正量から修正ステップ幅を修正することにより、従来勘や経験に頼っていた修正ステップ幅のチューニングを自動化することができるという効果もある。
【発明を実施するための最良の形態】
【0037】
以下に、図に基づいて本発明を詳細に説明する。
【実施例1】
【0038】
図1は本発明に係るシート状製品製造装置の一実施例を示す構成図である。図1において、1は幅方向制御器であり、目標プロファイルSVと測定プロファイルPとの偏差が入力される。幅方向制御器1はこの偏差から最適な操作変更量Uを演算して出力する。2はシート状製品を生産するプロセスであり、操作変更量Uが入力される。プロセス2はシート状製品を生産すると共に、その幅方向の測定プロファイルPを出力する。
【0039】
3は位置対応同定器であり、位置対応最適化部31およびモデル32で構成される。モデル32はプロセス2を模擬したものであり、操作変更量Uが入力され、プロファイル応答Yを出力する。このプロファイル応答Yとプロセス2が出力する測定プロファイルPの偏差は位置対応最適化部31に入力される。
【0040】
位置対応最適化部31は入力されたプロファイル応答Yと測定プロファイルPとの偏差から位置対応関係、干渉幅、プロセスゲインの最適化演算を行い、モデル32を修正する。また、幅方向制御器1の位置対応関係を再設定する。
【0041】
図2は位置対応同定器3の動作を示すフローチャートである。このフローは幅方向制御タイミング毎に実行される。最初に幅方向の制御タイミングまで待ってから(2−1)、モデル32によってモデル演算を行う(2−2)。次に、位置対応最適化部31によって位置対応関係、干渉幅およびプロセスゲインを最適化する(2−3)。
【0042】
次に、モデル32に位置対応関係、干渉幅およびプロセスゲインを設定し、幅方向制御器1に位置対応関係を設定するのであるが、これらの設定は幅方向制御タイミングと同じか、それより長い周期で行う。そのために、(2−4)でカウンタnをインクリメントし、そのカウント値が所定の調整周期より小さいと、次の幅方向制御タイミングまで待って、モデル演算を繰り返す(2−5)。
【0043】
カウンタnのカウント値が所定の調整周期以上になると、(2−6)で位置対応最適化部31が最適化した位置対応関係をニューラルネットで補間演算し、(2−7)でこの補間した位置対応関係をモデル32に再設定する。また、干渉幅、プロセスゲインもモデル32に再設定する。そして、(2−8)でカウンタnのカウント値を0にして、次の幅方向制御タイミングまで待つ(2−1)。
【0044】
次に、図2のフローチャートの個々の動作について詳細に説明する。なお、説明を簡単にするために目標プロファイルSV=0とし、測定プロファイルPが幅方向制御器1に入力される偏差に等しいとする。また、操作端の本数をM、幅方向のプロファイルの測定点をN点とする。
【0045】
まず、モデル演算について説明する。j番目の操作端の位置対応関係をm(j)とする。このm(j)はプロファイル測定点を表し、実際には1からNまでの自然数を取るが、値域を実数まで拡大して、1≦m(j)≦Nまでの実数値を取るものとする。また、j番目の操作端に対応する幅方向制御器1の操作変更量Ujに対するプロファイル応答のモデルを考えるが、記述を簡単にするために時間軸方向の応答遅れを無視して、1サンプル周期で完全なプロファイル応答が得られるものと仮定する。
【0046】
j番目の操作端の操作変更量Ujに対する1サンプル周期後のプロファイル応答を、下記(9)式に示す正規化分布関数S(i;m(j)、σ)で表す。ここで、正規化分布化関数のスケールは、操作端1ゾーン当たりのプロファイルの測定点数N/Mで正規化されている。
【0047】
【数3】
【0048】
図3にこの正規化分布関数S(i;m(j)、σ)を示す。なお、m(j)=50、σ=8、N=300、M=30とした。この正規化分布関数は経験的にプロファイル応答をよく近似している。分散σは幅方向の干渉幅の大きさを表していると言える。
【0049】
前記(9)式の正規化分布関数S(i;m(j),σ)を用いると、操作変更量Uj(j=1,・・・・,M)によるプロファイル応答Y(i)(i=1,・・・・,N)のモデルは、下記(10)式で表すことができる。
【0050】
【数4】
ここで、Kはプロセスゲインである。
【0051】
1サンプル周期でプロファイルが100%応答しないときは、次のようにモデルを拡張することができる。プロファイルの応答遅れは、基本的には操作端から測定点へのシートの輸送遅れと、短周期変動を減衰させるために測定部に設置するローパスフィルタによって決まる。ローパスフィルタは多くの場合1次フィルタが使用される。
【0052】
従って、この時間遅れはむだ時間と1次遅れが組合わさった系でモデル化できる。このむだ時間と1次遅れの時定数は既知であるとしてよい。サンプリング周期をTO、むだ時間をL、1次遅れの時定数をTとすると、現在のプロファイル応答は下記(11)式で表すことができる。
【0053】
【数5】
【0054】
この(11)式から、軸方向を含んだプロファイル応答Y(i)は下記(12)式で表される。
【0055】
【数6】
nに対する総和は、例えばn×TO>L+2Tとなる最小のnまで行えば十分である。
【0056】
次に、位置対応関係、干渉幅およびプロセスゲインの最適化について説明する。なお、プロファイル応答Y(i)は、前記(10)式あるいは(12)式のいずれを用いてもよい。
【0057】
実プロセス2のプロファイル応答をP(i)(i=1,・・・,N)とすると、実プロセス2とモデル32との誤差は下記(13)式の自乗偏差関数Jで表される。
【0058】
【数7】
最適化を行うためには、このJを最小化する位置対応関係m(j)、干渉幅σ、プロセスゲインKを求めなければならない。
【0059】
ここで、よく知られた最適化の手法である最急降下法のアルゴリズムを用いて最適値を求める。そのために、まず正規化分布関数S(i;m(j),σ)の各変数に対する微分を下記(14)〜(16)式によって計算する。
【0060】
【数8】
【0061】
この(14)〜(16)式を用いて、自乗偏差関数Jの各変数に関する微分を下記(17)〜(19)式で計算する。
【0062】
【数9】
【0063】
この(17)〜(19)式を用いて、最急降下法による1ステップ先の各変数の修正量Δm(j)(j=1,・・・,M)、Δσ、ΔKは下記(20)〜(22)式で計算できる。ここで、各変数の修正ステップ幅をDm、Dσ、DKとおく。
【0064】
【数10】
【0065】
次に、位置対応関係のニューラルネット補間に付いて説明する。前記(20)式で各位置対応関係m(j)(j=1,・・・,M)の修正量Δm(j)(j=1,・・・,M)を求めることができるが、この修正演算のみでは以下の問題が生じる。すなわち、制御操作が大きく行われた箇所、つまりプロファイルの偏差が大きい箇所ではモデルの修正量が大きくなるが、制御操作が少ない、つまりプロファイルの偏差が小さい箇所では、プロセスとモデルに大きなずれがあったとしても、モデルの修正量は小さくなる。
【0066】
つまり、修正量はプロセスとモデルのずれの大きさだけでなく、制御操作の量によっても影響を受け、結果として位置対応関係の修正量にばらつきが生じてしまう。この問題を解決するために、ニューラルネットワークを用いたアルゴリズムを適用する。
【0067】
ニューラルネットのアルゴリズムには、特許文献3に示されるような、公知の手法を利用することができる。図4にニューラルネットワークを用いた補間のフローを示す。図4において、(4−1)で位置対応偏差H(Nj)に前記(20)式で求めたΔm(j)を代入して、ニューラルネットワークを用いた補間演算を実行する(4−2)。そして、この補間演算によって得られた最尤位置対応偏差関数Y(i)を位置対応修正量Δm*(j)として(4−3)、m(j)に加算する(4−4)。
【0068】
モデル32の現在における位置対応関係をm(j)(j=1,・・・,M)とすると、
修正後の位置対応関係は、
m(j)=m(j)+m*(j) ・・・・・・・・ (23)
になる。最尤位置対応偏差関数Y(i)は滑らかに変化する関数になっているので、位置対応関係m(j)も滑らかに変化する。
【0069】
次に、モデル32に更新された位置対応関係m(j)、干渉幅σ、プロセスゲインKを設定し、更新された位置対応関係m(j)を整数化し、軸方向制御器1に設定する。これらの設定では急激な変更を避け、最適化の安定性を確保するために、変更量にリミット値を設け、変更量がこのリミット値を越えないようにする。
【0070】
すなわち、位置対応修正量Δm*(j)の前記リミット値を±mBandとして、Δm*(j)が+mBandより大きいとΔm*(j)を+mBandとし、−mBandより小さいと−mBandとする。そして、この位置対応修正量Δm*(j)をm(j)に加算する。数式で表すと下記(24)〜(26)式になる。
Δm*(j)>mBand→Δm*(j)=mBand ・・・・ (24)
Δm*(j)<−mBand→Δm*(j)=−mBand ・・ (25)
m(j)→m(j)+Δm*(j)(j=1,・・・,M) ・・ (26)
なお、幅方向制御器1に設定するときは、m(j)を整数化した後に設定する。
【0071】
干渉幅の変更量Δσ、プロセスゲインの変更量ΔKについても同様にリミット値を設ける。干渉幅の変更量のリミット値を±σBandとして、変更量Δσが+σBandより大きいと変更量Δσを+σBandとし、―σBandより小さいと変更量Δσを−σBandとして干渉幅σに加算する。数式で表すと下記(27)〜(29)式になる。
Δσ>σBand→Δσ=σBand ・・・・・・・・・ (27)
Δσ<−σBand→Δσ=−σBand ・・・・・・・ (28)
σ→σ+Δσ ・・・・・・・・・・・・・・・・・・・・・・ (29)
【0072】
プロセスゲインについても同様にリミット値を±KBandとして、変更量ΔKが+KBandより大きいと+KBand、−KBandより小さいと−KBandとしてプロセスゲインKに加算する。数式で示すと下記(30)〜(32)式になる。
ΔK>KBand→ΔK=KBand ・・・・・・・・・ (30)
ΔK<−KBand→ΔK=−KBand ・・・・・・・ (31)
K→K+ΔK ・・・・・・・・・・・・・・・・・・・・ (32)
【0073】
図5に本実施例のシミュレーション結果を示す。図5の表の各列は左から操作端の番号、モデル32が出力する位置対応関係、プロセス2の位置対応関係、プロセス2とモデル32の位置対応関係の差、位置対応関係最適化部31の出力である位置対応変更量である。なお、このシミュレーションでは操作端の本数を30本、プロファイルの測定点を300点、制御回数を200回、調整回数を20回としてシミュレーションを実施した。なお、お位置対応のステップ幅は200である。
【0074】
図5からわかるように、ほとんどの操作端でプロセス2の位置対応とモデル32の位置対応の差は、位置対応変更量に0.1以下の誤差で一致している。従って、モデル32の位置対応に位置対応変更量を加算した値をプロセス2の位置対応であるとして制御を行うことができることがわかる。
【0075】
図6に干渉幅とプロセスゲインのシミュレーション結果を示す。プロセスの干渉幅とモデル32の干渉幅の差が2であるのに対して、干渉幅変更量は1.737であり、ほぼ一致している。また、プロセスゲインのプロセス2とモデル32の差が0.3であるのに対して、プロセスゲインの変更量は0.272であり、よく一致していることがわかる。
【0076】
図7は同じシミュレーションで制御回数が20回毎に位置対応変更量をプロットしたものであり、横軸は操作端の番号である。▲印が位置対応関係のプロセス2とモデル32の差を表し、■印が制御回数200回における位置対応変更量を表す。両者はよく一致していることがわかる。
【0077】
図8に、同じシミュレーションにおけるプロファイルの初期値と最終値を示す。横軸は測定点の番号であり、●印は初期のプロファイル、線のみは最終のプロファイルである。制御周期毎に振幅0.2のランダムノイズが加算されているので、最終値はノイズを含んだものになっているが、初期値と最終値はほぼ一致していることがわかる。
【0078】
図9はそのときの操作変更量を表したグラフである。横軸は操作端の番号である。1、4、7の操作端は操作変更量が小さくほとんど操作を行っていないが、位置対応関係の同定が正確に行われていることがわかる。
【0079】
前記(20)〜(22)で説明した修正ステップ幅Dmは経験的に決定されており、チューニングのための具体的な手法は確立していなかった。図10に、従来用いられていたチューニングのフローを示す。図10において、まず(10−1)で仮のゲイン、すなわち修正ステップ幅を設定して、(10−2)で位置対応同定の制御を開始する。
【0080】
そして、(10−3)で抄造される紙の状態や位置対応同定器3による位置対応修正の状態を監視し、状態が良好であるかを判断する(10−4)。状態が良好でないと、感覚や勘に基づいてゲイン(修正ステップ幅)を変更し(10−5)、監視を続ける(10−3)。状態が良好になると、チューニングを終了する(10−6)。
【0081】
このように、感覚や勘でチューニングを行うのでチューニングが難しく、かつ個人差が大きく、かつ多大な工数が必要になるという課題があった。また、銘柄によって紙の坪量や原料の配合が異なり、それに応じて修正ステップ幅が異なるので、チューニングのために更に多くの工数が必要になるという課題もあった。
【0082】
このような課題を解決するためのチューニング方法を図11に示す。この方法によって、修正ステップ幅の自動チューニングを行うことができる。
【0083】
図15で説明した、自動ステップ応答による同定によって得た位置対応を設定してから数時間後、あるいは抄造している紙の幅方向の2σやRなどの製品品質が安定したときに次の演算を行って修正ステップ幅Dmを計算する。
【0084】
なお、図2のフローでは、位置対応同定器3は調整周期毎に位置対応修正量Δm*(j)を計算して位置対応関係などを最適化するが、ここでは位置対応修正量Δm*(j)の計算を制御周期毎に行うようにする。
【0085】
最初に、下記(33)式によってf(i)を計算する。Δm*(j)は前記(23)式などで説明した位置対応修正量、Mは操作端43の本数である。
【0086】
【数11】
【0087】
また、下記(34)式を用いて、時間あたりの幅方向制御器の制御回数nを計算し、(35)式によって位置対応変更量Fを求める。そして、(36)式で位置対応修正ステップ幅Dmを計算する。ここでFSは位置対応変更量の設定値(ポイント/操作端本数/時間)、Dm‘はデータ収集時、すなわち前回の位置対応修正ステップ幅、iは幅方向制御器の制御回数である。
【0088】
【数12】
【0089】
FSは1時間あたりに許容される位置対応修正量の操作端毎の平均値であり、例えば操作端と操作端の間に含まれる測定ポイント数の20%の値を設定する。例えば、1操作端あたりの測定ポイント数が5ポイントの場合、FS=1.000になる。
【0090】
図11に、修正ステップ幅Dmをオートチューニングする場合のフローチャートを示す。このオートチューニングは、前述したように従来の自動ステップ応答テストによって同定した位置対応を設定してから数時間後、または製品品質が安定したときに実施する。
【0091】
図11において、(11−1)でiとFを0に初期設定する。そして、前記(34)式を用いて、幅方向制御器の制御回数nを計算する(11−2)。(11−3)で幅方向の制御タイミングに同期させて、前記(33)式で計算したf(i)をFに加算する(11−4)。次に、(11−5)でiをインクリメントし、(11−6)でiと(11−2)で計算したnの大小関係をチェックし、iがnより小さいと(11−3)に戻る。
【0092】
iがnに等しいか大きくなると、(11−7)で前記(36)式を用いて修正ステップ幅Dmを計算する。この修正ステップ幅Dmは、操作画面に表示される。オペレータは修正ステップ幅Dmの値を確認して、位置対応同定器3に設定する。
【0093】
図12に、前記(34)〜(36)式を用いて計算するための実データの一例を示す。なお、記号の意味は前記(34)〜(36)式と同じである。制御周期TO=300秒、位置対応変更量設定値FS=1.000なので、下式が成立する。
【0094】
【数13】
【0095】
図13に、データ収集時の修正ステップ幅Dm‘を150.000に変更したときの実データを示す。記号の意味は図12と同じである。また、制御周期TOと位置対応変更量設定値FSは同じ値を用いた。このときの計算結果は下式になる。
【0096】
【数14】
【0097】
これらの結果から、データ収集時の修正ステップ幅Dm‘を変えてもほぼ同様の修正ステップ幅Dmが得られることが確認できた。Dm=150.000の方がDm=240.000よりも120.000に近いので、製品品質が240.000のときよりもよくなったことが確認できた。
【0098】
なお、前記(34)〜(36)式では、1時間の間位置対応修正量の絶対値の平均値を加算して位置対応修正ステップ幅をチューニングするようにしたが、必ずしも1時間でなくてもよく、制御の状態に応じて任意に設定してもよい。
【0099】
また、これらの実施例では紙の製造装置について説明したが、プラスティックフィルムなど他のシート状製品の製造装置にも適用することができる。また、図4に示したニューラルネットによる補間演算は、必ずしも行う必要はない。
【図面の簡単な説明】
【0100】
【図1】本発明の一実施例を示す構成図である。
【図2】本発明の一実施例を示すフローチャートである。
【図3】正規化分布関数の一例を示す特性図である。
【図4】本発明の他の実施例を示すフローチャートである。
【図5】本発明の一実施例の効果を示す特性表である。
【図6】本発明の一実施例の効果を示す特性表である。
【図7】本発明の一実施例の効果を示す特性表である。
【図8】本発明の一実施例の効果を示す特性表である。
【図9】本発明の一実施例の効果を示す特性表である。
【図10】従来の修正ステップ幅のチューニングを示すフローチャートである。
【図11】本発明の一実施例である修正ステップ幅の自動チューニングのフローチャートである。
【図12】自動修正ステップ幅の効果を示す特性表である。
【図13】自動修正ステップ幅の効果を示す特性表である。
【図14】操作端と測定点の配置の一例を示す構成図である。
【図15】従来の位置対応関係の設定手法を示すフローチャートである。
【符号の説明】
【0101】
1 幅方向制御器
2 プロセス
3 位置対応同定器
31 位置対応最適化部
32 モデル
【特許請求の範囲】
【請求項1】
シート状製品の幅方向プロファイルを制御する複数の操作端と、目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され前記複数の操作端を操作する操作量を出力する幅方向制御部とよりなるシート状製品製造装置に対して、前記幅方向プロファイルを制御する操作端と前記プロファイルを測定する測定点との位置対応関係を同定する同定方法において、
前記幅方向制御部により出力される操作量を受け、前記複数の操作端を含むプロセスを模擬するプロセスモデルによりモデル演算を行うステップと、
このモデル演算出力と前記測定プロファイルとの偏差を受け、この偏差が最小となるような位置対応関係、干渉幅およびプロセスゲインの最適値を算出するステップと、
この位置対応関係、干渉幅およびプロセスゲインの最適値を前記プロセスモデルにおける位置対応関係、干渉幅およびプロセスゲインに設定するステップと、
前記位置対応関係の最適値を前記幅方向制御部における位置対応関係に設定するステップとを有し、
これらの設定を前記幅方向制御部における制御のタイミングと同じか、より長い周期で行うことを特徴とする幅方向位置対応関係の同定方法。
【請求項2】
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いたことを特徴とする請求項1記載の幅方向位置対応関係の同定方法。
【請求項3】
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたことを特徴とする請求項1記載の幅方向位置対応関係の同定方法。
【請求項4】
前記幅方向のプロファイル応答として、下記(1)式を用いたことを特徴とする請求項3記載の幅方向位置対応関係の同定方法。
【数1】
ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【請求項5】
前記最適値の算出は、最急降下法によって前記位置対応関係の修正量を求めるようにしたことを特徴とする請求項1乃至請求項4のいずれかに記載の幅方向位置対応関係の同定方法。
【請求項6】
前記最適値の算出は、前記最急降下法によって求めた修正量を、ニューラルネットワークを用いた補間演算によって補間するようにしたことを特徴とする請求項5記載の幅方向位置対応関係の同定方法。
【請求項7】
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたことを特徴とする請求項5または請求項6記載の幅方向位置対応関係の同定方法。
【請求項8】
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたことを特徴とする請求項5乃至請求項7のいずれかに記載の幅方向位置対応関係の同定方法。
【請求項9】
下記(2)式に基づいて新しい修正ステップ幅を求めるようにしたことを特徴とする請求項8記載の幅方向位置対応関係の同定方法。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (2)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【請求項10】
シート状製品の幅方向プロファイルを制御する複数の操作端と、
目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され、前記複数の操作端を操作する操作量を出力する幅方向制御部と、
前記操作量が入力され、プロセスを模擬するプロセスモデルと、
前記プロセスモデルの出力と前記測定プロファイルの偏差が最小になるように前記複数の操作端と前記測定プロファイルを測定する複数の測定点との位置対応関係および前記プロセスモデルの干渉幅を最適化して、この位置対応関係および干渉幅を前記プロセスモデルに設定し、前記位置対応関係を前記幅方向制御部に設定する位置対応最適化部と、
を具備したことを特徴とするシート状製品製造装置。
【請求項11】
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いたことを特徴とする請求項10記載のシート状製品製造装置。
【請求項12】
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたことを特徴とする請求項10記載のシート状製品製造装置。
【請求項13】
前記幅方向のプロファイル応答として、下記(3)式を用いたことを特徴とする請求項12記載のシート状製品製造装置。
【数2】
ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【請求項14】
前記位置対応最適化部は、最急降下法によって前記位置対応関係の修正量を求めるようにしたことを特徴とする請求項10乃至請求項13のいずれかに記載のシート状製品製造装置。
【請求項15】
前記位置対応最適化部は、前記最急降下法によって求めた修正量をニューラルネットワークを用いた補間演算によって補間するようにしたことを特徴とする請求項14記載のシート状製品製造装置。
【請求項16】
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたことを特徴とする請求項14または請求項15記載のシート状製品製造装置。
【請求項17】
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたことを特徴とする請求項14乃至請求項16のいずれかに記載のシート状製品製造装置。
【請求項18】
下記(4)式に基づいて新しい修正ステップ幅を求めるようにしたことを特徴とする請求項17記載のシート状製品製造装置。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (4)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【請求項1】
シート状製品の幅方向プロファイルを制御する複数の操作端と、目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され前記複数の操作端を操作する操作量を出力する幅方向制御部とよりなるシート状製品製造装置に対して、前記幅方向プロファイルを制御する操作端と前記プロファイルを測定する測定点との位置対応関係を同定する同定方法において、
前記幅方向制御部により出力される操作量を受け、前記複数の操作端を含むプロセスを模擬するプロセスモデルによりモデル演算を行うステップと、
このモデル演算出力と前記測定プロファイルとの偏差を受け、この偏差が最小となるような位置対応関係、干渉幅およびプロセスゲインの最適値を算出するステップと、
この位置対応関係、干渉幅およびプロセスゲインの最適値を前記プロセスモデルにおける位置対応関係、干渉幅およびプロセスゲインに設定するステップと、
前記位置対応関係の最適値を前記幅方向制御部における位置対応関係に設定するステップとを有し、
これらの設定を前記幅方向制御部における制御のタイミングと同じか、より長い周期で行うことを特徴とする幅方向位置対応関係の同定方法。
【請求項2】
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いたことを特徴とする請求項1記載の幅方向位置対応関係の同定方法。
【請求項3】
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたことを特徴とする請求項1記載の幅方向位置対応関係の同定方法。
【請求項4】
前記幅方向のプロファイル応答として、下記(1)式を用いたことを特徴とする請求項3記載の幅方向位置対応関係の同定方法。
【数1】
ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【請求項5】
前記最適値の算出は、最急降下法によって前記位置対応関係の修正量を求めるようにしたことを特徴とする請求項1乃至請求項4のいずれかに記載の幅方向位置対応関係の同定方法。
【請求項6】
前記最適値の算出は、前記最急降下法によって求めた修正量を、ニューラルネットワークを用いた補間演算によって補間するようにしたことを特徴とする請求項5記載の幅方向位置対応関係の同定方法。
【請求項7】
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたことを特徴とする請求項5または請求項6記載の幅方向位置対応関係の同定方法。
【請求項8】
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたことを特徴とする請求項5乃至請求項7のいずれかに記載の幅方向位置対応関係の同定方法。
【請求項9】
下記(2)式に基づいて新しい修正ステップ幅を求めるようにしたことを特徴とする請求項8記載の幅方向位置対応関係の同定方法。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (2)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【請求項10】
シート状製品の幅方向プロファイルを制御する複数の操作端と、
目標プロファイルおよび前記シート状製品の幅方向の測定プロファイルが入力され、前記複数の操作端を操作する操作量を出力する幅方向制御部と、
前記操作量が入力され、プロセスを模擬するプロセスモデルと、
前記プロセスモデルの出力と前記測定プロファイルの偏差が最小になるように前記複数の操作端と前記測定プロファイルを測定する複数の測定点との位置対応関係および前記プロセスモデルの干渉幅を最適化して、この位置対応関係および干渉幅を前記プロセスモデルに設定し、前記位置対応関係を前記幅方向制御部に設定する位置対応最適化部と、
を具備したことを特徴とするシート状製品製造装置。
【請求項11】
前記プロセスモデルは、入力された操作量に対応する幅方向プロファイル応答として正規化分布関数を用いたことを特徴とする請求項10記載のシート状製品製造装置。
【請求項12】
前記幅方向のプロファイル応答として、正規化分布関数にむだ時間および1次遅れ応答を付加するようにしたことを特徴とする請求項10記載のシート状製品製造装置。
【請求項13】
前記幅方向のプロファイル応答として、下記(3)式を用いたことを特徴とする請求項12記載のシート状製品製造装置。
【数2】
ここで、Kはプロセスゲイン、nは操作量が入力されてからそのプロファイル応答が出力されるまでのサンプリング周期の数、TOはサンプリング周期、Lはむだ時間、Tは1次遅れの時定数、Uj(n)はnサンプリング周期前に入力された操作量である。
【請求項14】
前記位置対応最適化部は、最急降下法によって前記位置対応関係の修正量を求めるようにしたことを特徴とする請求項10乃至請求項13のいずれかに記載のシート状製品製造装置。
【請求項15】
前記位置対応最適化部は、前記最急降下法によって求めた修正量をニューラルネットワークを用いた補間演算によって補間するようにしたことを特徴とする請求項14記載のシート状製品製造装置。
【請求項16】
所定のリミット値を設け、前記修正量がこのリミット値を越えないように前記修正量を修正するようにしたことを特徴とする請求項14または請求項15記載のシート状製品製造装置。
【請求項17】
前記位置対応関係の修正量の絶対値の平均値を所定時間加算し、この加算した値で前記位置対応関係の修正ステップ幅を補正するようにしたことを特徴とする請求項14乃至請求項16のいずれかに記載のシート状製品製造装置。
【請求項18】
下記(4)式に基づいて新しい修正ステップ幅を求めるようにしたことを特徴とする請求項17記載のシート状製品製造装置。
Dm=Dm‘×FS/F ・・・・・・・・・・・ (4)
ここにおいて、Dmは新しい修正ステップ幅、Dm‘は前回の修正ステップ幅、FSは位置対応変更量設定値、Fは前記加算値である。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図9】
【図10】
【図11】
【図12】

【図13】

【図14】

【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2006−37245(P2006−37245A)
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願番号】特願2004−214558(P2004−214558)
【出願日】平成16年7月22日(2004.7.22)
【出願人】(000006507)横河電機株式会社 (4,443)
【Fターム(参考)】
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願日】平成16年7月22日(2004.7.22)
【出願人】(000006507)横河電機株式会社 (4,443)
【Fターム(参考)】
[ Back to top ]