
Fターム[4L055DA14]の内容
Fターム[4L055DA14]に分類される特許
1 - 10 / 10
古紙再生処理装置
【課題】古紙再生処理装置の運転状態を容易に管理することのできる古紙再生処理装置および古紙再生処理システムの提供。
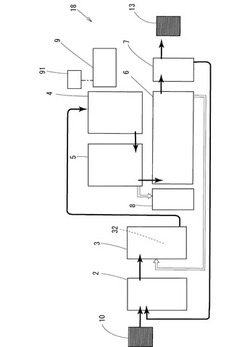
【解決手段】古紙再生処理装置18は、古紙を離解処理しパルプ懸濁液を製造するパルプ懸濁液製造部3と、前記パルプ懸濁液を抄紙し、再生紙を製造する抄紙部6と前記パルプ懸濁液製造部3及び前記抄紙部6の動作を制御する制御部9とを備えてなる古紙再生処理装置18であって、前記制御部9は、古紙再生処理、または古紙再生処理後の前記パルプ懸濁液製造部及び前記抄紙部の洗浄処理における動作情報を含む運転状態情報を、通信回線を通じて接続された端末機器へ送信する送信部を備えたものである。
(もっと読む)
同時特性を取得するための材料測定システムおよび関連方法
材料測定システム(500)は、光パルスを放射する少なくとも1つのレーザ光源(111)を含むTHz発生器を含み、光パルスは、製造システム(100)による処理の間、材料(14)上のサンプル位置でパルスTHz放射を放射するように動作可能なTHzエミッタ(51)に結合される。受信機(52)は、光パルスを受信し、光パルスと同期して、材料(14)上のサンプル位置から反射または透過されたTHz放射を検出し、電気検出信号を供給するように動作可能である。同期光学素子(112、113、114)は、前記レーザから光パルスを受信し、受信機(52)とTHzエミッタ(51)の両方に光パルスを供給するように動作可能である。コントローラ(25)は、電気検出信号を受信し、処理された電気検出信号を供給するための少なくとも1つのプロセッサ(87)と、処理された電気検出信号から前記材料の少なくとも1つ、一般には複数の特性を決定するように動作可能なアナライザ(88)とを含む。 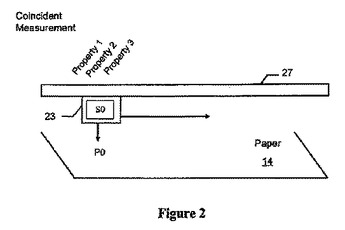 (もっと読む)
(もっと読む)
紙又は板紙の製造装置及びこれを用いた製造方法

【課題】サイズ処理時の湿紙含水量の最適値を見出すことによって、サイズ処理の効果を高めるとともに、湿紙含水量を考慮したサイズ処理を行なうことによって、紙又は板紙の製造工程の簡略化と低コスト化を可能にする。
【解決手段】紙又は板紙の抄紙工程中に湿紙の少なくとも一方の表面にサイズ液を塗布するサイズ処理装置を備えた紙又は板紙の製造装置において、紙又は板紙の抄紙工程中のドライヤパートC又はその下流側に、湿紙4の含水量が10〜25重量%となる領域にサイズ処理装置Dを設置した。
(もっと読む)
プロファイル制御方法及びその装置
【課題】シートの幅方向に対するプロファイル制御に関する処理負荷を抑え、また外乱に影響されずに良好なシートの巻き姿を得る。
【解決手段】複数の操作端によってシートの幅方向におけるプロファイルを制御する方法であって、前記プロファイルの局所的なピークを結んだ包絡線プロファイルを算出し、前記プロファイル及び包絡線プロファイルの2σを最適化することを制御目標として、各操作端の操作量を算出することを特徴とする。
(もっと読む)
塗工装置および塗工方法
【課題】 2層のカーテン塗工装置において塗工量のばらつきを減少させる。
【解決手段】 塗料をそれぞれ下方に向け噴出させる2個のカーテンヘッド1a、1bと、前記2個のカーテンヘッド1a、1bから噴出される塗料を、順番に積層して2層の塗料層を形成し、カーテンガイド2b部から該塗料層を塗料カーテンとしてウェブw面上に移行させるガイドシート2とを備えてなる塗工装置において、ウェブwの蛇行を検出する蛇行検出センサー6とウェブwへの塗工量を検出する厚み計7とを備え、カーテンヘッド1aは蛇行検出センサー6からの信号でウェブwの蛇行に合わせてウェブwの幅方向の位置が制御されるようになっており、カーテンヘッド1bは、両方のカーテンヘッド1a、1bからの塗工量の合計のばらつきが最小になるように厚み計7からの信号でカーテンヘッド1aとの相対的なウェブwの幅方向の位置が制御されるようになっている。
(もっと読む)
プロセス制御装置における非干渉制御方法、およびプロセス制御装置
【課題】 自動制御を行う3系列以上の制御ループに容易に適用することができ、かつ各制御ループの相互干渉を十分に抑えることが可能な非干渉制御方法を提供する。
【解決手段】 少なくとも3入力3出力以上の入出力変数を有するプロセス2と、このプロセス2と共に3系列以上の制御ループを構成する制御系3を有する。この制御系3は、3系列以上の制御ループの間に各制御ループ間の相互干渉を打ち消す非干渉要素29を備える。この非干渉要素29は、各制御ループの伝達関数および他の制御ループから干渉してくる干渉要素の伝達関数をむだ時間を含んだ一次遅れ系の応答形に近似して算出したものとする。
(もっと読む)
調整された横方向および縦方向制御のためのモデル予測制御装置
1枚の材料シートを製造するためのシート製作機における縦方向MDおよび横方向CDアクチュエータの調整された制御のためのプロセスが開示される。本プロセスは、シート測定データを収集するために規則的な間隔で複数のシート特性を測定することを含む。シート測定データは、複数のシート特性測定値配列を確立するために処理され、その配列は、次いで、共通解像度にマップされる。共通解像度シート特性測定値配列は、1つのより大きい1次元共通解像度測定値配列へと結合される。共通解像度測定値配列およびアクチュエータ設定値の過去の変更配列は、抄紙機プロセス・モデル状態オブザーバへの入力として使用されて、シート製造プロセスの推定される現在の内部状態が生成される。複数の未来のシート特性目標配列は結合されて、1つの目標配列となる。ウェブ製造プロセスの推定される現在の内部状態配列、および抄紙機プロセス・モデルは、シート特性の未来の予測配列を生成するために用いられる。シート特性の未来の予測配列と、目標配列と、オブジェクト関数の重みと、最後のアクチュエータ設定値と、ハード制約とが、オブジェクト関数に入力され、その関数を解くことによりシート製作プロセスの調整されたMDおよびCD制御のためのアクチュエータ設定値の最適な変更を得ることができる。 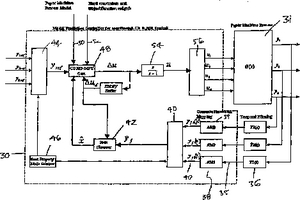 (もっと読む)
(もっと読む)
化学脱水剤を用いて紙を脱水するプレス部及びパルプ乾燥機を制御するためのシステム及び方法
本発明は、自動制御システム、方法及びこのような制御システムを使用して製紙プロセスにおいて紙ウェブに適用する化学脱水剤の定量的な適用によってプレス部における脱水量を自動的に制御する製紙機械を提供する。この制御システムは、紙ウェブに適用する化学脱水剤の量を制御するためのフィードバック制御器と、プレス部を出る紙ウェブの水分の測定値を取得する監視装置とを有する。 (もっと読む)
幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置
【課題】 銘柄毎に操作端と測定点の位置対応関係を測定して切り換えていたが手間がかかり、また操業中に位置対応関係がずれるとステップ応答を測定して再度位置対応関係を測定しなければならず、品質管理上問題があった。
【解決手段】 操作端の操作量をプロセスモデルに入力し、このプロセスモデルと測定プロファイルの偏差が最小になるようにプロセスモデルの位置対応関係、干渉幅、プロセスゲインを修正し、またこの位置対応関係を、操作量を出力する幅方向制御器に設定するようにした。操業中に逐次位置対応関係を最適値に修正できるので、位置対応関係がずれても制御性が悪化することがなくなり、かつ銘柄毎に位置対応関係を測定して切り換える手間がなくなる。
(もっと読む)
繊維状ウェブを処理するための装置における稼働パラメータを制御する方法及びその方法を提供するための機器
本発明は、繊維状ウェブ(W)を処理するための装置(1)における稼働パラメータを制御するための方法に関する。処理装置(1)は、ガイド手段(3)の周りで回転するよう配置された無端金属ベルト(2)と、金属ベルト(2)と接触面を形成する少なくとも1つの対向素子(5)とを含む。金属ベルト(2)と対向素子(5)との間には、繊維状ウェブ(W)のための処理ゾーン(A)が形成され、処理されるべき繊維状ウェブ(W)は処理ゾーンを通過する。本方法において、金属ベルト(2)の厚さ測定は、稼働期間中に渦電流測定によって遂行される。本発明の第二の特徴によれば、ベルト(2)の温度は、稼働期間中に、繊維状ウェブ(W)に対するベルトの反対側から非接触的な方法で測定される。本発明の第三の特徴によれば、金属ベルト(2)のための本質的に均一な温度プロファイルを得るために、金属ベルト(2)は、冷却媒体が尾部スレッディングコードと接触する領域の外側地点で冷却媒体で冷却される。本発明は、上記方法を適用する機器にも関する。 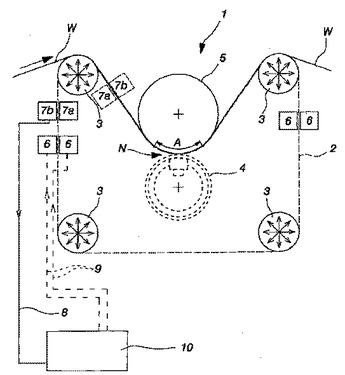 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]