
国際特許分類[B21B31/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 圧延スタンドの構造;ロール,ロール取付け具,スタンドフレームの取付け,調整,交換 (326) | ロール,ロール取付け具またはスタンドフレームの交換 (78)
国際特許分類[B21B31/08]の下位に属する分類
水平状態の置換によるもの (34)
垂直状態の置換によるもの (1)
枢軸状態の置換によるもの (2)
国際特許分類[B21B31/08]に分類される特許
1 - 10 / 41
圧延機のロール組替方法
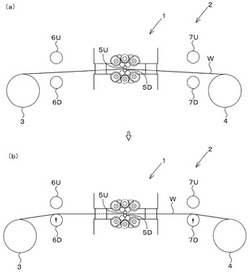
【課題】多段圧延機を備えた圧延装置において、圧延材を通板させたままワークロールを簡単に取り外せるようにする。
【解決手段】本発明の圧延機のロール組替方法は、圧延材Wを圧延する上下一対のワークロール5を有する多段圧延機1と、多段圧延機1に圧延材Wを送り出す巻出リール3と、多段圧延機1で圧延された圧延材Wを巻き取る巻取リール4とを備えた圧延装置2にて、圧延材Wを巻出リール3と巻取リール4とに掛け渡して通板させたままワークロール5を組み替えるに際して、ワークロール5を通過する圧延材Wのパスラインが略水平になるように、圧延材Wの水平位置を調整して、その後、ワークロール5を多段圧延機1から取り外すか、多段圧延機1内に組み込む。
(もっと読む)
金属ストリップの処理装置のロール交換装置及びロール交換方法

【課題】金属ストリップの処理装置において、処理容器の内部にロール交換用レールを設けることなく、ロールの交換を可能にする。
【解決手段】上下一対のロール4,5を処理容器1aの内部に設け、ロール4,5を軸支するチョック6,7を処理容器1aの外部に設け、チョック6,7を昇降手段9,12により昇降自在に支持し、昇降手段9,12の下部に上面が傾斜面を有する傾斜レールを設け、チョック6,7の上部に傾斜レール上に載置する懸垂・移動用車輪を設け、チョック6,7の下部に移動用車輪11,14を設け、ロール4,5の交換時に昇降手段9,12によりチョック6,7の移動用車輪11,14の下側に処理容器1aの外から挿入可能なテレスコ式のレール20,21を昇降可能に搭載したロール交換台車3を金属ストリップの処理装置1に隣接配置した金属ストリップの処理装置のロール交換装置。
(もっと読む)
ロール管理システム
【課題】圧延機に用いられるロールのロール径を示す情報を、作業者に大きな負担をかけることなくトラッキング(追跡)することができるロール管理システムを提供する
【解決手段】ロール管理システム1は、大容量ハードディスクを複数組み合わせた外部記憶装置20、ZMプロコン21、複数のPC22、台車制御盤23、周辺制御盤24、複数の無線HT19、及び、各在荷センサ16a〜16eなどが、複数のHUB装置25又は無線AP26を介して管理サーバ27に有線通信又は無線通信で接続されたシステム構成をなす。管理サーバ27は、ワークロールのロール径を示すタグIDに対応付けて、ワークロールの位置情報を管理する。
(もっと読む)
ロールユニット及び整径管圧延設備スタンド
【課題】コンパクトで剛性が高くロール組替えが容易な、管を整径する整径管圧延設備スタンドのアウターハウジングに装着し使用するロールユニットを提供する。
【解決手段】本発明のロールユニット1は、ロール5a、5b、5c、5dを回転自在に保持する軸受箱7a、7b、7c、7dを前後から挟み込み、軸受箱7a、7b、7c、7dのパスライン方向の移動を不能とする、中心部に被整径管10が通過する貫通孔19、29が設けられた前フレーム11及び後フレーム13と、前記前フレーム11と前記後フレーム13とを取り外し可能に連結し、前記軸受箱7a、7b、7c、7dから荷重を受ける荷重受板15a、15b、15c、15dとを含み構成されるロールハウジング3と、前記荷重受板15a、15b、15c、15dと前記軸受箱7a、7b、7c、7dとの間に装着されロール間隙を調整する隙間調整装置9a、9b、9c、9dとを備える。
(もっと読む)
圧延機、圧延機スタンド及び圧延機における圧延機スタンドの交換方法
【課題】業界標準の圧延機、業界標準の圧延機スタンド、並びに圧延機における圧延機スタンドの業界標準の交換方法を提供。
【解決手段】ラインに配置された、中央のカリバー開口部を形成する複数の圧延機スタンド12を備え、これらの圧延機スタンドは、それぞれスタンドスペース57に配置され、それぞれ少なくとも1つの交換位置58,59へ移動可能である、長い材料を圧延するための圧延機において、狭いスペースで圧延機スタンドを簡単に交換することを可能にするため、各スタンドスペース58がインプットクラッチ56を有し、このインプットクラッチが圧延機スタンド側クラッチエレメント11と駆動側クラッチエレメントとを有しており、駆動側クラッチエレメントが軸方向に固定された状態でスタンドスペース57に設けられている。
(もっと読む)
ロールショップ管理システム
【課題】圧延装置に対するロールの供給及び回収を迅速に行うことができるロールショップ管理システムを提供する。
【解決手段】ファーストロール100bのロール交換処理では管理サーバ3は、ZM圧延機2に供給するファーストロール100bをZM供給エリア61からチェンジャー69に供給するとともに、ZM圧延機2から回収されたファーストロール100bをチェンジャー69からZM回収エリア62に回収するようにロールショップPを制御する。セカンドロール100cのロール交換処理では管理サーバ3は、ZM圧延機2に供給するセカンドロール100cをZM供給エリア61及びZM回収エリア62からロール組込装置390に供給するとともに、ZM圧延機2から回収されたセカンドロール100cをロール組込装置390からZM回収エリア62及びZM供給エリア61に回収するようにロールショップPを制御する。
(もっと読む)
多ロールマンドレルミルおよび継目無管の製造方法
【課題】 マンドレルミルにおけるアンダーフィルおよびオーバーフィルを効率的に防止する多ロールマンドレルミルおよびこれを用いた継目無管の製造方法を提供。
【解決手段】小径管の製管段取において、ロールチョック部の干渉をなくし、孔型ロール間の隙間調整できる範囲を広げるため、「段取別ロールチョック部等の設計適正化」を図った多ロールマンドレルミルは、管材を圧下するロール孔型として複数の孔型ロール本体を具備し、これらを駆動するロール軸およびロールチョック部がそれぞれ配置された圧延スタンドを複数基備えるマンドレルミルであって、マンドレルミルの製管段取に応じて、孔型ロール本体に加えて、ロール軸およびロールチョック部のいずれか一以上を異なる形状の部品に交換することを特徴とする。アンダーフィル、オーバーフィルの防止に有効な延伸圧延装置である。
(もっと読む)
圧延材の製造方法
【課題】圧延ラインの稼働率を向上させることが可能な、圧延材の製造方法を提供する。
【解決手段】圧延動作を停止している圧延機の保全作業の進捗実績を定期的に収集する収集工程と、該収集工程で収集した進捗実績を用いて保全作業の終了時刻Tkを定期的に予測し予測した終了時刻Tkと現在の時刻T1との差Tk−T1を算出する終了時刻予測工程と、加熱炉から抽出された圧延材が保全作業が行われている圧延機へと進入するまでの所要時間Th1を見積もるTh1見積もり工程と、上記差Tk−T1及び所要時間Th1がTh1≧Tk−T1を満たすか否かを判断し、Th1≧Tk−T1を満たす場合に保全作業の終了後に最初に圧延される圧延材を加熱炉から抽出する時刻Taを決定する抽出時刻決定工程と、を有する、圧延材の製造方法とする。
(もっと読む)
供給製品を異なるサイズの仕上げ製品に圧延する方法
供給製品は、圧延機パスラインに沿って配置されたモジュール式の複数の圧延ユニット(RU1,RU2,RU3,RU5)より成る圧延機仕上げセクションにおいて、異なるサイズの仕上げ製品に圧延される。各圧延ユニットは、連続的な楕円形及び円形の圧延パスを形成するように構成された作業ロールを供えた2つのロールスタンド(S1−S10)を有している。ロールスタンドは、これらのロールスタンドの各楕円形及び円形の圧延パスを通って圧延された製品に一定の断面積減少を生ぜしめるように構成されている。同じエントリーサイズを有する供給製品(FP1)は、切り替えられた圧延工程によって異なる減少サイズを有する仕上げ製品(FP2)に圧延され、前記切り替えられた圧延工程において、選択された圧延ユニット(RU5)が、パスラインに沿って、交換された圧延ユニットのロールスタンドの断面積減少とは異なる断面積減少を生ぜしめるように構成されたロールスタンドを有する圧延ユニット(RU5a,RU5b)に置き換えられる。置き換えられた圧延ユニットから上流側の圧延ユニットのロールスタンドは、交換されない。  (もっと読む)
(もっと読む)
カセット構造様式における、4ロール方式/6ロール方式/18HSロール方式によるロールスタンド
【解決手段】 本発明は、カセット構造様式における、4ロール方式/6ロール方式/18HSロール方式によるロールスタンドであって、このロールスタンドの場合、曲げ力が、メイ・ウエストブロック3と結合されているピストン−シリンダーユニットを介して、ロールチョック7の曲げピン6に伝達される様式の上記ロールスタンドに関する。その際、ピストンロッド1)におけるピストンが、メイ・ウエストブロック3と、強固に結合されており、および、シリンダー体4が、曲げピン6を、ロールのロールチョック7において備えており、従って、曲げ力が、直接的に、前記ロールチョック7の曲げピン6に伝達可能である。 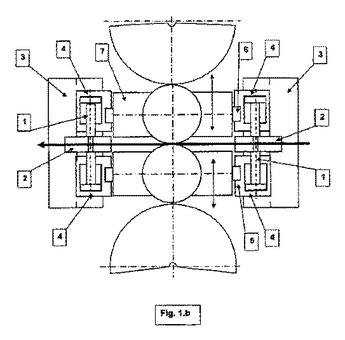 (もっと読む)
(もっと読む)
1 - 10 / 41
[ Back to top ]