
国際特許分類[B21B38/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に適用される測定方法または装置,例.位置探知,製品検査 (30) | 帯材の平坦度または形状を測定するためのもの (30)
国際特許分類[B21B38/02]に分類される特許
1 - 10 / 30
熱間圧延設備
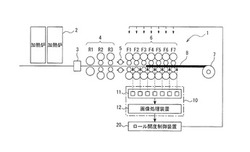
【課題】被圧延材のウェッジ比率を変化させる仕上圧延スタンドを特定し、適切に被圧延材の蛇行を防止することができる熱間圧延設備を提供する。
【解決手段】熱間圧延ラインの各仕上圧延スタンド間で、被圧延材8の尾端平面形状をそれぞれ検出し、検出した尾端平面形状から各仕上圧延スタンド出側での被圧延材8のウェッジ比率を算出する。そして、入側と出側とでウェッジ比率が許容値以上変化している仕上圧延スタンドを特定し、そのウェッジ比率変化量に基づいて、ウェッジ比率を抑制すべく、特定した仕上圧延スタンド及び当該仕上圧延スタンドよりも下流側に配置された仕上圧延スタンドの少なくとも1つの作業側と駆動側とのロール開度差を補正する。
(もっと読む)
圧延制御装置、圧延制御方法及び圧延制御プログラム

【課題】リバース圧延を行う圧延機において、被圧延材の形状を測定する形状計を圧延機の片方のみに設けた場合であっても、被圧延材の形状制御を可能とすること。
【解決手段】圧延される前の被圧延材Aの板厚である入側板厚と、圧延された後の被圧延材Aの板厚である出側板厚と、入側板厚の平均値と、出側板厚の平均値とに基づき、被圧延材Aの板幅方向の複数の位置における形状の予測値を算出し、正回転の圧延時に、形状計によって測定された被圧延材Aの形状と目標値とを比較することにより、被圧延材Aの形状偏差を算出し、逆回転の圧延時に、形状の予測値と目標値とを比較することにより形状偏差を算出し、算出された形状偏差に基づき、被圧延材Aの形状と目標値との差異を修正するようにロールを制御するための制御量を決定することを特徴とする。
(もっと読む)
圧延機でのキス圧延状態の判定方法
【課題】箔圧延を行っている圧延機でのキス圧延状態を確実に判定する方法を提供する。
【解決手段】本発明の圧延機でのキス圧延状態の判定方法は、圧延材Wを圧延するワークロール2を備えた圧延機1を用いて圧延を行っている際に、圧延材Wの圧延形状の差を圧延荷重の差で除した単位荷重変化当たりの形状変化Δεを算出すると共に、圧延材Wの板厚や材質による影響を考慮するための形状緩和係数αを求め、ワークロール2のたわみであるh・Δε/αを算出し、算出されたたわみh・Δε/αの分布曲線が、予め設定した曲線パターンとなる場合にキス圧延状態と判断する。
(もっと読む)
熱延鋼帯の製造装置及び製造方法
【課題】圧延直後の急速均一冷却により所望の材質が得られるとともに早期の板張力及び板形状計測により歩留り向上が可能な熱延鋼帯の製造装置及び製造方法を提供する。
【解決手段】 仕上げ圧延機列11と、該仕上げ圧延機列の出側直後に設置された第1の冷却装置13と、該第1の冷却装置の出側に設置されてストリップSの上,下両面に当接するピンチロール14と、を備えるとともに、前記第1の冷却装置とピンチロールとの間に少なくともストリップSの上方に位置した水切りロール15を配置し、かつ該水切りロールとピンチロールとの間にストリップSの張力及び形状を測定する張力/形状測定装置16を設置した。
(もっと読む)
熱延板の形状制御方法、製造方法及び製造装置
【課題】被圧延材の後端部の形状不良を効果的に低減することができる熱延板の形状制御方法を提供する。
【解決手段】本発明に係る形状制御方法は、少なくとも被圧延材Mの先端が熱間圧延機1の下流に設置された巻取り機6に巻き取られるまでは、形状制御アクチュエータ2を第1の制御ゲインG1で閉ループ制御し、被圧延材Mの先端が巻取り機6に巻き取られてから、形状計3によって被圧延材Mの形状不良が検出され始めるまでの間の所定のタイミングで、第1の制御ゲインG1をこれよりも大きな第2の制御ゲインG2に切り替え、前記所定のタイミング以降は、形状制御アクチュエータ2を第2の制御ゲインG2で閉ループ制御することを特徴とする。
(もっと読む)
冷間圧延機の制御装置
【課題】圧延材の板幅方向の伸び率分布を自動的に目標値にできる冷間圧延機の制御装置を提供する。
【解決手段】圧延材の板幅方向の伸び率分布を検出する検出部20と、前記伸び率分布を正規化直交関数に展開する展開演算部と、前記正規化直交関数と、前記伸び率分布の目標値との偏差を演算する偏差演算部と、前記偏差を解消する操作端の第1の操作方法を演算する操作方法演算部と、複数の参照用伸び率分布及び複数の参照用操作方法を互いに関連付けて蓄積したデータベース34と、前記複数の参照用伸び率分布から前記伸び率分布に類似する類似参照用伸び率分布を検索し、前記複数の参照用操作方法から当該類似参照用伸び率分布に関連付けられた操作方法を第2の操作方法として検索する検索部と、前記操作端を操作することにより前記圧延材の板幅方向の伸び率分布を制御する制御部28と、を備える。
(もっと読む)
熱延板の製造方法
【課題】先端部も含む被圧延材全体の形状不良を効果的に低減し、ひいては形状不良に起因した圧延トラブルを効果的に低減することができる熱延板の製造方法を提供する。
【解決手段】本発明に係る方法は、被圧延材Mの先端が圧延スタンドF6、F7間に設置された形状計1を通過してから、出側圧延スタンドF7に噛み込んだ直後までの第1の時間帯においては、圧延スタンドF6に設置された形状制御アクチュエータを開ループ制御し、被圧延材Mの先端が出側圧延スタンドF7に噛み込んだ直後から当該被圧延材Mの後端が入側圧延スタンドF6を抜けるまでの第2の時間帯においては、前記形状制御アクチュエータを閉ループ制御することを特徴とする。
(もっと読む)
ストリップ形状検出装置およびストリップ形状検出方法
【課題】搬送中のストリップの形状を検出するに際し、耳伸び形状不良等の具体的形状を検出する。
【解決手段】このストリップ形状検出装置は、ストリップをその幅方向にスキャン可能且つ自身のセンサーヘッドからストリップまでの距離を測定することにより耳伸び量を測定可能なレーザー距離計を備えている。そして、このレーザー距離計は、前記耳伸び量を測定する際に、ストリップの移動速度に応じて、ストリップの搬送方向での同一位置についてストリップ幅方向にスキャンするようにストリップ幅方向に対してスキャン方向を傾けて測定する。
(もっと読む)
熱延鋼板の製造方法および製造装置
【課題】優れた平坦度を有する熱延鋼板を製造する方法を提供する。
【解決手段】鋼板2に熱間仕上圧延機1により熱間仕上圧延を行ってから鋼板2を、熱間仕上圧延機1の下流側に配置される冷却装置4により冷却し、冷却装置4の下流に配置される巻き取り装置3によりこの鋼板をコイルに巻き取って熱延鋼板を製造する際に、熱間仕上圧延機1および冷却装置4の間と、冷却装置4および巻き取り機3の間との双方において鋼板2の平坦度を測定し、これらの測定値に基づいて、鋼板2の後に圧延される他の鋼板2について予め設定された、熱間仕上圧延機1の出側における平坦度の目標値を修正して設定し、修正して設定された新たな平坦度の目標値となるように、他の鋼板に熱間圧延機1により熱間仕上圧延を行う。
(もっと読む)
熱延鋼板の製造方法、及び製造設備配列
【課題】熱延鋼板の巻き取り前平坦度を所望製品の平坦度とすることが可能であるとともに、熱延鋼板の品質不良を最小とすることが可能な熱延鋼板の製造方法、及び製造設備配列を提供すること。
【解決手段】粗圧延機にて粗圧延された鋼板を仕上げ圧延機により仕上げ圧延する、仕上げ圧延工程と、仕上げ圧延された鋼板を冷却装置にて冷却する、冷却工程と、冷却された鋼板を巻き取り機により巻き取る、巻き取り工程と、を備える熱延鋼板の製造方法であって、冷却工程の冷却装置と巻き取り工程の巻き取り機との間に設置された巻き取り前平坦度計を用いて、鋼板の巻き取り前平坦度を測定する、巻き取り前平坦度測定工程と、巻き取り前平坦度測定工程後における鋼板のスリ疵、水乗りマーク、コイラエッジ疵のうちの少なくとも一つが最小となるように、巻き取り前平坦度の目標値を設定する、巻き取り前目標値設定工程と、を備えることを特徴とする、熱延鋼板の製造方法とする。
(もっと読む)
1 - 10 / 30
[ Back to top ]