
国際特許分類[B21C23/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し;衝撃押出し (402)
国際特許分類[B21C23/00]の下位に属する分類
特有の形または形状の材料からの出発,例.機械的に予備処理したもの (11)
被覆のない製品の製造 (121)
金属押出しに特に適するプレス (34)
金属被覆した製品の製造;2個以上の金属からの製品の製造 (22)
被押出し金属またはダイスまたはその類似のものの潤滑,例.潤滑剤の物理的状態,潤滑剤を供給する位置 (14)
国際特許分類[B21C23/00]に分類される特許
191 - 200 / 200
アルミニウム−亜鉛−マグネシウム−銅の合金の押し出し品
改善された強度及び破壊靭性を有するアルミニウム合金の押し出し品の製品であって、アルミニウムが主材料の合金は、1.95から2.5重量%のCu、1.9から2.5重量%のMg、8.2から10重量%のZn、0.05から0.25重量%のZr、最大0.15重量%のSi、最大0.15重量%のFe、最大0.1重量%のMn、残りのアルミニウム、並びに偶発的な元素及び不純物で構成される。  (もっと読む)
(もっと読む)
アルミ押出形材の押出成形方法

【課題】 比較的簡易にしてアルミ押出形材の肉厚変化を可及的有効に抑制するとともに多数ビレットの押出成形にも肉厚変化の抑制を継続し得るようにしたアルミ押出形材の押出成形方法を提供する。
【解決手段】 多数のビレット押出成形を繰返すロット内押出成形を行なうラム速を,押出機のラム速をシーケンス制御することによって,当初1cm/sec乃至1.3cm/sec程度の高速のラム速とし,次いで0.8cm/sec程度の並速のラム速及び0.7cm/sec乃至0.5cm/secの低速のラム速とすることによって,当初の高速でアルミ押出形材の肉厚を薄めに誘導し,その後の並速及び低速でアルミ押出形材を厚めに誘導するようにすることによってロット内の肉厚変化を抑制する。
(もっと読む)
波動歯車装置の剛性内歯歯車の製造方法

【課題】 波動歯車装置の剛性内歯歯車を、異なる素材の内歯形成部分と歯車本体部分からなる複合構造とし、これらの部分を確実に一体化できる製造方法を提案すること。
【解決手段】 第1のアルミニウム合金粉末を用いて、歯車本体部分を形成するための歯車本体用リング11をプレ成形し(工程ST1、3)、第1のアルミニウム合金粉末に比べて、加工性および靭性が低く、耐磨耗性および硬度が高い第2のアルミニウム合金粉末を用いて、内歯形成用リング12Aをプレ成形し(工程ST2、4)、歯車本体用リング11Aの内側に内歯形成用リング12Aを嵌めた状態でこれらを粉末鍛造して一体化し(工程ST5)、得られたリング状の鍛造品に歯切り加工を含む後加工を施して(工程ST6)、波動歯車装置の剛性内歯歯車を製造する。
(もっと読む)
切削可能な鉛含有Cu−Ni−Sn合金及びその製造方法
本発明は銅、ニッケル、錫及び鉛を主成分にする合金に関するものであり、この合金は連続もしくは準連続鋳造、ビレットへの静鋳造、またはビレットへの溶射鋳造によって得られ、またこの合金はスピノーダル硬化を受けることができる。本発明の合金の機械加工性指数は、標準ASTM C36000真鍮に比較して80%超であり、90%まで及ぶことができる。本発明によると、この合金は、1重量%〜20重量%のNiと、1重量%〜20重量%のSnと、0.1重量%〜4重量%のPbと、本質的にCuを含む残部と、任意的にFe、Zn、Mnの元素のうちから10%までの一つ以上及び/またはZr、Nb、Cr、Al、Mgの元素のうちから5%までの一つ以上とを、含んでいる。 (もっと読む)
押出法による軽金属素材からなる線材を製造するための方法
【課題】静水圧押出装置を用いる押出によって軽金属素材、特にマグネシウム素材、からなる線材を製造するための方法が開示される。
【解決手段】所望の線材(16)を形成することを目的として、素材体(15)が加圧され、所望の線材(16)の形状を有するダイス(14)を通過させる。微細化剤が、その軽金属素材に付加され、上記押出過程において使用される素材体(15)を形成する。
(もっと読む)
アルミニウム合金系の材料、その製造方法並びにその使用
本発明は5.5〜13.0質量%のケイ素の含有量と、式
Mg[質量%]=1.73×Si[質量%]+m
(m=1.5〜6.0質量%マグネシウム)によるマグネシウムの含有量、並びに1.0〜4.0質量%の銅の含有量を有するアルミニウム−ベース合金を製造し、前記ベース合金をその後で少なくとも1回熱間加工し、並びに次いで固溶化熱処理、焼き入れ及び熱時効処理からなる熱処理を行う、材料の製造方法に関する。マグネシウムは、上記の式によりそれぞれの所望のケイ素含有量に依存して添加される。本発明による方法により得られた材料は、低密度及び高強度により優れている。
(もっと読む)
高強度高靭性マグネシウム合金及びその製造方法
【課題】 マグネシウム合金の拡大した用途に対して強度及び靭性ともに実用に供するレベルにある高強度高靭性マグネシウム合金及びその製造方法を提供する。
【解決手段】 本発明に係る高強度高靭性マグネシウム合金は、Znをa原子%含有し、Yをb原子%含有し、残部がMgから成り、aとbは下記式(1)〜(3)を満たすマグネシウム合金鋳造物を作り、前記マグネシウム合金鋳造物に塑性加工を行って塑性加工物を作り、前記塑性加工物に熱処理を行った後の塑性加工物は、常温においてhcp構造マグネシウム相及び長周期積層構造相を有することを特徴とする。 (1)0.5≦a<5.0 (2)0.5<b<5.0 (3)2/3a−5/6≦b
(もっと読む)
高強度高靭性マグネシウム合金及びその製造方法
【課題】 マグネシウム合金の拡大した用途に対して強度及び靭性ともに実用に供するレベルにある高強度高靭性マグネシウム合金及びその製造方法を提供する。
【解決手段】 本発明に係る高強度高靭性マグネシウム合金は、Znをa原子%含有し、Dy、Ho及びErからなる群から選択される少なくとも1種の元素を合計でb原子%含有し、残部がMgから成り、aとbは下記式(1)〜(3)を満たすマグネシウム合金鋳造物を作り、前記マグネシウム合金鋳造物に塑性加工を行った後の塑性加工物は、常温においてhcp構造マグネシウム相及び長周期積層構造相を有することを特徴とする。 (1)0.2≦a≦5.0 (2)0.2≦b≦5.0 (3)0.5a−0.5≦b
(もっと読む)
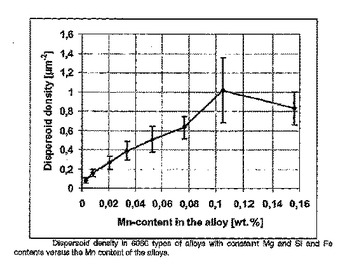
押し出しに適したAl−Mg−Si合金
アルミニウム合金であって、MgおよびSiを含有しており、特に押し出し目的に有用なのは、重量%で:
Mg 0.3 〜0.5 ;
Si 0.35〜0.6 ;
Mn 0.02〜0.08;
Cr 0.05;
Zn 0.15;
Cu 0.1 ;
Fe 0.08〜0.28;および加えて
粒質を洗練するための元素 0.1 重量%まで;および
偶発的な不純物 0.15重量%まで
を含有しているものである。マンガン(Mn)は特定の限度内ではあるが、AlMgSi合金の押し出し性に、更なる好影響(プラスの効果)を持つ。そのAlFeSi金属相間の形質転換を促進させるのに加えて、AlMnFeSi分散質粒子が、均一化の最中に形成される。これら粒子は、均一化後に冷却していく間中、Mg2Si粒子の核化サイトとして振る舞い続ける。高品質ビレットにおいて、均一化後に冷却していく間に形成されるMg2Si粒子は、金型開口部に到達する前、予備加熱および押し出し操作の間に、容易に溶解する筈である。
 (もっと読む)
(もっと読む)
化学および熱用途のための金属ハニカム基体
押出金属ハニカムは、軟化した金属塊供給原料を、この軟化した金属塊供給原料を支持ダイ・ベースプレートに通してハニカム・ダイ吐出部分に供給するための供給孔アレイを有してなるハニカム押出ダイに通して直接押し出すことによって製造される。吐出部分は、押出金属ハニカム構造の壁を形成する交差した吐出スロットのアレイを有してなる。このプロセスは、図4のグラフに示したように、特定の押出物流量、押出物の組成、および供給孔の壁の特定の組成から生じる壁抵抗条件に関する適切な圧力勾配を用いることによって最適化できる。  (もっと読む)
(もっと読む)
191 - 200 / 200
[ Back to top ]