
国際特許分類[B21C23/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し;衝撃押出し (402) | 被覆のない製品の製造 (121) | 直接押出しによるもの (109) | 線,棒,管の製造 (73)
国際特許分類[B21C23/08]の下位に属する分類
フイン付管の製造 (5)
わん曲管または棒の押出し (1)
国際特許分類[B21C23/08]に分類される特許
1 - 10 / 67
熱間穿孔用エキスパンション装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
アルミニウム製細管の製造方法
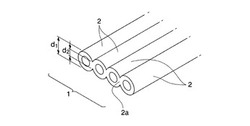
【課題】押出加工方法では製造不能な細い径の細管を、押出加工方法を利用して製造する方法を提供する。
【解決手段】アルミニウムまたはアルミニウム合金からなる細管を押出加工法を用いて製造するに際し、目的の直径の細管の元となる素細管2を複数、それら素細管の管壁同士をそれら素細管の長さ方向に沿って連結一体化してなる集合細管1として押出加工し、前記素細管同士の管壁部の一体化部分に沿って前記集合細管を引き裂くことで複数の細管を得ることを特徴とするアルミニウム製細管の製造方法。
(もっと読む)
中空形材成形用押出ダイス

【課題】押出加工力が大きな高力系合金、特に、いわゆる7000系といった最高強度アルミ合金からなるビレットを押出し成形する場合でも、高速押出しができると共にスパイダーの破断を防止して長寿命化を図れるようになる中空形材成形用押出ダイスを提供する。
【解決手段】押出ダイス10を、ビレットBを上流側から下流側に押出して中空形材の内側形状を成形するオス20型とこのオス型20を保持し中空形材の外側形状を成形するメス型30を備えて構成し、オス型20を、スパイダー22とこのスパイダー22を保持するホルダー25とで構成し、スパイダー22を、マンドレル23とこのマンドレル23を支持しかつ先端外周面24Cがブリッジ保持面25Cと係合する複数のブリッジ部24とで形成し、各ブリッジ部24の先端外周面24Cとホルダー25のブリッジ保持面25Cとを焼き嵌めにより接合した構成とした。
(もっと読む)
剪断押出システム
【課題】 材料に均一な微細構造を与えるシステムと方法。
【解決手段】 実施例では、剪断押出システムが内部マンドレルを有している。内部マンドレルは拡張剪断材料部と収縮剪断材料部とを有している。加えて、システムは材料を含んでいる。材料は内部マンドレルの一部の付近に配置される。更に、システムは加圧器を有している。加圧器が材料に圧力を加えて、材料を拡張剪断材料部に押して接触させ、拡張済剪断後材料部がもたらされる。加圧器からの圧力が材料に加えられて、拡張済剪断後材料部を押して収縮剪断材料部に接触させ、収縮済剪断材料部がもたらされる。
(もっと読む)
ねじり押出材の製造方法及びプラー
【課題】外周に長さ方向に沿って螺旋状の凹凸を有するねじり押出材が、材料テーブル上でうねったり、曲がったりするのを抑制し、ねじり押出材の断面寸法及びねじりピッチの精度を向上させる。
【解決手段】ねじり押出材5の先端部を、プラー14の掴み部16により掴み、ねじり押出材5の押出速度に合わせてプラー14を押出方向に移動させ、その際、ねじり押出材5に弾性変形範囲内の引張力を付加する。掴み部16は、押出方向を軸線として回転自由に設置され、プラー14の移動に伴い、ねじり押出材の回転に任せて自由回転する。
(もっと読む)
アルミニウム合金及びアルミニウム合金押出材の製造方法
【課題】高平滑な表面を形成することができるアルミニウム合金、アルミニウム合金押出材の製造方法、感光ドラム基体の製造方法、アルミニウム合金押出材、及び、感光ドラム基体を提供する。
【解決手段】アルミニウム合金は、Si:0.03〜0.6質量%、Fe:0.1〜0.7質量%、Cu:0.05〜0.20質量%、Mn:1.0〜1.5質量%、Mg:0.01〜0.1質量%、Zn:0〜0.1質量%、Ti:0〜0.1質量%を含有し、残部Al及び不可避不純物からなる組成を有し、該組成を有するアルミニウム合金製ビレットを押出加工して押出材を製造する。さらに、得られた感光ドラム基体用アルミニウム合金押出管を引抜加工或いはしごき加工して感光ドラム基体を製造する。
(もっと読む)
管材製造装置、管材製造方法、および、管材
【課題】簡単な機構で高い押し出し力で押し出し成形することができ、しかも、管内面に形成する螺旋状の凸部のねじれ角を大きくすることができる管材製造装置、管材製造方法、および、管材を提供することを課題とする。
【解決手段】管材製造装置10は、ビレット12の押し出し方向Fの側に設けられ貫通孔22が形成されているダイス16と、先端が貫通孔22よりも押し出し方向側に延び出すように貫通孔22を挿通する挿通部34とを備えている。挿通部34は、ビレット収容空間S内に入れられたフローティングダイ30に設けられており、貫通孔22の内周と挿通部34の外周との間に隙間が形成されている。挿通部34の側面側には螺旋溝40が形成されており、ビレット12がこの隙間から押し出されてなる管材Pが成形される際に管材内面側に螺旋状の凸部が成形される。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるととともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21にコイル状に巻取る巻取り工程と、巻取り工程を経て形成されたコイル状管材11Cをそのコイル軸線26上に沿って一定の張力を負荷しながら直管状に引き伸ばすことにより、管材11に捻りを加える引張り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
高強度中空ばね用シームレス鋼管用素管の製造方法
【解決課題】高強度中空ばね用シームレス鋼管の製造時にその内面表層部における粗大な内面疵の発生を抑制し、高品質のシームレス鋼管用素管の製造方法を提供すること。
【解決手段】
C:0.2〜0.7質量%、Si:0.5〜3質量%、Mn:0.1〜2質量%、Al:0.1質量%以下(0%を含まない)、P:0.02質量%以下(0%を含まない)、S:0.02質量%以下(0%を含まない)及びN: 0.02質量%以下(0%を含まない)を含有する鋼からなり、且つ、その内面表層部における鋼組織の平均結晶粒径が15μm以下に調整された中空ビレットを用いて熱間押出加工を行い、中空シームレス鋼管用の素管を製造することを特徴とする高強度中空ばね用シームレス鋼管用素管の製造方法。
(もっと読む)
高合金またはステンレス鋼における継目無鋼管の製造方法
【課題】丸鋼片の孔繰り加工時における歩留り低下を最小限とする。
【解決手段】Niを20質量%以上含有し、かつオーステナイト単相組織を有する高合金またはステンレス鋼のブルーム1を、圧延或いは鍛造して得られる丸鋼片3に対し、丸鋼片3の中心部に存在する欠陥を孔繰り加工した後、熱間押出法により継目無鋼管を製造する方法である。ブルーム1の長辺長さをA(mm)、短辺長さをB(mm)とした場合、ブルームの扁平比(A/B)が1.4以上、2.4以下で、かつ、丸鋼片3の半径をR(mm)とした場合、ブルーム1から丸鋼片3への圧延比(A×B)/πR2が2.0以上、9.0以下となるようにする。
【効果】ブルームに発生する粒界割れが圧延・鍛造後の丸鋼片内部に残存しても、少ない中心孔繰り加工により除去することができ、製管後の内面欠陥発生を防止した継目無鋼管を製造できる。
(もっと読む)
1 - 10 / 67
[ Back to top ]