
国際特許分類[B21D47/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 剛構造の要素または単位体,例.ハニカム構造体,の製造 (172) | 梁または柱 (69)
国際特許分類[B21D47/01]の下位に属する分類
伸張によるもの
国際特許分類[B21D47/01]に分類される特許
41 - 50 / 69
内向きリブ付き閉断面フレーム
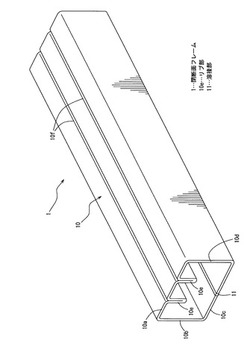
【課題】この発明は、高い曲げ抗力を発揮できるものを生産性良く得ることができる内向きリブ付き閉断面フレームを提供することを目的とする。
【解決手段】金属板10を、略矩形状をなす閉断面が長手方向に連続するようロールフォーミングしてその両端部を溶接してなる中空フレーム体であって、曲げ力を受けて圧縮される側の前記閉断面の辺部10aの一部を、前記中空フレーム体の長手方向にわたって山形に重なるように折り畳んで、前記閉断面内で反対側の辺部10cに向けて突出する内向きのリブ゛部10eに形成した。
(もっと読む)
円形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた円形鋼管部材

【課題】円形鋼管の端部からその円形鋼管が接合されるべき構造部材までの長さを調整可能とする機能を有し、ボルトナットの締結作業用空間を確保しつつ、加工度が低く、寸法精度の確保が容易で、保管性に優れた円形鋼管部材を構成可能とする部材を提供すること。
【解決手段】筒状のジョイント本体10の軸方向一端側に設けられ、円形鋼管5内に装入される断面円形状の装入部11と、ジョイント本体10の軸方向他端側に設けられ、その他端側端面に対してボルト孔33が複数形成されたエンドプレート31が固着されるプレート接合部13とを備え、プレート接合部13は、少なくとも上記ボルト孔31の位置に対応した部位において、装入部11よりもその内側に狭まって形成されていることを特徴とする金属製中空ジョイント1。
(もっと読む)
屈曲金属管部材及びその製造方法
【課題】曲げ加工部位の内部に樹脂が充填された屈曲金属管部材の座屈に対する強度を向上させ、かつ生産性を向上させることができる屈曲金属管部材及びその製造方法を提供する。
【解決手段】屈曲金属管部材30に充填された発泡樹脂31は、低密度部31aと高密度部31bとを有し、高密度部31bが曲げ内側に、低密度部31aが曲げ外側に位置するように配設する。発泡させることにより発泡樹脂31となる発泡用樹脂31′として、低密度発泡部31a′と高密度発泡部31b′とを有するものを用いる。曲げ加工工程でのワーク30′の曲げ加工予定部位30Y′の内部に発泡用樹脂31′を配設した後、ワーク30′を曲げ加工すると同時に、高密度発泡部31b′が曲げ内側に、低密度発泡部31a′が曲げ外側に位置するように発泡用樹脂31′を位置決めする。そして最後に、発泡用樹脂31′を発泡させる。
(もっと読む)
閉構造部材の製造方法、プレス成形装置及び閉構造部材
【課題】閉構造部材の部品点数及び製造工程数を減少し、閉構造部材を効率的に製造する。
【解決手段】閉構造部材の製造方法では、パンチ84をプレス方向へ駆動し、ブランク材24における一方の接合端部19を、フランジ加工部102からの押圧力により屈曲して、他方の接合端部21の外側に重なり合うと共に、この接合端部21を掛止する掛止フランジ部20に成形すると同時に、一対のプレス成形面96、97によりブランク材24を加圧して、このブランク材24における一対の肩部26をそれぞれ所定の形状にプレス成形する。これにより、一方の接合端部19を掛止フランジ部20に成形し、この掛止フランジ部20により他方の接合端部21を掛止して、掛止フランジ部20を接合端部21に固定できると同時に、一対の肩部26を所定の形状にプレス成形することができる。
(もっと読む)
金属製閉断面部材の製造方法
【課題】比較的簡単な方法によって精度良く金属製閉断面部材を製造することができる金属製閉断面部材の製造方法を提供する。
【解決手段】金属製の板状ワークから閉断面状に形成された閉断面部材を製造する金属製閉断面部材の製造方法は、第1の成形型を用い、前記板状ワークW1を凸状にプレス成形する第1のプレス成形工程と、前記第1のプレス成形工程の後に、第2の成形型60を用い、プレス成形された前記板状ワークW1を第2の成形型のダイ61と第2の成形型の中子型65との間に配置した状態で、前記中子型を前記ダイに対して相対的に移動してプレス成形することにより、前記第1のプレス成形工程において成形された前記板状ワークの凸状に成形される凸状頂面部W2の両側の凸状側面部W3、W4をそれぞれ前記板状ワークの内方側へ変位させて閉断面化する第2のプレス成形工程と、を備えている。
(もっと読む)
閉構造部材の製造方法、プレス成形装置及び閉構造部材
【課題】閉構造部材の部品点数及び製造工程数を減少し、閉構造部材を効率的に製造する。
【解決手段】 ヘミングプレス工程では、パンチ84を更にプレス位置側へ下降させて、一対のフランジ部20、22をスリット溝102内へ挿入しつつ、ヘミング突起28を屈曲してヘミング突起28により他方のフランジ部22を挟み込み、一方のフランジ部20を他方のフランジ部22に接合すると同時に、パンチ84における一対のプレス成形面96により金属板を加圧して、ブランク材24における一対の肩部26を所定の形状にプレス成形する。これにより、一方のフランジ部20をヘミング突起28により他方のフランジ部22に固定(ヘミング接合)できると同時に、ブランク材24における一対の肩部26を所定形状にプレス成形することができる。
(もっと読む)
構造部材
【課題】1枚の金属板をプレス加工により折り曲げて構成し、軽量化できて強度の高い構造部材を提供する。
【解決手段】1枚の金属板をプレス加工により折り曲げて、筒状に成型したものであって、断面の形状が、金属板の中央付近にある主壁部12と、主壁部の両端に連なる一対の湾曲部と、各湾曲部にそれぞれ連なり、対向する一対の側壁部14と、各側壁部14にそれぞれ一端が連なり、互いに他方の接合縁24を付き合わせるように折り曲げられた蓋状部16と、各蓋状部16の接合縁24に連なり鋭角に折り曲げられて湾曲部の近傍に端縁26が達する一対の斜行部18とを備える。
(もっと読む)
ビームの製造方法、及び、ビーム
【課題】容易な製造により、ブランク材製造時に発生する切欠き等を起点とする亀裂の発生を的確に防止することができるビームの製造方法を提供する。
【解決手段】ブランク材21の主成形領域22aに1次成形を行う第1の成形工程において、主成形領域22aの曲げ方向と逆の拡開方向に縁辺領域22bを仮折曲させる。これにより、主成形領域22aに対する1次成形と同一の金型31u,31lを用いた同一のプレス工程によって、ブランク材21の端面(切断面)を折り込むためのフランジ11を縁辺領域22bに成形する。そして、主成形領域22aに対する2次成形を行う第2の成形工程において、縁辺領域22bの仮折曲を復元させる。これにより、主成形領域22aに対する2次成形と同一の金型32u,32lを用いた同一のプレス工程によって、フランジ11をトーションビーム10の開放端部に内向させる。
(もっと読む)
閉断面金属部材の製造方法
【課題】凹溝を挟んで平行に延びる2つの閉断面部を有する閉断面金属部材を矩形平板状ワークから製造する場合に、ワーク中央部の重合部を良好にスポット溶接する。
【解決手段】矩形平板状ワークW0の対向縁部S0,S0を切り欠き、一方の縁部の切欠き部mと他方の縁部の非切欠き部nとが対応して並ぶ中間部材W1を形成し、該部材W1の非切欠き部nを折り返し、両縁部S1,S2にワークが2層の積層部Aと1層の単層部Bとが交互に並設された中間部材W2を形成し、該部材W2の両縁部S1,S2を該部材W2の中央部に集めるように該部材W2を一方の面側に折り曲げると共に両縁部S1,S2を他方の面側に折り曲げ、該部材W2の中央部と一方の縁部の積層部A端部と他方の縁部の単層部B端部とが重合した中間部材W3を形成し、該部材W3の重合部Lを接合する。
(もっと読む)
ストリップ状異形材、並びに、異形材の製造方法及びこの種の異形材を伴う引き出しガイドの製造方法
引き出しガイド用のストリップ状異形材(1、1´、1´´、1´´´、1´´´´)は曲げられたメタルストリップから形成され、回転体用の少なくとも1本の走行路(25)を形成するために屈曲部分(2、4、5、6、8、9、10、14、15)がメタルストリップの中間部に設けられ、屈曲部分は縁部分(6、10)の間に配置される。本発明によると、メタルストリップの少なくとも1つの縁部分(6、10)がメタルストリップの隣接部分(2)に固定される。その結果、異形材の剛性が効果的に改善されうる。本発明はまたこのタイプの異形材を伴う引き出しガイド及び当該異形材の製造方法に関する。 (もっと読む)
41 - 50 / 69
[ Back to top ]