
国際特許分類[B21D47/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 剛構造の要素または単位体,例.ハニカム構造体,の製造 (172) | 梁または柱 (69)
国際特許分類[B21D47/01]の下位に属する分類
伸張によるもの
国際特許分類[B21D47/01]に分類される特許
11 - 20 / 69
ダクトの製造方法,ロール成形機
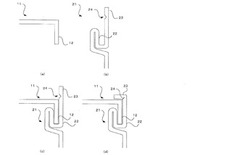
【課題】ピッツバーグはぜの接合工程における折り返し部の折り曲げ工程を容易に行うことのできるダクトの製造方法及びその際に用いられるダクト用のロール成形機を提供すること。
【解決手段】L字状の接合部12が形成された板材10とU字状の嵌合部22及び折り返し部23が形成された板材20とをピッツバーグはぜで接合するダクトの製造方法において,少なくとも折り返し部23が折り曲げられる前に,板材20の折り返し部23の折り曲げ位置に該板材20の厚みが局所的に薄くなる凹部24を形成する。これにより,板材20の折り返し部23を凹部24の位置で容易に折り曲げることができる。
(もっと読む)
チューブ部材の構造とチューブ部材の製造方法

【課題】重量増を伴うことなく、僅かな断面の拡大で曲げや捩りなどに対する強度を高めることができるチューブ部材の構造と、このチューブ部材の製造方法を提供する。
【解決手段】4角形状をした閉断面構造のチューブ部材Tにおける軸線変形部の角部1に、軸直角断面放射方向外方に向かって突出する突出部2を形成し、チューブ部材Tの断面2次モーメントを増加させ、曲げや捩りに対する剛性を向上させたことを特徴とする。
(もっと読む)
台車及びその製造方法
【課題】鉄道車両の車体の下部に回動可能なように取り付けられる台車であって、その台車の側梁を管材によって形成することが可能な台車を提供すること。
【解決手段】この台車を構成する台車枠FRは、一対の輪軸WAが所定の間隔をおいて配置される進行方向に沿った一対の側梁FR1と、一対の側梁FR1を互いに連結する横梁6と、を有し、側梁FR1は、第一管材によって形成される金属製の第一層と、第一層の内側に第二管材によって形成される金属製の第二層とを少なくとも有する。
(もっと読む)
フレーム構造体の成形方法
【課題】フレーム構造体を高張力鋼板で形成し、且つ、折り曲げ部の曲率が大きい場合でも、所望の形状に成形することができる成形方法を提供する。
【解決手段】平板状の鋼板10’に脆弱部30(スリット等)を形成して鋼板の成形性を高め、この脆弱部30で鋼板10’を折り曲げて折り曲げ部14,15を形成した後、折り曲げ部14,15の脆弱部30を溶接して補強する。
(もっと読む)
ウェブ部の板厚とフランジ部の総板厚が異なる軽溝形鋼及びその製造方法
【課題】フランジ部を積層鋼板により構築してその総板厚をウェブ部の板厚よりも厚くすることにより、同じ重量及び同じ外形寸法であっても断面二次モーメントの大きい軽溝形鋼を簡便に得る。
【解決手段】薄鋼板の両側部にヘミング折り返し成形加工を施した後、当該両側にヘミング折り返し部を有する鋼板に曲げ加工を施して、フランジ部が2重、3重あるいはそれ以上の重なりを持った断面形状とされている軽溝形鋼を得る。
上記軽溝形鋼を接合する部分に、フランジ最外側鋼板へ座掘り孔が施されていることが好ましい。ヘミング折り返し部分に、鋼板又はゴム材等、他の板材が介在されていることが好ましい。また、ウェブ部及び/又はフランジ部に、折り曲げ溝が形成されていることが好ましい。
(もっと読む)
突合せ接合された閉断面中空構造体
車両の構造部材は、従来の二枚貝様構成を用いるが先行技術である重畳接合部が除去された閉断面中空体から提供される。これは、自動車産業からの要請による高容量への適用に実績がある。板金プレス成形は、構造部品を製造する最も費用対効果の高い方法である。本開示は、二枚貝様閉断面中空体における重畳又はフランジ型接続部に関する不必要な材料を廃止することで重量とコストを低下させる。 (もっと読む)
車両用構造部材及びその製造方法
【課題】パイプを主体とする構造部材と比べて同等以上の剛性が得られ、かつ、軽量化及び低コスト化を図ることができる車両用構造部材及びその製造方法を提供すること。
【解決手段】帯状金属素材100を断面略コ字状とする予備曲げ工程と、円弧状に成形して管状本体部とする本体曲げ工程とを有する。本体曲げ工程は、第1凹型51と第1凸型52とを用い、帯状金属素材100のカール片部12を第1凸型52側に位置させた状態で、帯状金型素材100を第1凹部510と第1凸部520との間に挟むことによって、略円弧状を呈する管状本体部11を成形する第1本体曲げ工程を有する。第1本体曲げ工程に用いる第1凸型52は、第1凸部520の表面に長手方向に沿って伸びる第1突出角部523を平行に複数設けてなる。第1本体曲げ工程の実施により、管状本体部11の内面に第1突出角部523に押圧された圧痕181を長手方向に沿って複数形成する。
(もっと読む)
金属製閉断面部材の製造方法
【課題】板状ワークを良好に閉断面化させることができる金属製閉断面部材の製造方法を提供する。
【解決手段】板状ワークW1から閉断面部材を製造するに際し、板状ワークを凸状にプレス成形するとともに頂面部W2に逆方向に突出する凸部W2aを成形する第1成形工程と、板状ワークをダイ61に保持した状態でパンチ65により凸部を突出方向と逆方向にプレス成形し凸部を圧潰するとともに両側の側面部W3、W4を内方側へ変位させて板状ワークの内方側へ付勢した状態で該側面部の端部W3e、W4eをパンチの両側面65d、65cに当接させる第2成形工程と、パンチを板状ワークから抜き取り閉断面化させる第3成形工程とを備え、第2成形工程は、ダイの表面における板状ワークの凸部が圧潰された圧潰部W2dに対応する部位に凹部63が設けられたダイを用いて行われる。
(もっと読む)
中空柱状部品の製造方法
【課題】衝突特性に優れた形状を有する中空柱状部品を安価に量産することのできる方法を提供する。
【解決手段】天壁部11と、底壁部と、天壁部11とその両端でつながる一対の縦壁部13とを備え、縦壁部13のうち天壁部11への連結領域14には、外方に張り出した形状を呈する張り出し部15が形成されている中空柱状部品を製造する。その製造方法は、張り出し部15が形成される前の中間成形体30を形成する工程と、中間成形体30を上下の金型41・42で型締めして、中間成形体30の連結領域14に相当する部分32を外方に向けて座屈変形させることで、張り出し部15を成形する工程とを少なくとも含む。
(もっと読む)
曲がり閉断面構造部品およびその製造方法
【課題】プレス成形のみにより、長軸方向に曲がり形状を有する多角形閉断面構造部品の製造方法を提供する。
【解決手段】2枚の金属平板から曲がり閉断面構造部品を製造する方法であって、金属平板の長手方向に、多角形の曲がり形状に該当する部分に直線状または曲線状の折り目を成形するとともに、金属平板の幅方向両端部のうち少なくとも片側にフランジ部を成形するプレス成形工程と、前記プレス成形した2枚の金属平板のフランジ部同士およびフランジ部が無い端部同士を重ね併せて、重ね併せた部分を前記金属平板の長さ方向に溶接して閉断面構造とする工程と、得られた閉断面構造の両端部を治具で固定し、閉断面構造の中心軸方向に圧縮し、プレス成形工程で成形された折り目を起点として、長手方向に湾曲した多角形閉断面構造とする工程とを有することを特徴とする曲がり閉断面構造部品の製造方法。
(もっと読む)
11 - 20 / 69
[ Back to top ]