
国際特許分類[B21D51/30]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 缶または錫缶;これの永久的な密封 (347) | 円周状の折目にそっての巻締め (67)
国際特許分類[B21D51/30]の下位に属する分類
圧延によるもの
プレスによるもの (4)
国際特許分類[B21D51/30]に分類される特許
11 - 20 / 63
シーミングチャックの劣化管理方法
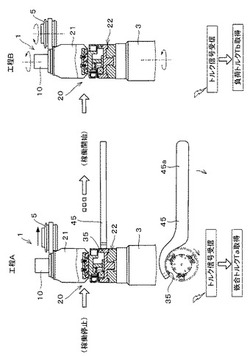
【課題】スリップシームが発生するまでにシーミングチャックの寿命にどの程度の余裕があるかを把握できるシーミングチャックの劣化管理方法を提供する。
【解決手段】巻締加工にて缶蓋を接合し得る缶体21を有し、シーミングチャック10の保持力である嵌合トルクTaを測定できるとともに巻締加工中に与えられるトルクの最大値である負荷トルクTbを測定でき、かつその測定結果を無線送信し得るように構成された測定装置20を用意する。そして、測定装置20を巻締装置に投入して、巻締装置の稼働停止中に測定装置20を用いて嵌合トルクTaを、巻締装置の稼働中に負荷トルクTbをそれぞれ取得し、嵌合トルクTaと負荷トルクTbとの差分δTに基づいてシーミングチャック10の劣化状態を判断する。
(もっと読む)
缶の二重巻締め部構造

【課題】薄肉の缶蓋材を使用して、確実に密封性を確保し得る強度を有する缶の二重巻締め部構造を提供する。
【解決手段】板厚が0.230mm以下の蓋材を用いて形成した缶蓋20を缶胴10に巻締めてなる缶の二重巻締め構造であって、缶胴10は、有底円筒状の胴体部11とボディーフック12とを有し、缶蓋20は、カバーフック21と、シーミングウォール22と、シーミングパネル23と、チャックウォール24と、カウンターシンク25と、パネル26とを有し、チャックウォール24の中途部分には第1湾曲部24aと第2湾曲部24bとが形成されており、缶蓋20のシーミングウォール22とシーミングパネル23との接続部分に形成されたシーミングウォールラジアス27の外面の曲率半径R1が0.48mm以上0.67mm以下であり、かつ、第1湾曲部24aの内周面の曲率半径R2が0.3mm以上0.9mm以下である。
(もっと読む)
缶巻き締め方法及び缶巻き締め装置
【課題】回転駆動力を缶蓋に確実に伝達して、巻き締め不良や加工トラブル等の発生を防止し、高速巻き締めを可能にするとともに、耐圧性を高めて缶蓋の薄肉化に対応する。
【解決手段】カウンターシンク部5における外側壁部14及び外側湾曲部の少なくとも一部にチャック部材33の環状突出部43の外側凸状湾曲面がくい込むとともに、中央周壁部の内周面と湾曲テーパ状部の外周面との間に隙間を形成した状態とし、缶蓋1及び缶体21を回転させながら、まず第1巻き締めロールにより缶体21のフランジ部と缶蓋1とを巻き込み、その後、その巻き込み部分を第2巻き締めロール35とチャック部材33の湾曲テーパ状部より上方位置の台金部41との間で挟み込んで巻き締め、その巻き締め部53の内周面を上方に向かうにしたがって漸次縮径する逆テーパ状に成形した後に第2巻き締めロール35を離間させる。
(もっと読む)
ドラム缶リカール機
【課題】ドラム缶のチャイム部を捲き戻すリカール機で、捲き戻し用の円錐刃の先端を、回動するドラム缶の側壁とチャイム部の折返片との間に押圧進入させ、折返片を切断することなく剥離伸展させるドラム缶リカール機を提供する。
【解決手段】駆動円板にドラム缶を押圧接合させて回転可能にする機構と、円錐刃の装着されたダイスローラを揺動させてチャイム部の折返片の端部とドラム缶の側壁との間に進入させる揺動機構とからなり、円錐刃の刃先端に円錐刃の底面より逃がし角度Xを設け、円錐刃基部の直角からの角度を揺動角度に合わせた角度Qとする面取り加工を施した円錐刃によりチャイム部を剥離伸展させ、チャイム部の折返片を切断せずに再利用可能な状態にドラム缶から分離離脱させるドラム缶リカール機
(もっと読む)
缶巻き締め装置及び缶巻き締め方法
【課題】回転駆動力を缶蓋に確実に伝達して、巻き締め不良や加工トラブル等の発生を防止し、高速巻き締めを可能にする。
【解決手段】巻き締め時に缶蓋1を表面側から保持するチャック部材33は、缶蓋1のカウンターシンク部5内に嵌合する環状突出部43と、環状突出部43の外周面から連続し、缶蓋1のカウンターシンク部5より上方位置の中央周壁部6の内周面に対向するテーパ状部42と、テーパ状部42から連続し、缶蓋1のショルダー部7の内側で巻き締めロールの押圧力を受ける台金部41とを備え、環状突出部43の下端部に、その外周面及び内周面の間を連結する外側凸状湾曲面47及び内側凸状湾曲面48が形成され、環状突出部43がカウンターシンク部5内に嵌合されたときに、カウンターシンク部5の外側壁部14と内側壁部11との隙間を押し広げるように両壁部の少なくとも一部ずつにそれぞれくい込む寸法設定とされている。
(もっと読む)
巻締部の検査方法及びその検査装置
【課題】本発明は検査の信頼性を悪化させることなくスリップシームの予兆を発見することにより不良缶の発生を未然に防止し得る巻締部の検査方法及び検査装置を提供する。
【解決手段】缶の巻締部110を検査する際に、缶蓋101の中心Cを基準とした所定角度α毎の巻締部110の厚さTの変化量を、巻締部110の全周に亘って複数個取得し、それら変化量に基づいて巻締部110の巻締状態を判定する。
(もっと読む)
缶巻き締め装置及び缶巻き締め方法
【課題】回転駆動力を缶蓋に確実に伝達して、巻き締め不良や加工トラブル等の発生を防止し、高速巻き締めを可能にする。
【解決手段】巻き締め時に缶蓋1を表面側から保持するチャック部材33は、缶蓋1のカウンターシンク部5内に嵌合する環状突出部43と、環状突出部43の外周面から連続し、缶蓋1のカウンターシンク部5より上方位置の中央周壁部6の内周面に対向するテーパ状部42と、テーパ状部42から連続し、缶蓋1のショルダー部7の内側で巻き締めロールの押圧力を受ける台金部41とを備え、環状突出部43の下端部に、その内周面に連続する内側凸状湾曲面48が形成され、内側凸状湾曲面48は、環状突出部43がカウンターシンク部5内に嵌合されたときに、カウンターシンク部5の内側壁部11及び内側壁部11の下端に連続する内側湾曲部12の少なくとも一部にくい込む寸法設定とされている。
(もっと読む)
シーミング装置および接続ガイド部材
【課題】シーミング加工を施す対象物を静止させた状態で、シーミング加工を施すことができ、加工ローラの数を容易に変更可能とされ、構造の簡略化が図られたシーミング装置を提供する。
【解決手段】シーミング装置は、フランジ部214およびフランジ部215に折り曲げ加工を施す加工ローラ127、および加工用ガイド部140を含む加工ユニット120と、フランジ部214およびフランジ部215に沿って延び、加工ローラ127がフランジ部214およびフランジ部215を加工するように、ガイドローラ129を案内する加工用ガイド部140と、加工用ガイド部140から離れた位置に設けられ、フランジ部214およびフランジ部215から加工ローラ127を退避させるようにガイドローラ129を案内する退避用ガイド部141と、退避用ガイド部から加工用ガイド部にガイド部材を案内する状態と、加工用ガイド部から退避用ガイド部にガイド部材を案内する状態とを切り替える切替装置とを備える。
(もっと読む)
シーミング装置
【課題】シーミング加工を施す対象物を静止させた状態で、シーミング加工を施すことができ、加工ローラの数を容易に変更可能とされ、構造の簡略化が図られたシーミング装置を提供する。
【解決手段】シーミング装置は、フランジ部214およびフランジ部215に沿って延びると共に、開口部217から離れるように延びるガイド部140と、回転中心線O2を中心に可能に設けられた回転部材116と、ガイド部140によって案内されるガイドローラ129、フランジ部214およびフランジ部215に曲げ加工を施す加工ローラ127を含み、ワーク101に進退可能に設けられた加工ユニット120とを備える。
(もっと読む)
シーミング装置
【課題】シーミング加工を施す対象物を静止させた状態で、シーミング加工を施すことができると共に、装置構造自体が簡略化されたシーミング装置を提供する。
【解決手段】 本発明に係るシーミング装置は、第1被加工物の第1フランジ部と、第2被加工物の第2フランジ部とに折り曲げ加工を施して、第1被加工物と第2被加工物とを結合させるシーミング装置であって、第1方向にのみ加工ローラが移動するように、加工ローラの移動方向を規制すると共に、加工ローラの移動方向の規制を選択的に解除可能とされた方向規制機構136を備える。
(もっと読む)
11 - 20 / 63
[ Back to top ]