
国際特許分類[B21H7/14]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 転造,ロール加工または圧延による特定の金属対象物の製造,例.スクリュー,車輪,リング,バレル,ボール (608) | グループ1/00から5/00に分類されない物品の製造,例.農具,フォーク,ナイフ,スプーン (105) | ぎざぎざのある部品 (50)
国際特許分類[B21H7/14]に分類される特許
11 - 20 / 50
微細凹部加工工具及び微細凹部加工方法
【課題】微細な凹部をW型形状として摺動面に加工する際の加工コスト上昇を抑える。
【解決手段】シリンダボア5のボア内面5aに対し、微細凹部加工工具1の工具刃先11を押し付けつつ回転させることで、微細な凹部を転造によって加工する。工具刃先11は、ボア内面5aに加工する凹部がほぼW型形状となるような形状としてある。このW型形状の凹部は、ボア内面5aにおけるピストン摺動方向両端側に、摺動方向に対向する壁面を備えている。
(もっと読む)
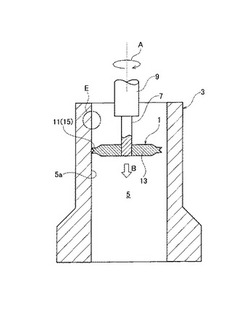
表面加工装置

【課題】円筒部をもつ鋳物の内周面に存在する鋳巣の周辺を繰り返し押圧することで、鋳巣を補修することが可能な表面加工装置を提供する。
【解決手段】本発明の表面加工装置は、表面加工工具9を備える。表面加工工具9は、転動中心軸Nと、鋳物Cの内周面Csを押圧する押圧面12fをもつ押圧突起121および溝120が転動中心軸Nを中心とした周方向に交互に配設されてなる凹凸部12とを有する転動ローラ10をもつ。凹凸部12は、転動ローラ10が内周面Csを転動することで内周面Csに形成される押圧面12fのいずれか一つに押圧された被押圧位置および該被押圧位置に挟まれた未押圧位置のうち該未押圧位置の少なくとも一部を、転動ローラ10が転動軸N方向に送られることで押圧面12fのいずれか一つにより押圧する形状をもつ。
(もっと読む)
ローレットピンの成形方法及びその装置
【課題】成形装置への軸状部材の供給とローレットピンの端部の処理を手数を要することなく短時間で行うことができるローレットピンの成形方法及びその装置を提供すること。
【解決手段】軸状部材Wの周面にローレット部を形成するために、対向する面10a、10bにローレット形成部12a、12bを備えた対となる転造ダイス1a、1bと、一端部に軸径より大径の頭部Wbを有する軸状部材Wを前記転造ダイス1に供給する供給機構2とからなり、前記転造ダイス1a、1bの対向する面10a、10bに、転造ダイス1a、1bを相対的に移動させることによって漸次接近して軸状部材Wの頭部Wbを切除する刃部13a、13bを備える。
(もっと読む)
筒形素材への凹部形成方法
【課題】筒形素材は自由回転させることを前提として、浅い台形溝状の凹部であっても、綺麗に形成することができる転造法を提供することを課題とする。
【解決手段】図(a)に示すように、静止している筒形素材46に対して、出力軸14と共に転造ダイス40を矢印(2)のように、移動させる。結果、(b)に示すように、筒形素材47の内周面47に、転造ダイス40の凸部44が噛み込む。次に、転造ダイス40を回転させる。この回転は筒形素材17が一回転したら止める。
【効果】筒形素材を1回転させると加工が完了する。1回転で加工が終了するため、凹部の形状が崩れる心配はない。したがって、筒形素材は自由回転させることを前提として、凹部を寸法精度良く形成することができる。
(もっと読む)
微細凹部の加工装置
【課題】工具ホルダに対するフォームローラのオフセット量や工具ホルダの回転速度が変化しても、遠心力の影響を解消することができる微細凹部の加工装置を提供する。
【解決手段】シリンダボアBの内周面Baに微細凹部を形成する装置であって、回転駆動される工具ホルダ10と、工具ホルダ10の回転軸L1と直交する方向に移動可能なローラ支持部材12と、工具ホルダ10の回転軸L1と平行なローラ軸L2回りに回転自在なフォームローラ13と、ローラ支持部材12に荷重を付与してフォームローラ13を内周面Baに圧接させる荷重発生手段14と、工具ホルダ10の回転により生じた遠心力を検出する遠心力検出手段15と、検出した遠心力に基づいて重心を調整するためのバランスウエイト16を備えた加工装置とし、工具ホルダ10を回転駆動した際の遠心力の影響を可及的に解消した。
(もっと読む)
工具磨耗低減銅合金鋳塊及び銅合金管
【課題】銅合金管の製造における加工設備及び生産性を維持しながら、製管時の工具磨耗を低減させることによって更に生産性を向上させる銅合金鋳塊及びそれを加工して製造した銅合金管を提供する。
【解決手段】熱間押出により銅合金管を製造するための鋳塊であって、P:0.004乃至0.05質量%、Zn:0.01乃至1.0%を含有し、残部がCu及び不可避的不純物からなる組成を有する。この銅合金鋳塊に、熱間押出加工、圧延加工、抽伸加工及び焼鈍加工を施して銅合金管を製作する。
(もっと読む)
被加工物の評価方法、評価装置、加工装置、加工具、摺動部品、自動車用部品、シリンダブロック、クランクシャフト、カムシャフト及びバランサシャフト
【課題】被加工物に塑性形成した微細凹部の評価を容易に短時間で行うことができるようにする。
【解決手段】本発明は、加工具に複数形成した成形用凸部を被加工物の表面に押圧することにより、その表面に塑性加工した複数の微細凹部の品質を評価する被加工物の評価方法において、上記被加工物20に形成されている微細凹部21,22の一部のもの22の形態を測定し、測定した一部の微細凹部22の形態の変化に基づき、他の微細凹部21の品質を評価する。
(もっと読む)
微細凹部の加工装置
【課題】外周面の一部に非加工域を有する被加工物に対して、非加工域を避けながら微細凹部を短時間で効率良く形成することができる微細凹部の加工装置を提供する。
【解決手段】外周部に微細凸部1aを有するフォームローラ1を被加工物Wに圧接させ、被加工物Wを回転させると共に、フォームローラ1及び被加工物Wを軸線方向に相対的に移動させることにより、フォームローラ1を転動させて被加工物Wの外周面に微細凹部Dを形成する装置において、フォームローラ1の外周部に、被加工物Wの外周面の一部である非加工域Nに対して、微細凸部1aの無い非加工部1bを設けたことにより、非加工域Nを避けながら微細凹部Dを短時間で効率良く形成し得るものとした。
(もっと読む)
熱交換器の製造方法
【課題】熱交換器の配管長さを延伸することなく、熱交換性能に優れた検知機能付き冷媒管の製造方法を提供する。
【解決手段】二つの円柱状の金型11を密着させ、二つの金型の間にできた円状の隙間を用いて、中径管21と小径管22を密着させる工程において、金型のリング状の凹み13の底部に突部12を形成することにより、中径管21の外表面に凹み23を加工する工程を同時に有することができ、伝熱性能の高い検知機能付き冷媒管24を容易に加工できる製造方法を提供する。
(もっと読む)
粗面形成方法、粗面形成装置、回転軸、圧縮機、ピストン及び斜板
【課題】転写体側の加工用粗面の粗さ形状を被加工体側に良好に転写することができるようにする。
【解決手段】固定台34に設置されたモータ35の出力軸351には円柱形状のダイス37が止着されている。ダイス37の周面は、ショットピーニング又はショットブラストによって加工用粗面371に形成されている。移動台38上に設置されたモータ39の出力軸391には円柱形状のダイス41が止着されている。ダイス41の周面は、ショットピーニング又はショットブラストによって加工用粗面411に形成されている。回転軸15がダイス37,41間に挟み込まれた状態でダイス37,41が回転され、加工用粗面371,411の粗さ形状が回転軸15の外周面156に転写される。
(もっと読む)
11 - 20 / 50
[ Back to top ]