
国際特許分類[B21J5/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,ハンマリングまたはプレスの方法;そのための特殊な装置または付属品 (1,391) | 型鍛造;特殊なダイスを利用したトリミング (325)
国際特許分類[B21J5/02]に分類される特許
71 - 80 / 325
金属用コイニング金型及びコンプレッサー

【課題】プレス成形品を精度良く大量に製作する事ができ、かつ、安価に提供することのできるコイニング金型及びそれを用いて形成したコンプレッサーの提供。
【解決手段】板金に0.01〜0.05ミリメートルの突起を多数設け金属用コイニング金型31を構成してあり、従来の金属塊を加工して形成した金型に比べ金型の材料費が安価となり、安価に金型を供給する事が出来るとともに、当該コイニング金型で摺動面を形成した回転式コンプレッサーもその摺動面に0.01〜0.05ミリメートルの突起を設けた板金製のコイニング金型を押し付けることによって成形できるので安価に提供することができる。
(もっと読む)
焼結された連結環

本発明は、連結歯(2)の環(1)を持つ焼結された連結環であって、連結歯(2)が楔状端面(3)から始まる引込んだ側面(4)と、楔状端面(3)とは反対の側にあって歯先(6)から半径方向に突出するストッパ(5)とを持っているものに関する。
有利な構造条件を与えるため、ストッパ(5)が歯先(6)より大きい密度を持っていることが提案される。
(もっと読む)
複動式鍛造方法及び複動式鍛造装置
【課題】ガス圧により型締めを行ない、簡単な構成の圧力ガス設備を用いて、低コストで鍛造成形を行なうことができ、メインテナンスも容易に実施可能な複動式鍛造方法及び複動式鍛造装置を提供する。
【解決手段】下ダイセット10内の下シリンダ室12及び上ダイセット20内の上シリンダ室22内に、圧力ガス源3から管路を通して不活性ガスを供給する。圧力ガス源3から一定圧力の圧力ガスを下シリンダ室1及び上シリンダ室22に供給した状態で、プレス装置により下ダイセット10と上ダイセット20を合わせて型締めし、下ダイセット10に設けた下パンチ13と上ダイセット20に設けた上パンチ23間で素材を加圧して鍛造成形を行なう。
(もっと読む)
フレッティング疲労強度の改善方法
【課題】接触面に塗装された潤滑性塗料を好適に保持可能としてフレッティング疲労強度を向上させる。
【解決手段】変動負荷を受ける部分に接触する接触片1Eの接触面2Eに、潤滑性塗料を保持するための適切な方向性を有する微細加工を施した。また、微細加工の第一段階として、接触面2Eに、変動負荷の負荷方向Xに対して垂直な方向に延びた凹部と凸部が変動負荷の負荷方向Xに交互に連続して並んだ垂直筋目を形成するように研磨した後に凸部の尖端を除去するように研磨仕上げした。さらに、微細加工の第二段階として、研磨仕上げした接触面2Eに、下向きの略正四角錐形状の複数の圧痕6をある一定の押込み量で圧痕6の上縁が形成する略正方形の対向する二辺が変動負荷の負荷方向Xに対して平行となるように形成した。また、圧痕6を、潤滑性塗料が接触面2Eから押し出されにくい分布パターンに形成した。
(もっと読む)
ステアリングラック用鍛造金型装置
棒材からステアリングラックを鍛造するための金型装置である。金型装置は、互いに接近する方向に移動可能な第1及び第2ボルスタと、ラックを鍛造するときに棒材を把持するのに適した少なくとも1つの把持部とで構成されている。把持部は、第1及び第2ボルスタそれぞれに移動可能に担持される第1及び第2半割り把持部で構成されている。把持部偏り手段は、互いに接近する方向に半割り把持部を偏らせる。ボルスタをラックの鍛造のために互いに接近する方向に移動させるときに、第1半割り把持部は、第1ボルスタに対して当接し、また、第2半割り把持部は第2ボルスタに対して当接する。
【図面】図3  (もっと読む)
(もっと読む)
閉塞鍛造金型装置
【課題】高精度な鍛造品を、低い加圧力のプレスで成形可能な閉塞鍛造金型装置を提供する。
【解決手段】エアシリンダーを前進させ、固定ダイ111と可動ダイ112を圧接する。キャビティ部にワークWを投入後プレスを作動する。上型ダイセットが下降しクサビ4が固定ブロック左方105と固定カム左方107の当接部に侵入する。固定カム左方107は図面では右に移動し固定ダイ11と可動ダイ112を挟み保持する。同時に固定ブロック左方105及びカム保持板103は左に移動し、カム保持板103に固定された固定カム右方106も左に移動し固定ダイ111と可動ダイ112を挟み保持する。さらに上型ダイセットが下降すると、加圧ピン6で加圧されたワークはダイのキャビティ部に充満し成形が完了する。
(もっと読む)
金属部材の製造方法
【課題】成形時の金型の負担を抑制する金属部材の製造方法を提供する。
【解決手段】金属製の板部材11-1に前記板部材11-1の表面と垂直な方向の成分を有する荷重を加えてカップ状部材11-2を作製する工程と、前記カップ状部材11-2に前記カップ状部材11-2の底部の表面と垂直な方向の成分を有する荷重を加えて、金型により前記カップ状部材11-2の開口端部51に前記複数の突起部を形成する工程と、を有する。
(もっと読む)
閉塞鍛造金型装置
【課題】
高精度な鍛造品を、低い加圧力のプレスで成形可能な閉塞鍛造装置を提供する。
【解決手段】
上型ダイセットが下降しワークWを上型ダイ10及び下型ダイ110で閉塞する、さらに下降しクサビ4が固定ブロック左方105と固定カム左方107の当接部に侵入する。固定カム左方107は右に移動し上型ダイ10下型ダイ110を挟み保持する。同時に固定ブロック左方105及びカム保持板103は図面では左に移動しカム保持板103に固定された固定カム右方106も左に移動し上型ダイ10下型ダイ110を挟み保持する図−1、図−2。さらに上型ダイセットが下降すると、加圧ピン8で加圧されたワークは上下型ダイのキャビティ部に充満し成形が完了する図−2。この装置に於いては、プレス加圧力は従来の閉塞鍛造金型装置に比べ低い加圧力のプレスで可能となるものである。
(もっと読む)
針に特徴部を設ける方法
静脈内カテーテルアセンブリに組み込まれるような針シールドの外面にグリップ面が設けられる。グリップ面は、カテーテル挿入時のカテーテルアセンブリのバランスおよび制御を改善するために、カテーテルアダプタ、カテーテルおよび針先端により近いグリップ位置を提供する。加えて、グリップ面は、カテーテルアセンブリの種々のコンポーネントに対するユーザの不慮の接触、すなわち望ましくない「傾斜越え」状態をもたらし得る接触を防止する。 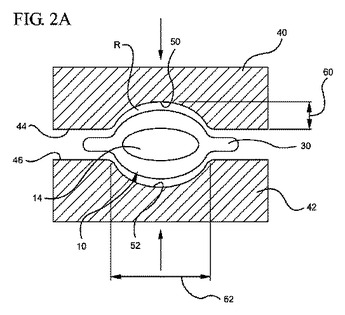 (もっと読む)
(もっと読む)
棒状素材の鍛造方法
【課題】成形荷重の増加を抑えることができる鍛造技術を提供することを課題とする。
【解決手段】バリの流出量が増えると、このバリが逃がし部形成面38、39などに接触することが考えられる。バリが逃がし部形成面38、39などに接触すると、流動抵抗が発生し、バリの流動が円滑に行われなくなる。バリの流動が不十分になると、その部位での型内圧力が増加し、成形荷重がさらに高まり、金型に負担が掛かる。解決手段として、バリの流出量が多い箇所では、段差A3を大きく設定する。
【効果】段差A3を大きく設定すると、バリが逃がし部形成面38、39に接触しにくくなり、バリの流動が円滑になる。
(もっと読む)
71 - 80 / 325
[ Back to top ]