
国際特許分類[B21J5/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,ハンマリングまたはプレスの方法;そのための特殊な装置または付属品 (1,391) | 型鍛造;特殊なダイスを利用したトリミング (325)
国際特許分類[B21J5/02]に分類される特許
81 - 90 / 325
強加工方法及び強加工装置
【課題】本発明は、材料の断面積の減少(サイズダウン)を伴うことなく、金属材料に対し高いひずみを効果的に導入することができる、工業的に実用可能な強加工方法及び強加工装置を提供することを目的とする。
【解決手段】空洞の横断面積が加工対象の金属材料の横断面積に等しく、且つ、各空洞の横断面の形状が互いに異なる複数の金型を用意し、これらの金型を順次用いて金属材料を複数回にわたって圧縮成形する。本発明の方法によれば、材料のサイズを維持したまま、金属材料の横断面方向にひずみを重層的に付与することができる。また、本発明の強加工方法は、既存の型鍛造装置を用いて容易に実施することができる。
(もっと読む)
金属表面を粗くする方法

【課題】小さな労力で溶射層の接着性を向上させるための金属表面を粗くする方法を提供する。
【解決手段】金属表面(2)に溝(7)を形成する第1工程と、溝(7)の間に形成される溝畝(8)を、溝(7)内にアンダーカットが形成されるように、塑性変形させる第2工程とを含む。この方法は、溝畝(8)の塑性変形量を溝(7)の長手方向に沿って規則的に変化させる。
(もっと読む)
ゴルフクラブヘッドの鍛造方法及びそのための金型
【課題】廃品の量を抑えることができる上、鍛造素材の加熱時間も製造過程にかかるコストも削減できる鍛造方法及びそのための金型を提供する。
【解決手段】鍛造素材を加熱する鍛造素材の加熱工程と、前記加熱した鍛造素材を、それ自体の、鍛造により目的物を形成するためのキャビティを外側に連通させている隙間が設けてある金型に置く鍛造素材置き工程と、前記隙間から前記鍛造素材に圧力を掛け、該鍛造素材を、前記金型のキャビティ内に充満するように塑性変形させる鍛圧工程とからなる鍛造方法。
(もっと読む)
破断分割性に優れた熱間鍛造部品
【課題】C、V、P量を低減した場合であっても、良好な破断分割性を発揮できる熱間鍛造部品を提供する。
【解決手段】C:0.27〜0.50%(質量%の意味。化学成分組成について、以下同じ。)、Si:0.10〜2.0%、Mn:0.5〜1.5%、P:0.015〜0.07%、S:0.01〜0.2%、Cr:0.10〜1.0%、V:0.03〜0.20%未満、Ti:0.015〜0.1%、Al:0.05%以下(0%を含まない)を含有し、残部が鉄および不可避不純物であり、フェライト組織とパーライト組織の合計面積率が全組織に対して90%以上であるとともに、(フェライト粒度番号F)−(旧オーステナイト粒度番号A)≧ 3を満たすことを特徴とする破断分割性に優れた熱間鍛造部品。
(もっと読む)
閉塞鍛造金型装置
【課題】高精度な鍛造品を、低い加圧力のプレスで成形可能な閉塞鍛造装置を提供する。
【解決手段】上型ダイセットが下降しワークWを上型ダイ11及び下型ダイ110で閉塞する。さらに下降しクサビ4が固定ブロック後方105と固定カム後方107の当接部に侵入する。固定カム後方107は右に移動し上型ダイ11下型ダイ110を挟み保持する。同時に固定ブロック後方105及びカム保持板103は左に移動しカム保持板103に固定された固定カム前方106も左に移動し上型ダイ11下型ダイ110を挟み保持する。さらに上型ダイセットが下降すると、異なる断面でクサビの下降により、加圧ピンで加圧されたワークは上下型ダイのキャビティ部に充満し成形が完了する。
(もっと読む)
アンダーカット部の形成方法
【課題】加工工程の短縮、加工時間の短縮および設備所要面積を削減でき、省エネルギー化に貢献できるアンダーカット部の形成方法を提供する。
【解決手段】板材5に、該板材の表面に交差する方向の壁面部10aを形成する第1のプレス加工工程、上記板材の表面部における上記壁面部近傍をコイニングすることによって該壁面部に増肉部11aを形成する第2のプレス加工工程、及び該増肉部をパンチで押すことによりアンダーカット部1aを形成する第3のプレス加工工程を含むようにしたものである。
(もっと読む)
中空状のボス部とフランジ部とを有する部材の成形方法及び成形装置
【課題】 中空状のボス部とフランジ部とを有する部材を高品質に成形することができる成形方法を提供する。
【解決手段】 本発明に係る成形方法は、中空状のボス部1cとフランジ部1aとを有する部材の成形方法であって、成形後の中空状のボス部1cに対応する軸部1bと、当該軸部1bに連続され軸部1bより大径で成形後のフランジ部1aに対応する拡張部と、を有する形状に成形された被処理材1を、拡張部プレス方向端面に当接し拡張部プレス方向端面から軸部方向に向かう中空部の深さに対応した突起を有する一の型10と、当該一の型10に対向して配設され被処理材1の拡張部プレス方向端面と対向する面に当接し前記軸部を収容する凹部を有する他の型20と、を介して、成形後のフランジ部1aの形状に向けて成長させつつ、中空部の深さが前記突起高さとなるように、かつ、軸部1bの外径が前記凹部の内径となるように成形するステップを含む。
(もっと読む)
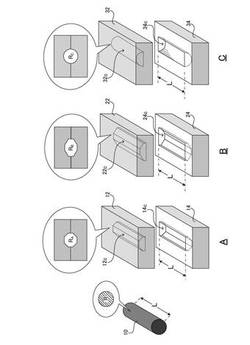
スタッドの製造方法およびこれに使用する膨出部形成ピン
【課題】溶接開始時における通電端子あるいはフラックスとしての役割を担うアルミニウム球体等の良導電性材料からなる金属製塊状物が、スタッド本体の溶植側端面の中央部分にその一部を表面から突出した状態で固着されたスタッドにおいて、金属製塊状物の脱落防止を経済的に実現する。
【解決手段】スタッド本体10の溶植側端面の中央部分に凹部14が設けられるとともに、その開口周縁部分には内側に膨らむ環状の膨出部14aが形成される。そして、金属製塊状物13は、圧入により塑性変形しながら膨出部14aの裏側にも入り込んだ状態で凹部14内に充填されるので、衝撃等に対して脱落することがなくなる。膨出部14aは、凹部14の開口周縁部分付近の内周面を規制する突出部を先端側に備えた形状のパンチで押圧することで簡単に成形できる。
(もっと読む)
鍛造方法
【課題】成形品から欠肉部をより低減させること。
【解決手段】ダイス11と、ダイス11に移動可能に設けられた一対の加圧パンチ13,14とから形成される成形空間17内に素材16を供給し、両加圧パンチ13,14により素材16を加圧することで成形空間17内にて成形品を鍛造する。ここで、加圧工程では、上側の加圧パンチ13に設けられた先行パンチ15を、加圧パンチ13から先行的に突出させておき、両加圧パンチ13,14により素材16を加圧すると共に、先行パンチ15を素材16に差し入れる。その後、分流工程では、素材16の加圧途中にて、先行パンチ15を素材16から加圧パンチ13の中へ没入させたときにできる先行パンチ15の軌跡空間へ素材16を分流させることにより、成形空間17の隅部に生じる欠肉空間18へ向かう流れを素材16に付与する。そして、先行パンチ15の軌跡空間の容積と欠肉空間18の容積との比を「20以上100以下」の範囲の値に設定している。
(もっと読む)
型鍛造クランク軸、その製造方法、およびその製造に用いられる型鍛造用金型
【課題】型鍛造クランク軸が外周加工、穴あけ加工および高周波焼入れが施される軸部を有する場合、加工穴で高周波焼入れに起因する割れの発生を防止できる型鍛造クランク軸を提供する。
【解決手段】フランジ部5にボルト穴9が形成されて高周波焼入れが施される型鍛造クランク軸1は、フランジ部5のバリ線13が、フランジ部5の中心から型鍛造用金型の上型側にシフトされて、ボルト穴9の中心から外れた位置に設けられて構成される。
(もっと読む)
81 - 90 / 325
[ Back to top ]