
国際特許分類[B21J5/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,ハンマリングまたはプレスの方法;そのための特殊な装置または付属品 (1,391) | 型鍛造;特殊なダイスを利用したトリミング (325)
国際特許分類[B21J5/02]に分類される特許
51 - 60 / 325
抵抗溶接構造及び抵抗溶接方法並びに被溶接部材及びその製造方法

【課題】接合部に適正な加圧力及び熱量を付与することができて信頼性の高い溶接部を生成可能な抵抗溶接構造及び抵抗溶接方法を提供すること、並びに、これらの抵抗溶接構造及び抵抗溶接方法の実施に好適な被溶接部材とその製造方法を提供すること。
【解決手段】金属板をもって形成された素材1の片面に凹部2を形成すると共に、当該凹部2の底面又は裏面にプロジェクションを形成する。凹部2内かつプロジェクション3の周辺部分における素材1の板厚をD2、凹部2外における素材1の板厚をD3としたとき、これら各部の板厚がD2<D3の関係となるように、被溶接部材1Aを構成する。
(もっと読む)
摺動式等速自在継手

【課題】 旋削加工を不要としてコスト低減を図ると共に、簡易な手段により確実な抜け止めを実現容易にする。
【解決手段】 一端に開口部11を有するカップ状をなし、内周面に軸方向に延びる三本のトラック溝12が形成されると共に各トラック溝12の内側壁に互いに対向するローラ案内面14が形成された外側継手部材10と、径方向に突出した三本の脚軸22を有するトリポード部材20と、トリポード部材20の脚軸22に回転自在に支持されると共に外側継手部材10のトラック溝12に転動自在に挿入されてローラ案内面14に沿って案内されるローラユニット30とを備え、ローラユニット30およびトリポード部材20が外側継手部材10に軸方向摺動自在に収容されたトリポード型等速自在継手であって、ローラ30が軸方向変位時に係止する膨出部50を、外側継手部材10の開口部11のローラ案内面14への球状治具の押圧による塑性変形でローラ案内面14の治具押圧部位の周囲に形成する。
(もっと読む)
タービンローター用シャフトの製造方法
【課題】切削加工無しで、フランジと軸部の寸法、軸部に対するフランジの直角度、円周振れ、真円度を所望する精度に納めることができるタービンローター用シャフトの製造方法を提供する。
【解決手段】最終製品の目標値に対して、フランジ(3a,3b)の外径が+0.0%〜+0.6%、フランジの厚みが−0.8%〜−0.0%、軸部(2)の直径が+0.0%〜+0.6%以内、円周振れ公差が0.5mm以内、軸部に対するフランジの直角度公差が0.5mm以内にあり、且つ焼結密度が相対密度95%以上の焼結品をプレスする工程を含み、当該プレス工程において、回転軸を含む面でタービンローター用シャフトを2等分した形状の上型と下型で、焼結品をプレスし、1回目のプレス後、120°以内で位相を変えて2回目のプレスを行い、以後、順次120°以内で焼結品を回転させて360°以上回転するまでプレスを行う。
(もっと読む)
パーキングポールブランク及びその製造方法
【課題】簡素な金型によって、材料歩留まりの高いパーキングポールブランクの製造方法と、該パーキングポールブランクの製造方法によって製造されたパーキングポールブランクを提供する。
【解決手段】パーキングポールブランクの製造方法は、一定厚さT1で一定高さH1の平角長尺材11を形成する引き抜き工程または押し出し工程あるいは圧延工程と、平角長尺材11を一定幅W1に切断して平角短尺材12を形成する切断工程と、平角短尺材12を一定厚さT1および一定幅W1のキャビティ111を具備するダイス110内に配置して、谷状に陥入した上パンチ面121を有する上パンチ120と、山状に突出した下パンチ面131を有する下パンチ130とによって、高さ方向を曲げて挟圧する鍛造工程と、を有する。
(もっと読む)
安定した係合及びスティックフィットを伴う締結システム
ここに記載されている様々な実施例は、確実なスティックフィットの特徴を提供し、かつシステムコンポーネント間の係合の安定性を改善する直線壁構造の駆動面を有する締結システムを提供する。かかる新規なシステムの特徴は、既存の標準の直線壁構造のドライバが当該新規なシステムに係合することを許容することである。 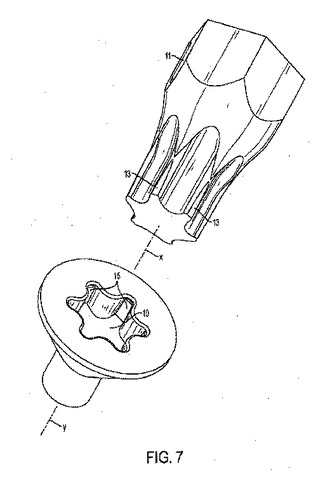 (もっと読む)
(もっと読む)
鍛造方法
【課題】後に分塊圧延などの熱間加工を加えることなく表面が平坦で、かつ中心軸に沿った鋳造欠陥の残存を低減できる鍛造方法を提供することを目的とする。
【解決手段】鍛造素材Wを一対の金型10でプレスする。鍛造素材Wには、第一押圧部1により加工される第一加工部W1と、第二押圧部2により加工される第二加工部W2とが形成される。次いで、第二プレス位置まで鍛造素材Wを移動させた後にプレスする。鍛造素材Wには、先行するプレス工程による第二加工部W2が第一押圧部1により加工されて新たな第一加工部W1となり、第二押圧部2により新たな第二加工部W2が形成される。
(もっと読む)
冷間鍛造によるカムの製造方法
【課題】冷間鍛造後に歯面やカム面の切削加工による多大な修正を必要とせず、かつ、過大な加工荷重を回避でき、しかも、冷間鍛造後に単純な加工作業により高精度でバラツキの小さい部品を大量生産することが可能な、冷間鍛造によるカムの製造方法を提供する。
【解決手段】ダイ1の内周面と第1押圧手段(パンチ)3および第2押圧手段(ノックアウト)4の外周面との間に、全周にわたって、突き出し用隙間が設定される。冷間鍛造の際に、冷間鍛造部品5の外周端縁部が、全周にわたって、ダイの内周面に沿って突き出し用隙間の中に突き出されて、冷間鍛造部品の外周端縁部の全周にバリ又は余肉が形成される。第3の押圧手段としてピン2を使用する場合、冷間鍛造部品の外周端縁部が、全周にわたって、ダイの内周面に沿って突き出し用隙間の中に突き出されて、冷間鍛造により形成されたカムの外周端縁部の全周にバリ又は余肉が形成される。
(もっと読む)
溶接方法及びその方法により製造した構成要素
【課題】例えばターボ機械の回転構成要素のような回転ハードウエアを製作する方法、それらの製作で使用する接合法、及びそれによって形成した回転ハードウエアを提供する。
【解決手段】プリフォームは、部分の第1の部分が該部分の第2の部分から半径方向外側方向に位置するように接合することができる接合表面を有する。次にプリフォームを共にイナーシャ溶接してプロフィールを形成し、プロフィールは、他の部分よりもより細粒の材料を含有する固体溶接継手を有する。次に金型42 44を使用してプロフィールを鍛造して鍛造物60を製造する。金型は、鍛造するステップの間にその中に溶接継手からのより細粒の材料が押出されて該より細粒の材料の鍛造物部分62 64間における鍛造物の継手領域68をパージする陥凹部52 54を有する。継手領域は、鍛造物の軸方向に変形した粒子を含有する。
(もっと読む)
鍛造型隙間計測方法
【課題】鍛造型隙間を計測する際にスケールの付着を抑えつつ計測感度を向上する鍛造型隙間計測方法を提供する。
【解決手段】上型3と下型6を有する鍛造型の上下型隙間を計測する鍛造型隙間計測方法であって、前記上下型3・6の一方の型に埋設される電磁石2aと、前記上下型3・6の他方の型における前記電磁石2aに対向する位置に埋設され、前記電磁石2aへの通電時に発生する磁界を検出して前記上下型隙間を計測する磁界検出手段2bと、を用いて、前記上下型隙間を計測し、前記上下型3・6の開閉の挙動に合わせて前記電磁石2aへの通電のON/OFFを制御する。
(もっと読む)
フランジ構造体の製造方法
【課題】大きく張り出したフランジ部を備えるフランジ構造体を効率的に製造できる方法を提供することを目的とする。
【解決手段】フランジ構造体の製造方法は、アンカーブロック1におけるフランジ部3の張り出し方向と整合する方向に張り出すとともにフランジ部3よりも厚肉の頭部21を備える中間成形体20を形成する第1の鍛造工程と、中間成形体20の頭部21を第2ダイス52と第2パンチ53との間で押し潰す際にこの頭部21の外周における少なくとも一部が第2ダイス52と第2パンチ53から非拘束となるようにしておくことで、フランジ部3よりも外周方向に一回り大きな粗鍔部31を備える粗鍔部形成体30を形成する第2の鍛造工程と、粗鍔部の打ち抜き加工によりフランジ部3の輪郭を形成する打ち抜き工程とを備える。
(もっと読む)
51 - 60 / 325
[ Back to top ]