
国際特許分類[B21K1/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | 軸またはシャフト (175) | クランクシャフト (69)
国際特許分類[B21K1/08]に分類される特許
1 - 10 / 69
組立型クランクスローの製造方法
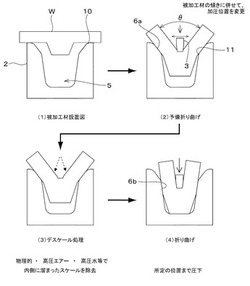
【課題】クランクスローを鍛造により製造するに際し、被加工材に対する左右の曲げ角度不均衡の問題、折り曲げ外面の圧接疵や減肉等の問題、折り曲げ内面の皺状加工疵の問題などを解消する。
【解決手段】本発明の組立型クランクスローの製造方法は、被加工材Wを成形する凹部5を有し且つ凹部5内の対向面に第1、第2テーパ部6a,6bを備えた下部金型2と、下部金型2の凹部5内へ向けて進退する上部金型3とを準備し、下部金型2における第1テーパ部6aとこれより深い位置の第2テーパ部6bとの境の変角部11を上部金型3が通過する位置で2Wt/(Wo-WP)が略1で且つ下部金型2の上端部幅より長尺である被加工材Wを、上部金型3により下部金型2の凹部5内へ圧下する。但し、Wt:被加工材の厚さ、WP:上部金型の下端部幅、Wo:変角部での凹部内の対向幅である。
(もっと読む)
クランクシャフトの製造方法及び製造装置

【課題】トリミング時のカウンタウェイトの変形に起因するクランクシャフトの回転バランスの悪化を防ぐことが可能なクランクシャフトの製造方法及び製造装置を提供する。
【解決手段】成形工程とトリミング工程と間の移行段階(冷却工程)で、クランクシャフト1の各カウンタウェイトのみを冷却して硬化させたので、トリミング工程における各カウンタウェイトの変形を抑止することができる。これにより、トリミング工程で各カウンタウェイトのバランスがトリミング型の上型側へ移動することを防ぐことができ、回転バランスの精度が高いクランクシャフト1を得ることができる。
(もっと読む)
クランクシャフトの製造方法及び装置
【課題】トリミングによるクランクシャフトの回転バランスの変化を抑制することが可能なクランクシャフトの製造方法及び装置を提供する。
【解決手段】第1バリ抜きステップにより発生した区画B1のカウンタウェイト3C/W〜6C/Wのバランスの移動に起因してクランクシャフト1の回転時に生じる力F1を、第2バリ抜きステップにより発生した区画B2のカウンタウェイト1C/W、2C/W及び区画B3のカウンタウェイト7C/W、8C/Wのバランスの移動に起因してクランクシャフト1の回転時に生じる力F2によって相殺する。これにより、クランクシャフト1全体の回転バランスを確保することができる。
(もっと読む)
クランクシャフトの製造方法、その製造装置、およびクランクシャフト
【課題】簡単な構成で、保持型とケースの寿命が短くなるのを容易に且つ確実に防止することができるクランクシャフトの製造方法と、その製造方法を提供する。
【解決手段】素材のジャーナル部となる部分とピン部となる部分pを保持型の円形孔部35,36でそれぞれ保持して軸方向に加圧し、ウエブ部となる部分wを保持型の間で潰すように成形して所定の厚さのウエブ部Wを有するクランクシャフトを製造する場合において、素材のピン部となる部分pとジャーナル部となる部分少なくとも一方の断面形状を、対応する保持型の円形孔部35,36の底部(36a)に当接させ、且つ、その保持型31の円形孔部36の開口部(36b)との間に隙間を生じさせる形状に成形して、素材の軸方向への加圧を開始する。
(もっと読む)
クランクシャフトの製造装置、クランクシャフトの製造方法、およびクランクシャフト
【課題】簡単な構成で、スラスト受け部材が設けられるジャーナル部に隣接するウエブ部のスラスト荷重に対する耐荷重能を容易に大きくし、軽量化を図ることができるクランクシャフト、および、その製造装置と方法を提供する。
【解決手段】スラスト受け部材TMが取り付けられるジャーナル部Jを保持するジャーナル部保持型30と隣接するピン部保持型31は、このジャーナル部保持型30と対向する面であって、ジャーナル部保持型30に保持されたジャーナル部Jに対してピン部Pが偏心する方向と反対側に配置されて、素材10のウエブ部となる部分wをジャーナル部保持型30との間で加圧することによりウエブ部Wのジャーナル部J側の端部を張り出させる突起部46が設けられている。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング加工方法
【課題】フィレットローリング加工時にフィレットローラに欠けなどの破損が発生することを抑制可能なフィレットローリング加工装置及び加工方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。特に、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動することにより、フィレット溝部Fの表面上に存在する凹凸を平滑化した後に、フィレットローリング加工を行うように制御する制御手段を備える。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング装置の異常判定方法
【課題】フィレットローリング加工時に発生するフィレットローラに欠けなどの異常を精度よく判定可能なフィレットローリング加工装置及びフィレットローリング装置の異常判定方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。フィレットローリング加工後、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動して検出した振動振幅にフィレットローラ(5)における異常の有無を判定する判定手段(15)を備える。
(もっと読む)
クランクシャフトの製造装置およびクランクシャフトの製造方法
【課題】簡単な構成で、クランクシャフトを容易に且つ確実に精度よく製造する。
【解決手段】予備成形された粗形材10のジャーナル部となる部分jを保持するジャーナル部保持型30と、ピン部となる部分pを保持するピン部保持型31と、ジャーナル部保持型30とピン部保持型31とを摺動可能に拘束するケース32と、粗形材10をその軸方向に加圧してウエブ部となる部分wをジャーナル部保持型30とピン部保持型31との間で潰して所定の厚さに所定のピッチで成形する軸方向加圧手段33とを備え、ジャーナル部保持型30とピン部保持型31の少なくとも一方は、ケース32の内周面に対して軸方向に移動可能に摺動する軸方向スライド41と、軸方向スライド41に保持されてケース32の径方向に移動可能に摺動する径方向スライド42とを備えている。
(もっと読む)
クランクシャフトの製造方法及びその製法によって製造されたクランクシャフト
【課題】ツイスト加工を必要とせず、ツイスト加工に伴う問題を解消するようにしたクランクシャフトの製造方法を提供すること。
【解決手段】直列3気筒エンジンに用いられるクランクシャフト1の製造方法において、1組のウエブ4、4、該ウエブ4、4間に挟まれて形成されたクランクピン5及び各ウエブ4、4のクランクピン5と対向する部位に形成されたカウンタウエイト6、6からなる3個のクランク部3の重心が、クランクシャフト1の軸2を中心として、120°回転対称の位置に存在し、かつ、成形金型のパーティングラインLを挟んで、ウエブ4、4及びカウンタウエイト6、6が抜け勾配を備えた形状に成形されるようにした成形金型を用いて鍛造成形する。
(もっと読む)
カム装置とこれを備えた孔明け装置および閉塞鍛造装置
【課題】複雑な形状のワークを形成する際に、加工用工具の軸線が交差する場合でも、一工程で作業が完了できるようにする。
【解決手段】下型と上型とからなる金型の間に備えられたカム装置において、カムドライバー2のカム面とカムスライダー3のカム面とは、前記上型の上死点から下死点に至る間で、前記両カム面が摺接してカム作用すると共にその摺接後にカムドライバー2のカム面が更に下降することで前記両カム面同士が係合解除される状態となり、前記カムスライダー3は、前記両カム面同士が係合解除された後に、直ちに復帰装置により初期状態に復帰されるカム装置1とする。
(もっと読む)
1 - 10 / 69
[ Back to top ]