
国際特許分類[B21K1/18]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | ピストンまたはプランジャー (19)
国際特許分類[B21K1/18]に分類される特許
1 - 10 / 19
ディスクブレーキ用軽量中空ピストンおよびその製造方法
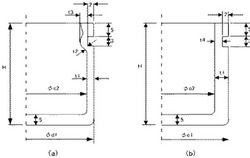
【課題】 軽量化が要望されるディスクブレーキ用のカップ状ピストンにおいて、強度を高め、軽量化することか可能なピストンとその製造方法を提供する。
【解決手段】 ディスクブレーキ用の、外周部に溝を有するカップ状ピストンにおいて、該ピストンの外径をd1、内径をd2、側壁部の肉厚をt1とし、溝部の最小肉厚をt2、溝部の最大肉厚をt3とするとき、a=(d2/d1)2で示される定数aが0.85以下であって、t2はt1の0.5〜1.0倍、t3はt1の0.9倍以上、t2部の断面中心硬さ(HV)がt1部の硬さ(HV)の1.1〜1.3倍以上であることを特徴とする軽量ピストンであり、鋼棒を冷間鍛造にてカップ状部品にカップ成形した後に、さらに冷間鍛造にてカップ状部品開口部に圧縮加工を加えピストンの溝部に該当する位置の肉厚を厚くする。その後、スピニングにて溝部を成形する。
(もっと読む)
鍛造製品の製造方法、鍛造装置および鍛造用素材

【課題】鍛造中の素材の塑性流動状態を改善し、パイピングの発生を抑えて外観の良好な型鍛造品を安定的に提供する。
【解決手段】凹部を含む上面とその反対側の面に厚肉部を有するアルミニウム合金鍛造製品を製造する方法において、厚肉部の外郭を成形する金型と凹部を含む上面を成形する金型とを組み合わせた金型を用いて、凹部を含む上面となる面の黒鉛系水溶性潤滑剤の黒鉛固形成分の塗布量が0.027mg/mm2以下であって、かつ凹部を含む面の反対側の塗布量より少なくした鍛造用素材を塑性流動させて厚肉部を形成させることからなるするアルミニウム合金鍛造製品の製造方法である。
(もっと読む)
油圧シリンダのピストンロッドの製造方法
【課題】ヘッド部が鍛造成形により作られ、軸部が鋼材から作られるピストンロッドの製造工程を簡素化する。
【解決手段】所定の長さの棒鋼10の一端部10aに対して局部加熱が施される(S101)。次は、この加熱した一端部10aを軸線方向に押し潰して径方向に拡大し(S102)、そして、次に鍛造型によってヘッド部が形成される(S103)。その後、機械加工(S104)、仕上げ加工(S105)、品質検査(S106)を行うことによりヘッド部の上面及び下面の面加工、ネジ部の形成などが行われることによりピストンロッドが完成する。
(もっと読む)
マグネシウム合金鍛造ピストンの製造方法およびマグネシウム合金鍛造ピストン
【課題】ピストンの頂面部の耐力を十分に向上させることができるマグネシウム合金鍛造ピストンの製造方法およびマグネシウム合金鍛造ピストンを提供する。
【解決手段】鍛造により製造されるマグネシウム合金鍛造ピストン15の製造方法であって、マグネシウム合金からなる丸棒状の鋳塊素材1を鍛造する鍛造工程において、ピストン鍛造用金型11の内径をD、鋳塊素材1の外径をdとしたときに、前記外径dを前記内径Dで割った値(d/D)が85%以下、且つ、鍛造時における鋳塊素材1の温度が250〜400℃となる条件で鍛造することを特徴とする。
(もっと読む)
ピストンアセンブリの複数工程成形方法
ピストンクラウンを形成する方法が開示されている。この方法は、ビレットを提供し、次いで、ビレットの長さを概して減じかつビレットの横断面を概して拡大するようにビレットを第1のステーションにおいて据え込み加工するステップを有する。次いで、ビレットは第2のステーションにおいてピストンクラウンの中間形態に予備成形され、この中間形態においてピストンクラウンは予備的な形状を成している。第1のステーションと第2のステーションとは別個の構成部分である。ピストンクラウンの中間構成がピストンクラウンの最終的な形状に成形され、最終的な形状は所定の体積を有する。次いで、ピストンクラウンはニアネットシェイプ形態に精密成形され、この場合、ピストンクラウンのニアネットシェイプ構成はニアネットシェイプ体積を有する。所定の体積はニアネットシェイプ体積とほぼ等しい。  (もっと読む)
(もっと読む)
鍛造製品の製造方法、鍛造装置および鍛造用素材
【課題】鍛造中の素材の塑性流動状態を改善し、パイピングの発生を抑えて外観の良好な型鍛造品を安定的に提供する。
【解決手段】凹部を含む上面とその反対側の面に厚肉部を有するアルミニウム合金鍛造製品を製造する方法において、厚肉部の外郭を成形する金型と凹部を含む上面を成形する金型とを組み合わせた金型を用いて、凹部を含む上面となる面の黒鉛系水溶性潤滑剤の黒鉛固形成分の塗布量が凹部を含む面の反対側の塗布量より少ないる鍛造用素材を塑性流動させて厚肉部を形成させることからなるするアルミニウム合金鍛造製品の製造方法である。
(もっと読む)
エンジンまたはコンプレッサーのピストン用アルミニウム合金及びエンジンまたはコンプレッサーのピストンの鍛造方法
【課題】優れた鍛造性と、鍛造後の高温における優れた機械的特性とを備えるピストン用のアルミニウム合金及びピストンの鍛造方法を提供する。
【解決手段】アルミニウム合金は、7〜17重量%のSi、0.5〜3重量%のCu、0.4〜1.5重量%のMg、0.6〜1.2重量%のMn、0.8〜3重量%のNi、0.05〜0.3重量%のZr、0.15〜1.0重量%のFe、不可避的不純物を含むアルミニウム合金を、12〜50℃/秒の冷却速度で凝固させた鋳造体で、DASが2〜18μmである。0.01〜0.3重量%のTiを含んでもよく、0.01〜0.3重量%のSbまたは0.005〜0.1重量%のBeを含んでもよい。ピストンの鍛造方法は、前記鋳造体に対して、200〜240℃の温度で、20〜45%の加工率の予備加工を施して鍛造用アルミニウム合金素材を形成し、該鍛造用アルミニウム合金の再結晶温度を超える温度で鍛造加工を施す。
(もっと読む)
ピストン素材の製造方法
【課題】肉盗み部周辺が破損しないピストン素材の製法を提供する。
【解決手段】本発明は、ランド部11の裏面側に、スカート部12と、ピンボス部13と、サイドウォール部14とが裏面側に突出するように設けられ、ランド部11の裏面側に凹陥状の肉盗み部17が設けられるとともに、ランド部11における肉盗み部17の外側に外周壁部15が設けられたピストン素材1を、鍛造加工によって製造するようにしたピストン素材の製造方法を対象とする。ピストン素材1の表面側を成形する一方側金型と、裏面側を成形する他方側金型とを準備しておき、一方側金型および他方側金型によって鍛造素材を挟圧することにより、その鍛造素材をピストン素材1の形状に成形するものとし、他方側金型を分割する分割ラインL1が、外周壁部15を形成するための外周壁部形成用溝部24の溝底に沿って設けられる。
(もっと読む)
鍛造用金型およびピストン鍛造用金型
【課題】熱間鍛造によって、肉欠け、および「かぶり」の欠陥を容易に防止し、形状および寸法精度の良いピストンなどの製品を、確実に熱間鍛造できる鍛造金型およびピストン鍛造金型を提供する。
【解決手段】金型1のキャビティC近傍に、先端が位置する冷却水循環用の冷却孔6、およびヒータHが挿入されるヒータ用孔8を配置している鍛造金型1。更に、追ってピストンPのピンボスbとなるキャビティC部分の近傍に上記冷却孔6の先端が配置されると共に、追ってピストンPのスカート部sとなるキャビティC部分の近傍に上記ヒータ用孔8の先端が配置されている、ピストン鍛造用金型1も含まれる。
(もっと読む)
鍛造方法およびピストンの鍛造方法
【課題】熱間鍛造によって、例えば、ピストンのスカート部などのような薄肉の隆起部分における肉欠け、およびピンボス部などのような厚肉の隆起部分における「かぶり」の発生を確実に防止できる鍛造方法およびピストンの鍛造方法を提供する。
【解決手段】アルミニウム合金からなるブランクB0の表面b1において、係る表面b1のうち鍛造時にメタルフローFが比較的生じにくい製品の隆起部分となる部分表面f1,f2に潤滑油jを塗布する塗布工程と、雌型10におけるキャビティCの底面14に、上記部分表面f1,f2に潤滑油jが塗布された上記ブランクB0をセットするセット工程と、上記雌型10のキャビティC内に、雄型15を進入させ、係る雄型15の凹部18,19を含む底面17の形状と反対の反転形状を、上記ブランクB0の表面b1側に成形する鍛造工程と、を備える、鍛造方法。
(もっと読む)
1 - 10 / 19
[ Back to top ]