
国際特許分類[B21K1/44]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | ボルト,スタッド,またはそれに類するもの (57)
国際特許分類[B21K1/44]の下位に属する分類
頭をもつもの (40)
両端加工,例.両側に頭部を有するもの (1)
溝またはノッチのあるもの (3)
国際特許分類[B21K1/44]に分類される特許
1 - 10 / 13
ボルト刻印工具の強化方法及びボルト刻印工具
【課題】ボルトの頭部にマークを刻印するためのボルト刻印工具の寿命を延ばす。
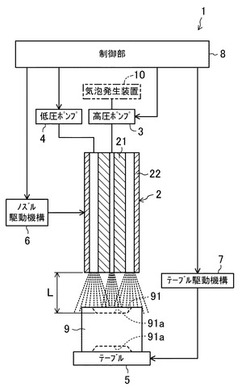
【解決手段】高圧水を噴射する円筒状の高圧ノズル部21と、該高圧ノズル部21の周囲に同心状に配設され、低圧水を噴射する円筒状の低圧ノズル部22とを有し、キャビテーション噴流を噴射する噴射ノズル2を準備する。噴射ノズル2の軸心とボルト刻印工具9の凹部の中心とを合致させて噴射ノズル2からキャビテーション噴流をボルト刻印工具9に向けて噴射し、キャビテーション噴流の低圧水側をボルト刻印工具9の凹部91外周側に吹き付ける。これにより、ボルト刻印工具9の刻印部に圧縮残留応力を付与する。
(もっと読む)
鋼線、鋼線の製造方法、鋼線を用いたネジ又はボルトの製造方法、及び、鋼線を用いて製造されたネジ又はボルト

【課題】熱処理も表面処理も施すことなく硬度及び延性に優れるネジ又はボルトを鋼線を素材として用いて製造する。鋼線を加工してネジ又はボルトを製造する際に生じる加工硬化に起因して工具寿命が短くなる問題を抑制する。
【解決手段】炭素含有量が0.06質量%以下、引張強さが800〜1220MPa、絞りが70%以上、ビッカース硬さが250〜435、長手方向に垂直な断面におけるフェライト組織の平均結晶粒径が5μm以下である鋼線を素材として用い、該鋼線を加工することにより、強度区分が8.8(引張強さ800MPa、降伏荷重640MPa)〜12.9(引張強さ1220MPa、降伏荷重1100MPa)であるネジ又はボルトを製造する。前記鋼線は、炭素含有量が0.06質量%以下の鋼製線材を減面率が85〜99%に伸線及び/又は減面率が93〜99%に圧延して加工硬化させることにより製造する。
(もっと読む)
アルミニウム基合金製締結部品の製造方法及びアルミニウム基合金製締結部品
【課題】熱処理を施すタイミングを変えることで、従来には無い引張り強度等の強度特性を持った高強度アルミニウム基合金締結部品及びその製造方法を提供する。
【解決手段】アルミニウム基合金製の材料を溶体化処理し、次に時効硬化させた後に、さらに圧造工程にて軸部を絞り加工することで加工硬化させ、その後、前記軸部におねじの転造加工を行なうことを特徴とする。
(もっと読む)
高温強度特性、鍛造性および溶接性に優れた、蒸気タービンの鍛造部品用のNi基合金、蒸気タービンの動翼、蒸気タービンの静翼、蒸気タービン用螺合部材、および蒸気タービン用配管
【課題】高温強度特性、鍛造性および溶接性に優れた蒸気タービンの鍛造部品用のNi基合金、この蒸気タービンの鍛造部品用のNi基合金を用いて作製された、蒸気タービンの動翼、蒸気タービンの静翼、蒸気タービン用螺合部材、および蒸気タービン用配管を提供することを目的とする。
【解決手段】高温強度特性、鍛造性および溶接性に優れた、蒸気タービンの鍛造部品用のNi基合金は、質量%で、C:0.01〜0.15、Cr:18〜28、Co:10〜15、Mo:8〜12、Al:1.5〜2、Ti:0.1〜3、B:0.001〜0.006、Ta:0.1〜0.7を含有し、残部がNiおよび不可避的不純物からなる。
(もっと読む)
高強度で且つ冷間圧造性に優れた鋼及び強度に優れたねじ及びボルト等の締結部品又は軸類等の成形品
【課題】鋼線又は鋼棒に加工した後、これに熱処理を施さずに冷間圧造及び転造若しくは切削加工又は切削主体の加工等によりねじ及びボルト等の締結部品又は軸類等の成形品に成形しても、リセス割れないしその類似欠陥が発生することなく、しかもこの冷間圧造等による成形後のねじ及びボルト等の締結部品又は軸類等の成形品に調質処理を施さなくても、鋼線又は鋼棒の段階で既に所望の高水準強度を有するという線材又は棒材、更に広範囲に当該棒材又は線材を含む鋼を提供する。
【解決手段】セメンタイトの体積分率が0%であるフェライト組織であって、前記フェライト組織は、圧延方向に垂直な断面の平均粒径が1μm以下のフェライト組織であり、引張強さTSが600MPa以上で且つ絞りRAが70%以上の機械的性質を有し、球状化焼なまし処理が行なわれていないことを特徴とする冷間圧造用鋼。
(もっと読む)
オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法
【課題】オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法の提供。
【解決手段】オーステナイト300シリーズを材料とする嵌合部品の超高強度冷間鍛造工法は、順番に原料準備ステップ、頭部成型ステップ、尾部成型ステップ、ネジヤマ成型ステップを含む。該原料準備ステップでは、オーステナイト300シリーズの未加工品を準備し、該未加工品には先ず冷間鍛造作業を行い、該未加工品の外径を15%以上縮小し、棒体を形成し、成型後の該棒体外径は加工時に必要とする外径と同等で、この時、該棒体の耐強度は元の未加工品の数値の少なくとも1/2以上増加している。該棒体はさらに頭部成型ステップ、尾部成型ステップ、ネジヤマ成型ステップを経るが、成型過程ではすべて冷間鍛造工法を利用するため、高強度で防サビ性能が高く、製造コストが低廉な嵌合部品を成型することができ、物件へのねじ込みを達成し、しかも螺設後の使用の安全性をも備える。
(もっと読む)
オーステナイト系ステンレス鋼製T頭ボルト及びその製造方法
【課題】 目標強度をダクタイル鋳鉄(DCI)と同等とし、耐食性は従来のオーステナイト系ステンレス鋼と同等としながら、ボルトサイズは2サイズ以上ダウンさせることを可能とするオーステナイト系ステンレス鋼製T頭ボルト及びその製造方法を提供する。
【解決手段】 本発明によるオーステナイト系ステンレス鋼製T頭ボルトは、重量%で、C:0.04%以下、Si:0.60%以下、Mn:2.00%以下、P:0.045%以下、S:0.030%以下、Cu:3.00〜3.50%、Ni:8.00〜12.00%、Cr:17.00〜19.00%、N:0.10〜0.20%を含有し、残部実質的にFeからなり、かつ0.15≦C+N≦0.25%であるオーステナイト系ステンレス鋼素材を冷間鍛造、又は300℃以下の温間鍛造により成形して、高強度化と軽量化(サイズダウン)を図った。
(もっと読む)
チタン合金製段付軸状部品の製造方法
【課題】低コストでチタン合金製段付軸状部品を製造し得る製造方法を提供する。
【解決手段】鍍金工程P4、P5において軸状素材18の表面20に鍍金層22,24が形成された後、冷間または温間による鍛造工程P7においてその軸状素材18が鍛造により段付形状のブランク50に成型される。そのため、鍛造の際にはダイ26,34,44と軸状素材18との間に鍍金層22,24が介在させられることからチタン合金がダイ26等に接触しないので、そのダイ26等に軸状素材18やブランク32,42,50が焼付くことが好適に抑制される。したがって、鍛造によって段付軸状形状のブランク50を成型することが可能となるため、低コストでチタン合金製段付軸状部品10を製造することができる。
(もっと読む)
ボルト素材の加工方法およびボルト素材並びにボルト素材の加工用金型
【課題】 超音波を利用してボルト軸力を測定する際の、測定精度の向上を図る。
【解決手段】 ダイス12の貫通穴12bに丸棒ワークW0を挿入し、ノックピン14によりダイス12の上端面12aから一部突出するように保持された丸棒ワークの突出部WAを、曲げポンチ16によって曲げる。続いて、その曲げ部WBを潰しポンチ18によってダイス12の上端面12a上に潰す。さらに、潰し部WCを打抜きポンチ20によってダイス12の貫通穴12aへと打ち抜くことで、丸棒ワーク端面の平面度、面粗さを向上させることが可能となる。この丸棒ワークをボルト素材として冷鍛加工されたボルトは、その端面の平面度、面粗さが向上する。当該ボルトに対し超音波を利用したボルト軸力の測定を行うことで、軸力の測定精度を向上させることが可能となる。
(もっと読む)
難加工材料の加工方法
【課題】 Ti系材料やW系材料を、割れや不均一な加工が起こることなく加工できる難加工材料の加工方法を提供する。
【解決手段】 Ti系材料またはW系材料を加工材とし、この加工材を加工工具にて加工する難加工材料の加工方法であって、加工材と接触する加工工具を150〜600℃に加熱し、加工材の温度も加工工具と同様の温度として加工を行う。加工材自体を加熱するのではなく、加工工具を所定温度に加熱しておき、常温の加工材が加工工具に導入されても、加工工具との接触により加工材を速やかに温間加工域にまで昇温して、割れや不均一加工などの加工不良を抑制する。
(もっと読む)
1 - 10 / 13
[ Back to top ]