
国際特許分類[B21K1/46]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | ボルト,スタッド,またはそれに類するもの (57) | 頭をもつもの (40)
国際特許分類[B21K1/46]の下位に属する分類
ハンマをもった加工機械,例.頭部形成のための軸心方向の打撃 (2)
成形した頭部のトリミングまたはせん断,例.ダイスによる仕上げ
国際特許分類[B21K1/46]に分類される特許
1 - 10 / 38
ボルト用アルミニウム合金線及びボルト並びにそれらの製造方法
【課題】ボルトに加工する際の加工性に優れ、十分な強度のボルトが得られるボルト用アルミニウム合金線を提供する。
【解決手段】このボルト用アルミニウム合金線は、質量%で、Si:0.60〜1.5%、Fe:0.02〜0.40%、Cu:0.50〜1.2%、Mn:0.50〜1.1%、Mg:0.70〜1.3%、Cr:0.01〜0.30%、Zn:0.005〜0.50%、Ti:0.01〜0.20%、Zr:0.05〜0.20%を含み、残部がAl及び不可避的不純物からなる。Si及びMgの一部がMg2Siとして含まれ、Mg2Siの含有量と、MnとCrの合計含有量との比率Mg2Si/Mn+Crが1.0〜2.1である。
(もっと読む)
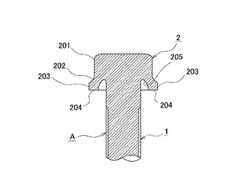
弛み止めボルト及びその製造方法
【課題】 繰返し振動が作用しても弛むことがなく、きわめて強固に部材等を締め付け固定することができると共に、製造が極めて容易な、弛み止めボルトを提供することを課題とする。
【解決手段】 外周にねじを有する軸部1と、軸部1の一端に設けられた頭部2と、からなり、頭部2は、六角横断面形状をなす本体部201と、本体部201に連設され、本体部201からその半径方向外方へ遠去かるように、かつ、懸垂曲面を用いた凹面を描いて拡開状に形成された筒状のスカート部202と、からなっており、スカート部202の外面の下側端面203が本体部201の軸線X−Xと平行となっていると共に、スカート部202の内面が、底部周縁204に平坦部を残しつつ、逆懸垂曲面状にくり抜かれている構造を有する弛み止めボルトを提供するものである。
(もっと読む)
ネジ山付留め具のための渦巻型駆動システム

【課題】ネジ山付留め具を駆動するシステムであって、従来技術によるものよりも相反する特性が妥協されることがより少なくしながらも、ネジ山付留め具用の駆動システムの望ましい特性の多くのものを確保できるシステムを提供する。
【解決手段】ネジ山付留め具10のためのスパイラル状の駆動システムであって、留め具10の頭部側の端16のどが係合できる表面を含むものであり、ドライバーにより係合できる表面の少なくとも1つは応力の大きな領域が発生するリスクを減少させるために駆動荷重をドライバーと留め具との間の広範囲の境界部分に分散させながらトルク伝達を最大にするような形状になったスパイラルの一部分により画成される。
(もっと読む)
セレーション成形方法およびセレーションボルト
【課題】頭部に対して軸方向に僅かに間隔を空けた位置の軸部に、膨らみおよび割れが発生することなくセレーションを成形できるセレーション成形方法を提供する。
【解決手段】0%以上1.5%以下の範囲内に、鍛造加工時の被加工部30の断面減少率を設定し、セレーション成形ダイス40に形成され、被加工部30にセレーション13を成形する各セレーション成形部41・41・・・を、入口部41aが、上側に向かうにつれて、セレーション成形ダイス40の径方向外側およびセレーション成形部41の周方向内側に向けて延出する形状に形成する。
(もっと読む)
圧造金型
【課題】安価で簡易な構成で、圧造工具の疲労破壊を抑制し、長時間の連続使用を可能とし、高強度素材のねじ圧造用工具寿命の向上を可能とする。
【解決手段】圧造工具30の内部に、圧造工具30の押圧部30aの弾性変形を積極的に促進し、加圧軸方向へのたわみにより、圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を低減させる円筒状の溝空間50または複数の穴空間を、圧造工具の押圧部30aの押圧部端面30a1から圧造工具内部へ加圧軸と平行に形成した。また、円筒形状の溝空間50または複数の穴空間に、溝空間50または複数の穴空間と同形状の充填材料51を挿入し、圧造工具の押圧部30aの弾性変形を積極的に促進し、たわみにより圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を抑制させる。
(もっと読む)
高性能のネジ部形成用ネジを形成する方法
【課題】HRC23を超える表面硬さを持つワークピースにネジ部を形成することができるネジ部形成用ネジの形成方法を提供する。
【解決手段】合金ワイヤを冷間据え込みして頭部を成形後、ネジ部を形成する。次に、少なくとも0.48炭素レベルまで炭素富化し、その後に焼き入れ及び焼き戻しする。表面の硬さがコアの硬さを3ロックウエルCポイント以上超えないように、且つ表面とコアの双方がロックウエルC33〜39の硬さとなるようにする。続いて尖端部を高周波焼き入れする。そしてネジを再度焼き入れ及び焼き戻しする。リードネジ部及び最初の3〜4つの全ネジ部が、少なくとも0.008インチの深さまで、最低ロックウエルC56硬さとなるように、且つコアがロックウエルC33〜39硬さとなるようにする。最後に、仕上げを施す。
(もっと読む)
アルミニウム基合金製締結部品の製造方法及びアルミニウム基合金製締結部品
【課題】熱処理を施すタイミングを変えることで、従来には無い引張り強度等の強度特性を持った高強度アルミニウム基合金締結部品及びその製造方法を提供する。
【解決手段】アルミニウム基合金製の材料を溶体化処理し、次に時効硬化させた後に、さらに圧造工程にて軸部を絞り加工することで加工硬化させ、その後、前記軸部におねじの転造加工を行なうことを特徴とする。
(もっと読む)
締結ねじの製造方法及び締結ねじ
【課題】ねじ締め時間を短縮し、かつ所定の締結力が得られ、ねじの緩みを抑えることが可能なねじの製造方法を提供する。
【解決手段】平坦状の端面21aから突出する凸部21bを有するダイス21と、カップ状の凹み20aを有する第1パンチ20とにより、ダイス21の凸部21bから突出する材料線1の先端を圧造し、締結ねじの座面となる外周縁に曲部1bを残したまま、凹部1dを有する頭部1aを成形する予備据込み工程Bと、ダイス21と、頭部1aにリセス1cを成形する凸部30bを有する第2パンチ30とにより、頭部1aを圧造し、頭部1aの凹部1dに干渉しないようなリセス1cを成形する仕上据込み工程Cと、頭部1aから延びる脚部1eに加工してねじを成形するねじ成形工程Dと、を含む。
(もっと読む)
ねじ、当該ねじの製造方法および当該製造方法により製造したねじ
【課題】より防犯性を高めることのできるねじ、当該ねじの製造方法および当該製造方法により製造したねじを得る。
【解決手段】防犯ねじ1は、中心軸方向一端側に設けられた頭部2と、中心軸方向他端側に設けられる軸部3とを備えている。そして、頭部2の軸部3側端部の外周に環状の環状突部2bを形成することで、固定部材50に締結した防犯ねじ1の頭部2を挟持用工具60で挟持し難くした。
(もっと読む)
ボルト加工方法
【課題】パイプクランプなどに使用されるボルトナットのナットをインパクトレンチで弛緩操作したとき、当該ナットがボルトのねじ軸部から抜け外れるのを確実に防止すると共に当該ナットのインパクトレンチでの締結操作も容易にする。
【解決手段】ナット5がねじ軸部8の一端(遊端8a)から螺嵌されたボルト4Aの、前記ねじ軸部8の一端(遊端8a)からナット抜け止め用膨出頭部12を形成する領域Aだけ離れたねじ軸部8を、ねじ溝に嵌合して軸心方向の相対移動不能の状態に挟持するねじ軸部クランプ11により保持し、ねじ軸部8の他端を支持しない状態で前記ねじ軸部8の一端(遊端8a)を軸心方向に加圧することにより、前記領域A内のねじ軸部8bを軸心方向に圧縮してナット抜け止め用膨出頭部12を一体形成する。
(もっと読む)
1 - 10 / 38
[ Back to top ]