
国際特許分類[B22C11/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | モールドまたはコアの製造用の造型機械でその部品の相互配置を特徴とするもの (42)
国際特許分類[B22C11/00]の下位に属する分類
一サイクルの継続した作業の間に鋳型がその中で移動させられる機械 (10)
造型機械の一部を構成する1つまたはそれ以上の鋳枠をもち,型込めされた砂型のみが造型機械から取り除かれるもの (5)
移動可能な造型機械 (1)
国際特許分類[B22C11/00]に分類される特許
1 - 10 / 26
無枠造型注湯冷却ラインにおけるジャケット緩め方法及びジャケット緩め装置
【課題】タイムサイクルが短い無枠造型注湯冷却ラインにおいても、鋳型に貼りついたジャケットを事前に取り外しやすくすることにより、ライン停止などのトラブルを防止することができる無枠造型注湯冷却ラインにおけるジャケット緩め方法及びジャケット緩め装置を提供する。
【解決手段】無枠造型注湯冷却ラインにおける、ジャケット移し変え部のジャケット取り外し側ラインの上流にジャケット緩め装置を設け、鋳型に貼りついたジャケットを所定高さまで持ち上げることにより、鋳型との係合を事前に緩める。ジャケット緩め装置は、シリンダで昇降するジャケット持ち上げ爪と、ジャケット持ち上げ爪の上昇端を検出するセンサとを有し、ジャケット緩めが完了するまで、ジャケット緩めの工程を繰り返す。
(もっと読む)
鋳型造型金型及び同金型段替え方法

【課題】作業者が鋳型造型金型の段替え作業等を簡便に行えるようにする。
【解決手段】上型1及び下型2の各々が、互いに水平方向に分割可能に構成された複数の分割型からなり、上型1及び下型2各々の複数の分割型同士をそれぞれ一体化するように該分割型をクランプする上型及び下型クランプ装置と、下型2の下側に設けられ、エジェクタピン47が立設された第1エジェクタプレート48と、上下方向に進退可能に構成された押出ロッドにより上側に押圧されるように構成され、リターンピン52が立設された第2エジェクタプレート49と、第1エジェクタプレート48を第2エジェクタプレート49に着脱可能に取り付けるエジェクタプレート着脱装置61とを備える。
(もっと読む)
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレートの両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記鋳物砂供給装置は鋳物砂タンクを備え、当該鋳物砂タンクの本体をなす胴壁が複数の通気性の仕切り板によって仕切られるとともに区画部により複数個の中空室を有する二重構造を成し、本体胴壁の下部が下細り状に形成された無枠鋳型造型機。
(もっと読む)
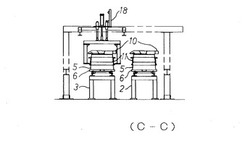
鋳型造型システム
【課題】造型作業の完全自動化と造型サイクルの向上とが有利に達成され得る鋳型造型システムを提供する。
【解決手段】鋳型造型機10に設けられた圧縮盤38に、回転板58の回転により、湯口棒62の位置を変更させて、鋳型内での湯口位置を変更させる湯口位置変更装置56を設けると共に、パターンプレート移送装置16にてパターンプレート収納装置14から取り出されて、移送された新パターンプレート54と、鋳型造型機10から取り出された旧パターンプレート54とを交換するパターンプレート交換装置12を設け、更に、かかる旧パターンプレート54を、パターンプレート移送装置16にて、パターンプレート収納装置14内に移送して、収納させるように構成した。
(もっと読む)
抜枠鋳型造型装置及び抜枠鋳型造型方法
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うとともにガス抜き孔を形成することができる抜枠鋳型造型装置等を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15と、孔形成機構80とを備える。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
抜枠鋳型造型装置
【課題】抜枠鋳型造型装置において、停止した機械の復旧を迅速に行うことを可能にすること。
【解決手段】シーケンサ200は、可動部材(下スクィーズボード4、下盛枠6、上枠10、マスタープレート22、押出プレート32)、シリンダ(枠セットスクィーズシリンダ2、下盛枠シリンダ5、上枠シリンダ9、パターンシャトルシリンダ21、モールド押出シリンダ31)及びシリンダ駆動機構(枠セットスクィーズシリンダ駆動機構400等)の各作動状態を監視し、当該抜枠鋳型造型装置100の作業工程において作動開始から所定位置に到達するまでの作動時間が異常動作時間設定値を経過したとき、操作パネル(タッチパネル300)における表示画面の表示及び入力スイッチの入力操作を介して機械停止復旧支援を行う。
(もっと読む)
同時鋳型造型方法及び抜枠鋳型造型装置
【課題】 鋳型の底面が確実に水平にすると共に抜枠が確実で、構造がシンプルな、鋳枠無しの上下鋳型を同時に造型する同時鋳型造型方法及び装置を提供する。
【解決手段】造型位置に出・入移動可能に設けられると共に上面にマッチプレートを装着した下枠と、昇降可能であると共に側壁面に鋳型砂導入孔を備えた下盛枠と、昇降可能な下スクイズボードと、によって画成される下鋳型空間と、側壁面に鋳型砂導入孔を備えた上枠と、上スクイズボードと、によって画成される上鋳型空間と、を画成する工程と、前記下鋳型空間と、前記上鋳型空間に対して同時に鋳型砂を供給する工程と、前記下スクイズボードを上昇させて鋳型砂を圧縮して上鋳型・下鋳型を同時に形成する工程と、前記上鋳型を前パターンから抜型する工程と、該下鋳型を前記パターンから抜型する工程と、前記下鋳型から前記下盛枠を抜枠する工程と、前記上鋳型から前記上枠を抜枠する工程と、を有する。
(もっと読む)
抜枠鋳型造型装置
【課題】鋳型の底面が確実に水平にすると共に構造がシンプルな、鋳枠無しの上下鋳型を同時に造型する抜枠鋳型造型装置を提供する。
【解決手段】昇降可能な下スクイズボード6と、該下スクイズボードに対して独立に、かつ同時に昇降可能であると共に側壁面に鋳型砂導入孔を備えた下盛枠と、前記下スクイズボードの対向上方に固設された上スクイズボード8と、昇降可能であると共に側壁面に鋳型砂導入孔を備えた上枠と、前記下スクイズボードと上スクイズボードの中間位置を出・入移動可能に設けられると共に上面にマッチプレート15を装着した下枠と、を備えた鋳枠無しの上・下鋳型を同時に造型する抜枠鋳型造型装置において、前記下スクイズボードが、2本以上のコラムに昇降可能に設けられた下スクイズフレーム5と一体に構成された。
(もっと読む)
無枠鋳型とその製造方法
本発明は水平方向で分割された無枠鋳型に関する。この鋳型は、下型本体(1)と上型本体(2)とから成る。型本体(1,2)は、造型配合材料で形成される。型本体(1,2)が鋳造キャビティ(9)を限定している。本発明によれば、型本体(1,2)に穴(3,4)が設けられている。これらの穴(3,4)は、棒状案内要素(5)用垂直案内ラインを穴が形成することによって、型本体(1,2)を水平方向で位置合わせするのに役立っている。 (もっと読む)
1 - 10 / 26
[ Back to top ]