
国際特許分類[B22C9/28]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 鋳型または中子 (2,257) | 特殊形状体鋳物用鋳型 (382) | 車輪,またはロール,またはローラー用のもの (61)
国際特許分類[B22C9/28]に分類される特許
1 - 10 / 61
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法
【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
鋳物製品の製造方法、鋳物製品及び鋳造用金型装置

【課題】製品内部における引け巣、面引け及び湯境の発生を抑制でき、寸法精度及び強度が確保された鋳物製品を製造する鋳物製品の製造方法を提供する。
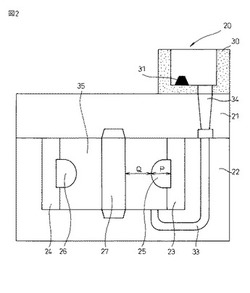
【解決手段】鋳造用金型装置20に金属溶湯を供給して凝固させる工程を備え、鋳造用金型装置20には、製品成形部21と、製品成形部21の下方側から溶湯を供給する湯道部22と、が設けられ、湯道部22には、製品成形部21と湯道部22とが接する接続部26の水平投影面の面積よりも水平断面積の大きい湯溜り部23が形成されており、湯溜り部23は、接続部26の直上に位置する製品成形部21の領域の体積に対して100%以上500%以下の容量を有するとともに、湯溜り部23の上端から下方に向って接続部26の直上に位置する製品成形部21の最小高さ以上の高さ範囲においては、水平断面の断面積が接続部26の水平投影面の面積の100%以上200%以下とされている。
(もっと読む)
中子囲い込み型具構造および該型具構造を使用する鋳造方法
【課題】環状部材用キャビティの軸心近傍から放射状に注湯するセンターゲート形式の鋳型を使用した鋳造における製品品質低下を回避する型具構造並びに鋳造方法を提供する。
【解決手段】型具構造は、少なくとも1つの中子12aと中子12aを挟んで配置される少なくとも一対の型12bとから構成され、環状部材を鋳造するためのキャビティを有し、該環状部材の軸心近傍に湯口19並びに湯路18を設けて湯を半径方向に放射状に拡散させて鋳込むよう形成される。一対の型12bは、外周面の全周から軸方向の一方もしくは双方に延びる鍔部15を有し、中子12aの外周の周囲を鍔部15で囲って中子12aの膨張による変形、崩壊を阻止するよう構成される。キャビティから型12bの外周面に抜けるガス抜き溝25を、中子12aと型12bの境界面、鍔部15の当接面に形成し、キャビティ内のガスを型の外部へ放出するよう構成される。
(もっと読む)
マスターモデルの製作方法
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
車両用ホイール製造用の鋳型およびこれを用いた車両用ホイールの製造方法
【課題】車両用ホイールを品質のばらつきやヒケを極めて少なくした状態で製造することが可能な技術を提供する。
【解決手段】キャビティと溶湯流路とを備え、キャビティは略水平方向に拡がるディスク成形部51とディスク成形部51の外周縁17から上方に延びるリム成形部53とを有し、リム成形部53はキャビティ50のリム肉厚Wが上方から下方に向かって減少するリム肉厚変化領域Lを有する車両用ホイール製造用の鋳型。
(もっと読む)
車両用ホイール製造用の鋳型
【課題】溶湯の凝固速度を局所的に速めることが可能であり、かつ繰り返し使用が可能な車両用ホイール製造用の鋳型を提供する。
【解決手段】キャビティ50と溶湯流路とを備え、キャビティ50は、ディスク成形部51とリム成形部53とを有し、キャビティ50の壁面の一部を形成する部材は、キャビティ50の壁面の他の部分を形成する部材よりも熱伝導率が高い材質を含む放熱部材41とされており、放熱部材41は、キャビティ50の内部に向かって移動可能に設けられている車両用ホイール製造用の鋳型S。
(もっと読む)
車両用ホイールの低圧鋳造装置
【課題】車両用ホイールの製品の品質を従来よりも安定させ、さらに向上することができる車両用ホイールの低圧鋳造装置を提供する。
【解決手段】鋳型セットSは、下型20と横型30(一対の結合体30b)と上型40とから構成されている。車両用ホイールのリム部を形成するための、キャビティ50のリム成形部を構成する横型30は、4つの小横型により構成されている。そして、本発明の低圧鋳造装置Dでは、2つの小横型が結合された状態で1つの結合体30bとされ、2つの結合体30bが可動で型開閉可能に構成されている。
(もっと読む)
フローティング型ディスクブレーキのキャリパボディの製造方法およびキャリパボディ
【課題】キャリパボディの製造効率を向上させる。
【解決手段】ディスクロータへブレーキパッドを押圧するピストンが挿入されるシリンダ孔が形成されるシリンダ部構成部25aと、シリンダ部構成部25aから延出され透孔50が形成されるブリッジ部26と、ブリッジ部26の先端側に形成されシリンダ部構成部25aに対向配置される爪部構成部27aとを有し、爪部構成部27aに相当する部位71のディスクロータ周方向に離間した少なくとも2箇所に湯口82A,82Bを設けた鋳型70を準備し、鋳型70の少なくとも2箇所の湯口82A,82Bから溶湯を注入し、シリンダ部構成部25a側から凝固が始まるようにする。
(もっと読む)
ゴムクローラ用芯金の製造方法及びそれに用いる鋳型
【課題】1つの鋳型で鋳造できる芯金の数量を増加させ、大幅なコスト改善を図ったゴムクローラ用芯金の製造方法を提供する。
【解決手段】無端帯状のクローラ本体に埋設される芯金を、第1鋳型10−1と第2鋳型10−2を合わせ面にて合わせて鋳造するゴムクローラ用芯金の鋳型において、第1鋳型と第2鋳型を合わせ面にて合わせたときに形成される芯金型14の型空間は、上記の合わせ面からそれぞれ第1鋳型と第2鋳型の深さ方向に、上記の芯金型の型空間の長手方向が形成されたことを特徴とする。
(もっと読む)
ホイールの製造方法、ホイールの鋳造装置及びホイール
【課題】本発明は、不要部分を容易に切除することができる形状のホイール素材を提供することを課題とする。
【解決手段】トリムされたホイール素材46では、タイヤ側底壁面18の両端から延びる側壁部19、19にゲート部24、24が繋がっている。回転砥石などの研削具45を準備し、リム部17のタイヤ側底壁面18を仕上げる。このときに、想像線で示す仕上げ線47を延長し、ゲート部24をも除去する。
【効果】側壁部に繋がるゲート部は、必然的に薄く、小型になる。小型であればホイール素材のゲート部は容易にランナーから切り離すことができる。
(もっと読む)
1 - 10 / 61
[ Back to top ]