
国際特許分類[B22D11/18]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 制御または調整方法または作業 (980) | 注湯のためのもの (122)
国際特許分類[B22D11/18]に分類される特許
51 - 60 / 122
鋳型内の湯面定在波変動検出方法、湯面定在波制御方法、湯面レベル制御方法および連続鋳造方法
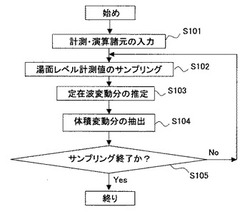
【課題】1つの湯面レベルセンサーから得られる湯面変動から高精度に定在波変動分と体積変動分とを分離し、湯面定在波・湯面レベルを制御する、鋳型内の湯面定在波変動検出方法、湯面定在波制御方法、湯面レベル制御方法および連続鋳造方法を提供することを目的とする。
【解決手段】連続鋳造機の鋳型内の所定位置における湯面レベル変動の定在波変動分の定在波周波数を、鋳型幅から算出し、その周波数で定在波をsin関数とcos関数で記述して、その記述された定在波の係数を測定した湯面レベル変動からオンライン推定することにより、定在波変動分を求める。
(もっと読む)
連続鋳造装置のタンディッシュのスライディングノズルの開度検出回路不良箇所判別装置および判別方法

【課題】 回転型可変抵抗部とサーボアンプ部が離れた場所にある連続鋳造装置において、短時間で、一人でも容易に不良箇所を調査でき、また操業中であっても、回転型可変抵抗部の良否判定ができる装置とその使用方法を提供することである。
【解決手段】 連続鋳造装置のタンディッシュ1のスライディングノズル2の開度検出回路10において、信号出力線がコネクタプラグ11とケーブル21の2系統を有し、その出力先を切替えるスイッチとしてスナップスイッチ18を有しており、自由に中間タップ端子19bの抵抗値を変化させることのできるスライダーからなる回転型可変抵抗器7を有する不良個所の判別装置である。
(もっと読む)
連続鋳造方法
【課題】モールドパウダの溶融厚を精度良く管理し安定化する連続鋳造方法を提供する。
【解決手段】鋳型内短辺付近の溶鋼2に対向して多周波ベクトル渦流式の溶融パウダ厚計7が、保持台21を介して架台に20に設置され、モールドパウダの溶融層5は、未溶融の粉末層6で覆われている。この溶融金属上のパウダ溶融厚を計測し、この計測したパウダ溶融厚が所定範囲内となるように、未溶融および/または溶融パウダの供給量を制御して連続鋳造を行う。
(もっと読む)
連続鋳造機モールド内湯面レベル制御装置及び制御方法
【課題】鋳造速度加速時に発生するバルジング性湯面変動を、より早い段階で抑制する。
【解決手段】湯面レベル信号を周波数解析する前に、過去の鋳造速度データを利用して、サンプリング時間を補正する。これにより、鋳造速度変更直後でも、現在のバルジング周波数を求めることができ、より早くバルジング性湯面変動を抑制することができる。
(もっと読む)
マグネシウム合金スラブの鋳造方法
【課題】ザク欠陥の解消に加えて気泡欠陥や湯じわの発生程度を低減して、合金スラブの歩留まりを改善する。
【解決手段】 湯面Lsレベルを一定にするように注湯量に応じた速さで下降させられる鋳型6内の溶湯Lに浸漬ノズル5の先端部を浸してマグネシウム合金を注湯し合金スラブを鋳造する方法であって、浸漬ノズル5の先端流路を二股の分岐流路521,522として、各流路521,522の傾斜角θを5度〜10度の範囲で水平から下方へ傾斜させるとともに、湯面Lsからの上記浸漬ノズル5の浸漬深さDを20mm〜50mmの範囲に設定し、かつ上記浸漬ノズル5内の溶湯速度Vを1.5m/s〜2.0m/sの範囲に設定する。
(もっと読む)
取鍋ノズル制御装置
【課題】様々な場所で使用可能な汎用性かつ可搬性に優れた取鍋ノズル制御装置の提供。
【解決手段】移動可能な台車10に、商用電源によって取鍋のノズル機構を駆動制御する駆動制御部と、この駆動制御部を操作する操作器具70と、各種状態を表示する表示部50と、一端が前記駆動制御部に接続されると共に他端に前記ノズル機構に着脱可能なコネクタ63を有する制御ケーブル62と、一端が前記駆動制御部に接続されると共に他端に商用電源のプラグ差込口に着脱可能なプラグ61を有する電源ケーブル60とを備える。これによって、この台車10を所定の場所(取鍋)に搬送し、その制御ケーブル62のコネクタ63をその取鍋のノズル機構に装着するだけで様々な場所で使用することができる。
(もっと読む)
連続鋳造における湯面制御方法及び湯面制御装置
【課題】 スラグを使用した連続鋳造にあって、安全かつ高精度に湯面制御が可能な制御方法及び制御装置を提供する。
【解決手段】 溶湯プール上にスラグ浴が形成されて断続的に鋳塊を引き抜く連続鋳造における湯面制御方法であって、モールド内の合金溶湯に浸漬したGND電極と、前記合金溶湯の制御すべき湯面位置に検出電極を配置し、引き抜き動作における湯面位置低下と引き抜き動作停止期間における溶湯面の上昇とによって形成される溶湯面の周期的変動を、前記検出電極により検出し、検出された信号の変動から投入溶湯量もしくは引き抜き動作量を制御するものとする。
(もっと読む)
連続鋳造装置及び連続鋳造方法
【課題】連続鋳造製品における介在物の低減とストッパ・スパウト流量制御を両立させることができる連続鋳造装置を提供する。
【解決手段】ストッパ2は断面円形状とされ、トラフ6における溶湯流動方向に沿ってストッパ2のストッパ2軸芯部を通る位置を貫通する貫通孔11が設けられ、それにより溶湯流を貫通孔11を通過させて流動させ、直径2rのストッパ2の下流側の前記領域αにおいて、溶湯流動方向に沿って、溶湯流動方向と平行な方向の流れを強制的につくることで、有害な渦の発生を抑制し、溶湯表面の酸化皮膜の巻き込みを防止する。
(もっと読む)
湯面レベルの昇降に特徴を有する鋼の連続鋳造方法
【課題】高い生産性が得られる湯面レベルの昇降に特徴を有する鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズル2の下端を鋳型1内の溶鋼に浸漬させた状態で、この浸漬ノズルを介して鋳型内に溶鋼を注湯する。鋳型内の溶鋼の湯面レベルを昇降させるに際し、その湯面レベルの上昇速度Vup[mm/sec]及び下降速度Vdown[mm/sec]は夫々下記式(1)及び(2)に従うこととする。
 (もっと読む)
(もっと読む)
連続鋳造装置及び連続鋳造方法
【課題】スパウトに捕捉される空気を低減すると共に捕捉された空気を早期にスパウトから離脱させることによって連続鋳造製品における介在物の低減を図ることができる連続鋳造装置及び連続鋳造方法を提供する。
【解決手段】スパウト10のスパウトネック10aにおけるトラフ6からの入口内側形状は連続面11とされており、これによりスムーズな溶湯流れが作られ、スパウト入口内側には定常的な回転流が存在しなくなるため、鋳込み時にスパウト内を浮上してきた空気はスパウト断面中心近傍、すなわちストッパロッド壁面に沿ってまっすぐ浮上しトラフの溶湯上部から系外に排除される。
(もっと読む)
51 - 60 / 122
[ Back to top ]