
国際特許分類[B22D11/18]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 制御または調整方法または作業 (980) | 注湯のためのもの (122)
国際特許分類[B22D11/18]に分類される特許
31 - 40 / 122
連続鋳造における湯面制御方法および湯面制御装置
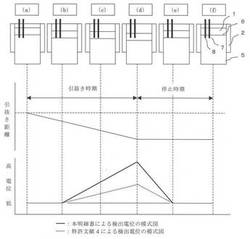
【課題】スラグを使用した連続鋳造にあって、安全かつ高精度に湯面制御が可能な制御方法および制御装置を提供する。
【解決手段】溶湯プール4上にスラグ浴1が形成されて断続的に鋳塊を引き抜く連続鋳造における湯面制御方法であって、前記合金溶湯の制御すべき湯面位置に検出電極7とGND電極8とを配置し、引き抜き動作における湯面位置低下と引き抜き動作停止期間における溶湯面の上昇とによって形成される溶湯面の周期的変動を、前記検出電極により検出し、検出された信号の変動から投入溶湯量もしくは引き抜き動作量を制御するものとする。
(もっと読む)
鋼の連続鋳造方法

【課題】操業条件のばらつきがあっても、製造する鋳片が目標とする等軸晶率となるようにして、リジングの発生を回避できないということが無いようにする。
【解決手段】成分中のSi含有率が3.5質量%以下である珪素鋼板用の溶鋼2を連続鋳造する方法である。未凝固部を含む鋳片位置に配置した電磁攪拌装置4を用いて未凝固部の溶鋼2を攪拌する際に、鋳造速度Vc(m/min)に比例した、下記(a)式を満足する電磁攪拌強度G(T:テスラ)で未凝固部の溶鋼2を攪拌し、鋳造された鋳片の全厚みD(mm)に対する等軸晶厚みe(mm)の比である等軸晶生成比率(e/D)を0.3以上とする。
G≧(1.08×Vc+0.14)×0.05…(a)
【効果】操業形態によって鋳造速度が種々変化した場合でも、1基の電磁撹拌装置にて、目標とする等軸晶率を得ることができるので、リジングの発生の無い鋳片を得ることができる。
(もっと読む)
スライディングノズル装置の制御方法
【課題】タンディッシュ内の溶鋼重量を適正範囲に制御するためのスライディングノズル装置の制御方法において、プレートの摺動回数を少なくでき、プレートの寿命を延ばすことができるようにする。
【解決手段】連続鋳造において取鍋1からタンディッシュ3へ排出される溶鋼流量を調節するために、スライディングノズル装置2のプレート2aの摺動距離を制御するスライディングノズル装置の制御方法であって、タンディッシュの重量変化率からタンディッシュ重量の許容範囲を超えるまでの時間ΔTを計算する段階と、ΔTが所定値以下になったときに、プレートを開方向又は閉方向に摺動させる段階とを含み、前記プレートを開方向又は閉方向に摺動させる段階では、取鍋のヘッドの下降に伴い、プレートの摺動距離を大きくする。
(もっと読む)
金属の鋳造機のコントロール装置及び方法
【課題】金属の鋳造機、特に連続鋳造プロセスにおいて鋳造条件をコントロールし且つ最適化するため、金属鋳造プロセスの最中にプロセスパラメーターをオンラインで調整する方法を提供する。
【解決手段】コントロールシステムの構成は:プロセス変数を測定するための、誘導式検出器、光学的検出器、放射線検出器、または熱検出器などの検出手段12,13と;検出手段からのデータを評価するためのコントロール装置14と;鋳造条件を最適化するために、鋳造速度、希ガスの流速、または、EMBRまたは攪拌装置などのような電磁的手段の磁場強さ、スラブ幅、浸漬式注入ノズルの侵入深さ、または、浸漬式注入ノズル3の角度、など少なくとも一つのプロセスパラメーターを自動的に変更するための手段からなり、前記検出手段は、メニスカス11の特徴のようなプロセス変数を、メニスカス上の少なくとも2点で、瞬時に、鋳造期間の全体に渡って、測定する。
(もっと読む)
連続鋳造機のモールド湯面レベル制御装置及び制御方法
【課題】スライディングノズルが閉塞、あるいは、溶損することで流量特性が変化する場合にも、流量特性を高精度に求め、推定した流量特性に基づいてPI制御をはじめとするフィードバックコントローラのゲインを自動調整することで制御のループゲインを一定に維持することの可能な、連続鋳造のモールド湯面レベル制御を提供する。
【解決手段】連続鋳造機のモールド断面積、鋳造速度、TD重量、SN開度を入力信号とし、損失係数の修正を行いながら、ニュートン法に基づいた流量特性のモデル計算を繰り返すことで、SN開度の理論値と実績値が一致するような損失係数、及び、流量特性を計算する。そして、推定した流量特性に比例するようにフィードバックコントローラのゲインを自動調整することで制御のループゲインを一定に維持する。
(もっと読む)
半連続鋳造用フロート
【課題】湯面上に生成される酸化物の溶湯中への混入量を十分に低減させ得る半連続鋳造用フロートを提供する。
【解決手段】半連続鋳造装置の鋳型内に溶湯26を供給する注湯ノズル18が遊挿可能な挿通孔16を備えて、鋳型内の溶湯26上に浮かべられる浮子板部12を含んで構成すると共に、かかる浮子板部12に対して、その下面の外周部に周壁部20を設け、更に、浮子板部12における挿通孔16と周壁部20との間の部位に、空気が流通可能な貫通孔22を形成して、構成した。
(もっと読む)
鋼の連続鋳造方法およびこの方法で製造された鋳片
【課題】連々鋳境界部での品質低下を防止できる連続鋳造方法を提供する。
【解決手段】未凝固部を含む鋳片を、連続鋳造機内または機端に配置した圧下ロール対を用いて圧下する連続鋳造方法であって、連々鋳を実施する際に、前チャージの溶鋼の供給停止から後チャージの溶鋼の供給開始までの間のタンディッシュ内の溶鋼重量について、定常状態で鋳造している時の該溶鋼重量の2/3以上を確保し、かつ、その間のタンディッシュ内の溶鋼過熱度の低下を10℃以内に抑制し、さらに、前チャージの溶鋼の供給停止から後チャージの溶鋼の供給開始までの間における鋳造速度について、定常状態で鋳造速度と同じ速度を確保し、前チャージの溶鋼の供給停止から後チャージの溶鋼の供給開始までの間にタンディッシュ内に存在した溶鋼に相当する溶鋼が鋳造された鋳片の未凝固部を圧下する際の圧下量を、未凝固濃化溶鋼の排出に必要な目標圧下量以上とする。
(もっと読む)
連続鋳造方法及び連続鋳造装置
【課題】凝固均一度と摩擦拘束力の双方の制約を満足させつつ、連続鋳造の操業条件の変更に対応すること。
【解決手段】本発明の連続鋳造方法は、鋳造方向に相異なる2以上のテーパを有する一対の多段テーパ短辺鋳型板2と、前記多段テーパ短辺鋳型板2を幅方向両側から挟む一対の長辺鋳型板3とからなる鋳型1を用いた連続鋳造方法において、鋳造中に前記多段テーパ短辺鋳型板2を鋳造方向に移動させることにより、前記多段テーパ短辺鋳型板2のテーパ変化点の位置を前記鋳型1内における溶融金属のメニスカス位置11に対して鋳造方向に相対移動させることを特徴とする。
(もっと読む)
取鍋ノズル制御方法及びシステム
【課題】ノズルの動作回数を低減でき、湯面制御も良好な取鍋ノズル制御方法を提供する。
【解決手段】タンディッシュ9の重量目標値と重量実績値との偏差を求め、求めた偏差をあらかじめ偏差のみに対して段階的に設定されたノズル位置修正量(判断図表16)と比較する。偏差が重量目標値を中心にした不感帯域に入っているとき、ノズル10が移動しないように零のノズル位置修正量を出力する。偏差が不感帯域を超えて第一の制御領域に入ったとき、零よりも大きな第一のノズル位置修正量を出力し、ノズル10を第一のノズル位置修正量に基づいて移動させる。偏差がさらに大きくなり、第一の制御領域を超えて第二の制御領域に入ったとき、第一のノズル位置修正量よりも大きな第二のノズル位置修正量を出力し、ノズル10を第二のノズル位置修正量に基づいて移動させる。
(もっと読む)
鋳造速度と湯面レベルの変更を伴った中炭素鋼の連続鋳造方法
【課題】中炭素鋼を高速鋳造するに際し、生産性を考慮しつつ、鋳型内で凝固シェルに縦割れが発生しても鋳型直下型ブレークアウトを回避できると共に、同一発生原因による以降の縦割れ再発を防止する技術を提供する。
【解決手段】中炭素鋼を高速鋳造するに際し、鋳型内における凝固シェルの縦割れ発生の有無を監視し、鋳型内で凝固シェルに縦割れが発生したことを検知したら、鋳造速度Vc[m/min]を特定条件で減速し、この減速後、湯面レベルを特定条件で下向きに変更し、この変更後、鋳造速度Vc[m/min]を増速する。
(もっと読む)
31 - 40 / 122
[ Back to top ]