
国際特許分類[B22D11/18]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 制御または調整方法または作業 (980) | 注湯のためのもの (122)
国際特許分類[B22D11/18]に分類される特許
41 - 50 / 122
銅または銅合金線の製造方法

【課題】品質の良い銅または銅合金線を安定して製造する。
【解決手段】坩堝11内に銅または銅合金の原料を連続的または断続的に供給し、前記原料を坩堝11内で加熱溶融した後、坩堝11の下部に取着した鋳型12から、凝固した銅または銅合金からなる線材16を引出す銅または銅合金線の製造方法であって、鋳型12内で溶解または半凝固状態にある前記銅または銅合金の鋳型12の内周面に対する圧力をほぼ一定に保持する。
(もっと読む)
熱延鋼板およびその製造方法
【課題】高強度で優れた耐孔あき腐食性を有し、安価に製造できることから、特に自動車のシャーシ、バンパーや足廻り部品に代表される構造部材の素材として用いるのに最適な熱延鋼板を提供する。
【解決手段】C:0.01%以上0.35%以下、Si:0.01%以上2.0%以下、Mn:0.1%以上3.0%以下、P:0.3%以下、S:0.01%以下、Al:0.005%以上2.0%以下、N:0.01%以下およびTi:0.01%以上0.25%以下を含有し、残部Fe及び不純物からなる鋼組成を有するとともに、鋼板表面から板厚方向50μm深さ位置までの鋼板表層部の板厚方向断面における粒径5μm以上の介在物、晶出物および析出物の合計の数密度が50個/mm2以下である熱延鋼板である。
(もっと読む)
連続鋳造機のモールド内湯面レベル制御方法

【課題】連続鋳造機のモールド内湯面レベル制御を行うに際して、外乱である定在波の影響を除去して、的確にモールド内湯面レベル制御を実施することができるモールド内湯面レベル制御方法を提供する。
【解決手段】湯面レベル計18をモールド幅中心位置に設置しているとともに、その湯面レベル計18が計測した湯面レベル信号から2次定在波の影響を除去するための周波数フィルター20を湯面レベル制御装置19に設置している。
(もっと読む)
溶融金属流への旋回付与方法
【課題】注入管内において、溶融金属を旋回させ、清浄化作用を強化しつつ、溶融金属の跳ね上がりを防止することが可能な、溶融金属流への旋回付与方法を提供する。
【解決手段】溶融金属を容器に注入するに際して、本体部と内径縮小部とを備える耐火物製の注入管内の、内径縮小部の上方にドームブレードを設置して、ドームブレードの有する羽根を通過する溶融金属に旋回を付与し、羽根の下流側に位置する注入管の内径縮小部において溶融金属の旋回流の流速を高める溶融金属流への旋回付与方法であって、ドームブレードは、中心部のドーム部およびその周辺部に複数枚の羽根を有する形状の耐火物により構成され、羽根が水平面となす角度は上部から下部に向かうにつれて減少しており、かつ、隣接する羽根の間等に形成される溶融金属の流路の水平横断面における断面積も減少することを特徴とする方法である。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得ることができる連続鋳造方法を提供する。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極3a、3bと1対の下部磁極4a、4bを備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度αが30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法
【課題】自動車や各種の産業機械に用いられる、引張強さ980MPa以上の熱間プレス鋼板部材の素材として好適であり、さらに金型寿命の延命に寄与し得る熱間プレス用熱延鋼板を提供する。
【解決手段】C:0.09〜0.50%、Si:0.02〜2.0%、Mn:0.3〜3.5%、Cr:0.01〜1.0%、Ti:0.008〜0.10%、B:0.0002〜0.0050%、Al:0.005〜0.1%、P:0.10%以下、S:0.05%以下およびN:0.01%以下を含有し、残部がFeおよび不純物からなる鋼組成を有し、表層部に平均厚さが2μm以上かつ板厚の5%以下である脱炭層を有し、表面に存在する粒径1μm以上の介在物および析出物の数密度が30個/mm2以下であり、さらに、表面粗さRaが1.5μm以下である熱間プレス用熱延鋼板である。
(もっと読む)
熱間繰り返しタンディッシュの使用方法
【課題】アルミキルド鋼を鋳造する際に連続鋳造機で使用されるタンディッシュにおいて、鋳造しているアルミキルド鋼の品質を確実に確保しつつタンディッシュをできるだけ長く連続して使用できるようにする。
【解決手段】連続鋳造機1に具備されるタンディッシュ3の使用方法において、アルミキルド鋼用の溶鋼2を装入するタンディッシュ3を繰り返し鋳造に用いる際には、アルミキルド鋼の鋳造時に、タンディッシュ3が溶鋼2を貯留可能な貯留可能量W2maxを計算しておき、貯留可能量W2maxが予め定められた溶鋼2の基準値WLを下回る直前に、連続鋳造機1におけるタンディッシュ3の操業を停止する点にある。
(もっと読む)
連続鋳造鋳型での電磁制動装置
サイズ幅750〜3500mmおよびサイズ厚さ30〜500mmを有するスラブ鋳片および薄スラブ鋳片を製造するために液状金属、特に液状鋼材を鋳造するための連続鋳造装置の連続鋳造鋳型1であって、鋳片品質を改善するために連続鋳造装置が電磁制動装置を備える鋳型1において、鋳型1の鋳型浸漬管2から出る液体吐出流に直接的な影響を与えるために、本発明によれば、鋳型長辺面3ごとに少なくとも2つの磁極10が、磁力線放出断面11aの主軸12を、鋳型浸漬管2の垂直基準線4に対して所定の角度α1またはα2で方向調整されるように、鋳型浸漬管2の垂直基準線4に対して対称に配置されることを提案する。 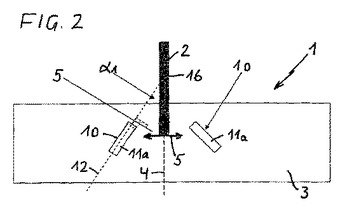 (もっと読む)
(もっと読む)
ストリップ鋳造方法及び双ロール鋳造機
【課題】品質不良を回避しつつストリップの板厚調整を適切に行えるようにする。
【解決手段】冷却ロール1の間に形成される溶湯溜まり8を深くして金属が冷却ロール1の外周面に触れている時間を延ばすことで除熱不足を補うというストリップ3の板厚制御と、溶湯溜まり8を浅くして金属が冷却ロール1の外周面に触れている時間を縮めることで除熱過多を抑えるというストリップ3の板厚制御に加えて、溶湯溜まり8の自由液面とノズルピース4と相対位置が一定になるように、アクチュエータ13によりノズルピース4を上下方向に変位させて溶湯溜まり8の揺動を防ぐという制御を併用し、ノズルピース4に付着している酸化物などの不純物が溶湯溜まり8に脱落しないようにする。
(もっと読む)
鋳型内の湯面定在波変動検出方法、湯面定在波制御方法、湯面レベル制御方法および連続鋳造方法
【課題】1つの湯面レベルセンサーから得られる湯面変動から高精度に定在波変動分と体積変動分とを分離し、湯面定在波・湯面レベルを制御する、鋳型内の湯面定在波変動検出方法、湯面定在波制御方法、湯面レベル制御方法および連続鋳造方法を提供することを目的とする。
【解決手段】連続鋳造機の鋳型内の所定位置における湯面レベル変動の定在波変動分の定在波周波数を、鋳型幅から算出し、その周波数で定在波をsin関数とcos関数で記述して、その記述された定在波の係数を測定した湯面レベル変動からオンライン推定することにより、定在波変動分を求める。
(もっと読む)
41 - 50 / 122
[ Back to top ]