
国際特許分類[B22D33/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳型を操作するための装置 (26)
国際特許分類[B22D33/00]の下位に属する分類
鋳型の回転と転置 (16)
鋳型の集積または分離
鋳型への負荷または解除 (1)
国際特許分類[B22D33/00]に分類される特許
1 - 9 / 9
温度変化がある型枠群の油圧シリンダによる搬送方法および装置
【課題】型枠の熱膨張量が大きい場合にも、停止位置の誤差をなくすことができる型枠群の搬送方法および装置を提供する。
【解決手段】油圧プッシャーシリンダ1を作動させ、直列に配置された型枠群3を油圧クッションシリンダ2側に押し出し、間隙4をなくす枠寄せ工程と、油圧プッシャーシリンダ1を高速作動させ、減速域にて油圧クッションシリンダ2を高背圧状態に切り替えて減速し、型枠群3を1ピッチだけ搬送する搬送工程と、型枠群3が停止後、更に油圧クッションシリンダ2を後退させて型枠3との間に間隙4を形成する最終工程とからなる。油圧プッシャーシリンダ1の高速作動終了位置および押し出し作動終了位置を、油圧クッションシリンダ2側に設けた位置検出器18,19により制御する。
(もっと読む)
無枠造型注湯冷却ラインにおけるジャケット緩め方法及びジャケット緩め装置

【課題】タイムサイクルが短い無枠造型注湯冷却ラインにおいても、鋳型に貼りついたジャケットを事前に取り外しやすくすることにより、ライン停止などのトラブルを防止することができる無枠造型注湯冷却ラインにおけるジャケット緩め方法及びジャケット緩め装置を提供する。
【解決手段】無枠造型注湯冷却ラインにおける、ジャケット移し変え部のジャケット取り外し側ラインの上流にジャケット緩め装置を設け、鋳型に貼りついたジャケットを所定高さまで持ち上げることにより、鋳型との係合を事前に緩める。ジャケット緩め装置は、シリンダで昇降するジャケット持ち上げ爪と、ジャケット持ち上げ爪の上昇端を検出するセンサとを有し、ジャケット緩めが完了するまで、ジャケット緩めの工程を繰り返す。
(もっと読む)
回転式鋳造装置
【課題】油圧ホースを引き回す必要のない、回転式鋳造装置を提供することを課題とする。
【解決手段】第1型21と回転軸13とを第1屈曲継手17を介して連結し、第1型21を型開き方向や型閉じ方向へ導く第1リングカム部材を15設け、この第1リングカム部材15に沿って移動する第1ローラ16A〜16Dを第1屈曲継手17に設け、第2型31と回転軸13とを第2屈曲継手27を介して連結し、第2型31を型開き方向や型閉じ方向へ導く第2リングカム部材25を設け、この第2リングカム部材25に沿って移動する第2ローラ26A〜26Dを第2屈曲継手27に設けてなる。
【効果】金型の開閉を、第1リングカム部材と第2リングカム部材とで実施するため、型締シリンダが不要となり、油圧ホースを引き回す必要がない。
(もっと読む)
鋳枠搬送装置
【課題】簡素な機構で構成され、搬送される型枠や鋳枠をスムーズにかつ迅速に搬送することが可能な鋳枠搬送装置を提供する。
【解決手段】直列状に配列された鋳枠群を押出し装置とクッション装置とにより挟み込み、該鋳枠群を1鋳枠分のピッチ間隔ずつ移動させる鋳枠搬送装置において、前記押出し装置は、クランクアームと、前記クランクアームによる回転運動を搬送方向の直進運動に変換する運動変換装置と、前記運動変換装置により変換された搬送方向の直進運動により前記鋳枠群の最後端をプッシュするプッシュ部材と、を有し、前記クッション装置は、前記鋳枠群の最前端に後端部において当接するクッション部材と、前記クッション部材の前端部に対向して設けられ、前記プッシュ部材の直進運動の減速時において前記クッション部材の直進運動を停止させる制動力を徐々に発生させる制動装置とを有していること。
(もっと読む)
モールド台車の移送方法およびその設備
【課題】安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いて、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ搬出させることができる方法を提供する。
【解決手段】搬入手段上の1個のモールド台車および移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個のモールド台車の長さより若干長い距離移動させるとともにモールド台車群の先端のモールド台車を搬出手段上に移送したのち、搬出手段上に移送されたモールド台車を搬出手段上の所定位置までさらに移動させることを特徴とする。
(もっと読む)
モールド台車の移送方法およびその装置
【課題】安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いても、直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させて、複数の前記モールド台車のそれぞれを所定位置に移送することができる方法を提供する。
【解決手段】直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させて複数の前記モールド台車のそれぞれを所定位置に移送する方法でおいて、複数のモールド台車を速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、複数のモールド台車を、1個のモールド台車の長さよりも若干長い距離移動させてモールド台車のそれぞれを所定位置を通過させたのち、当該複数のモールド台車のそれぞれを所定位置まで後退させることを特徴とする。
(もっと読む)
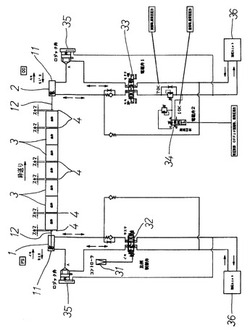
鋳型鋳造設備
【課題】さらに設置スペースを小さくするとともに、こぼれ砂の箇所を少なくしてこぼれ砂の回収処理作業を容易にできる鋳型鋳造設備を提供する。
【解決手段】
鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されている。また、前記鋳型搬送ラインに沿って鋳型造型ステーションおよび注湯ステーション、該鋳型搬送ラインの下流端部に注湯済の鋳型を移すダウン昇降ステーション、前記一次冷却ラインの下流部に注湯済の鋳型を移すアップ昇降ステーション、該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに注湯済の鋳型を移し替える鋳型の移し替えステーション、および該移し替えステーションと前記鋳型造型ステーションとのあいだにジャケットおよび重りの移し替えステーションを配設している。
(もっと読む)
真空ダイキャスト給湯装置
【課題】溶湯の射出時に数kPa以下の真空度となる高真空ダイカスト法を,安価に実現できる装置を開発することである。
【解決手段】1ショット分の溶湯を一旦チャンバー内のラドルに保持し、真空排気を行ってからスリーブ内に注湯する真空ダイカスト法において、チャンバー上方にパッキンで真空シールされる蓋とフランジを設け、開閉時にはバネによって浮き上がった蓋がフランジ上を移動し、真空排気時には、蓋が吸引されて真空シールされる構造とした。これにより、この方法の難点とされた真空シール部の摺動の問題が解消された。また、本発明の装置が通常のダイカストマシンに直接付設できるよう、蓋開の状態で、ラドルが上昇して、既存の搬送ロボットから溶湯を受け、そして、チャンバー内に戻って自動的に位置決めされ、真空排気後、軸の締結等を行はずに、傾転注湯される構造とした。
(もっと読む)
金インゴット鋳造用ロボットハンドおよび該ロボットハンドで把持するのに適した鋳型
【目的】 複数のロボットハンドを交換する必要がなく、1つのロボットアームに装着して金インゴットの鋳造工程の多数の作業、例えば、ルツボ供給、鋳型供給、鋳込み、離型、インゴットストック等の作業を自動化できる金インゴット鋳造用ロボットハンドを提供する。また、前述の形式の金インゴット鋳造用ロボットハンドで把持するのに適した構造を持つ鋳型を提供する。
【構成】 垂直面内で回転可能なロボット手首に取付けられた金インゴット鋳造用ロボットハンドに、鋳型把手を挟持する鋳型把手挟持手段とルツボを挟持するルツボ挟持手段を有する開閉可能に取付けられた一対の棒状部材から構成された鋳型・ルツボ用ハンドと、インゴットを挟持するインゴット挟持手段を有するインゴット用ハンドとを設ける。また、鋳型を、溶融した金が注入されて鋳込まれる鋳型本体と、鋳型本体の外壁面から垂直に外方に突出するように設けられた断面形状が四辺形である棒状の鋳型把手から構成し、鋳型把手にはロボットハンドの鋳型把手挟持手段の形状に適した形状を設ける。
(もっと読む)
1 - 9 / 9
[ Back to top ]