
国際特許分類[B22D43/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 機械的清浄,例.溶融金属のスラグ除去 (118)
国際特許分類[B22D43/00]に分類される特許
111 - 118 / 118
鋳造装置

【課題】高圧エアの吹き付けによる金型周りの清掃作業を自動化する。
【解決手段】ベース6上に搭載されるものであってベース6のところに固定される下型2と、下型2上にあって上下方向への移動及び上方に移動した状態において反転運動をするように設けられる上型1と、上型1の周囲に4分割された状態で設置されるものであって横方向へのスライド移動が可能なように設けられる横型3と、からなる。上型1の所定の位置にエアブローノズル11、11’を設ける。下型2の設置されるベース6の所定の位置にもエアブローノズル7、7’を設ける。各エアブローノズル11、11’ 、7、7’から行なわれる高圧エアの噴射態様をシーケンス制御方式により制御する。
(もっと読む)
アルミニウムおよび/またはアルミニウム合金の鋳造法及び鋳造施設
本発明は、溶融アルミニウムが処理され、少なくとも1つの鋳造ステーション(33、34)に送られて、半製品または同様のものに鋳造されるアルミニウムまたはアルミニウム合金の鋳造法に関する。溶融アルミニウムを処理し、それぞれの鋳造ステーション(33、34)に送るためにいくつかの取鍋(25)を利用する。溶融アルミニウムが、取鍋に注入され、次に、少なくとも1つの追加ステージ(32)まで搬送されて、そこで処理を受ける。溶融金属は、その後、取鍋(25)によって鋳造ステーション(33、34)に送られ、取鍋(25)の中身が空けられる。本発明によれば、従って、状況に応じて変化するプロセスの時間期間に柔軟に適応することが可能な、効率の良い方法が得られる。  (もっと読む)
(もっと読む)
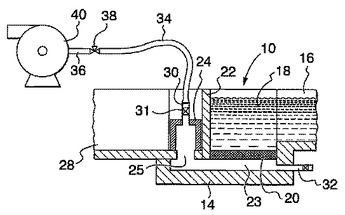
溶融金属のためのフィルタを濾過準備する方法
フィルタボックスに実質的に水平に配置された多孔質セラミックフィルタ若しくは耐熱性フィルタを有する直列配列溶融金属濾過装置を濾過準備するための方法が開示されている。このフィルタボックスは、溶融金属のための吸入口と排出口とを有し、当該排出口は、フィルタの下流側に繋がる出口通路にあって、閉じることができる。本発明に係る方法は、ある深さの溶融金属でフィルタの上流側を完全に被覆するに十分な量の溶融金属をフィルタボックスに加え、出口通路の排出口を一時的に密閉する工程を含む。その後、溶融金属が上記フィルタを通って流れ始めるまで、ファン若しくはエアーベンチュリーにより上記出口通路から空気の流れを吸引することにより、0.1〜10kPa/秒の速度で、閉じられた出口通路を徐々に真空引きする。あるポイントで、真空が急速に開放され、溶融金属排出口が開放される。一旦フィルタがこのように濾過準備されると、フィルタの吸入口サイドにおいて溶融金属ヘッドが比較的低くても、金属がフィルタを通って流れ続ける。
 (もっと読む)
(もっと読む)
金属溶湯、特に軽金属溶湯から鋳物を連続的流れの中で製造する生産ライン及び方法
本発明は、溶融金属、特に溶融軽金属合金から、鋳物(M)を連続的に製造する生産ラインに関する。前記ラインは、鋳型中子を製造する中子製造ユニット(2)、中子パッケージとして形成された鋳型(G)を組み立てる型組み立てユニット(3)、鋳型(G)に溶融金属を注入する鋳込みユニット、各鋳型(G)にいれられた溶融金属を冷却する冷却ユニット(5a)および、鋳型を破壊して鋳物から鋳型を除去する型除去ユニット(5b)を有している。この種の生産ラインは、高負荷に耐えられる複雑な形状の鋳物、特にエンジンブロック、を経済的にかつ弾力的に生産することを可能にする。これを達成するために、次々と連続する機能ユニット(2−5a)が各搬送ユニット(12,19)により直接相互に連結され、生産ライン(1)が出来上がった鋳物(M)を放出する速度は、中子製造ユニット(2)が製造した鋳型中子を送り出す速度に依存する。  (もっと読む)
(もっと読む)
コアパケットを製造するコアパケット製造装置

【課題】エンジンブロックやシリンダヘッドの鋳造に特に使用されて最小の可能な必要スペースで完全なコアパケットの自動製造を可能にする、コアパケットを製造するためのカテゴリー設定装置を設計及びさらに改善すること。
【解決手段】この発明は、個々のコアが射出される射出ステーション(1)と、前記射出コアが受け取られ、パケットを形成するために組立ラインに移行される受け取りステーション(2)とを備える、特にエンジンブロック及びシリンダヘッドを鋳造するためのコアパケットを製造するのに使用されるコアパケット製造装置に関する。射出プレート(6)を設けたサンドストア(5)と射出ヘッド(8)とを備えた
射出キャップ(7)が、好適に2部品成形型(4)の射出ステーション(1)に対応付けられている。この発明は、幾つかの成形型(4)が、回転テーブル(9)を回転させることにより、成形型(4)を射出ステーション(1)内に共に搬入し、そして該射出ステーション(1)から射出コアと共に前記受け取りステーション(2)に移行するように、種々のコアを射出するために受け取りテーブル(9)に配置されていることを特徴とする。
(もっと読む)
遠心鋳造装置
【課題】注湯機構による熱影響を確実に回避し、コンパクトかつ経済的な構成で効率的な遠心鋳造作業を行うことを可能にする。
【解決手段】遠心鋳造装置20は、第1および第2遠心鋳造金型22a、22bを備え、前記第1および第2遠心鋳造金型22a、22bの軸方向一方に作業ユニット24が配設されるとともに、前記第1および第2遠心鋳造金型22a、22bの軸方向他方に注湯機構28が配設される。作業ユニット24は、第1および第2清掃機構62a、62bと、ワーク引き抜き機構64と、塗型材塗布機構66とを備えている。
(もっと読む)
溶解保持炉
酸化物混入量が少ない鋳造品の製造方法
【目的】 アルミニウム合金あるいはマグネシウム合金などの高圧鋳造時に製品内部へ酸化物混入量が少ない鋳造品の製造方法を提供する。
【構成】 竪型射出スリーブ内に上下動可能な溶湯緩衝板を設けて射出スリーブ間に適宜な環状隙間を設けるとともに、射出スリーブの適宜な高さに溶湯緩衝板を保持する。とりべより一旦溶湯緩衝板に向って注湯し、溶面の上昇に伴って溶湯緩衝板を上昇させ、注湯完了時に溶湯緩衝板を半回転させるか、射出スリーブ壁面に当接させながら上方へ引上げるとともに、途中溶湯緩衝板を加振して酸化物中に混入した溶湯を射出スリーブに戻す。
(もっと読む)
111 - 118 / 118
[ Back to top ]