
国際特許分類[B23C5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | フライスの形状に特徴があるもの (900) | 正面フライス,すなわち十分に平坦な切刃面のみまたは主としてもつもの (195)
国際特許分類[B23C5/06]に分類される特許
71 - 80 / 195
切削工具及び切削工具の研磨方法

【課題】複数のチップを用いた刃先交換型の切削工具において、より短時間にチップのすくい角を変更可能であり、チップを切削工具から取り外すことなく、より短時間に研磨することができる切削工具、及び切削工具の研磨方法を提供する。
【解決手段】カッターボディ10の先端部には、複数のチップCBのそれぞれに対応させた複数の支軸30が設けられており、チップのそれぞれは、それぞれの支軸に取り付けられてカッターボディよりもチップの一部が突出しているとともに、取り付けられた支軸回りに揺動可能である。更に、カッターボディの少なくとも一部を覆う形状を有するとともに、それぞれのチップの揺動範囲を規制可能な規制形状が形成されたソケット部材20を備え、カッターボディに対するソケット部材の位置を調整してそれぞれのチップの揺動範囲を変更することで、複数のチップのすくい角θSを同時に調整可能な構造を有する。
(もっと読む)
インサート着脱式カッタ

【課題】凹溝の溝壁面および溝底面と、これらの交差稜線部の逃げ部とを同時に、しかも高精度に加工する。
【解決手段】軸線O回りに回転されるカッタ本体1に、溝壁面Aを加工する外周刃14Eを備えた第1の切削インサート13Aと、溝底面Bおよび逃げ部Cを加工する底刃14Fおよび突切刃14Gを備えた第2の切削インサート13Bとが取り付けられるとともに、第1、第2の切削インサート13A、13Bの径方向、軸線O方向の位置を各々調整する第1、第2の調整機構17A、17Bが備えられ、第1の切削インサート13Aは底刃14Fよりも軸線O方向後端側に位置し、第2の切削インサート13Bは突切刃14Gが軸線O回りの回転軌跡で外周刃14Eと交差してこれよりも外周側に突出させられる一方、突切刃14Gより後端側の部分は外周刃14Eよりも内周側に位置させられる。
(もっと読む)
切削工具
【課題】本発明は切削工具に関するものである。本発明は、簡単な構造で切削インサートが本体のポケット部に高い信頼性で装着できる切削工具を提供することを目的とする。
【解決手段】本発明による切削工具は、上面と、下面と、上面と下面との間に側面とを備える切削インサートと、切削インサートが装着されるポケット部を備える本体とを有する。前記下面は、全体が下方に膨らんでいる形状であり、基準面と、前記基準面の両側から上面に延在し、前記切削インサートが前記ポケット部に装着されるとき、前記基準面に対して本体の内側方向に傾斜した第1傾斜面と、本体の外側方向に傾斜した第2傾斜面とを備える。前記ポケット部は側面と底面とを備え、前記切削インサートの側面及び第2傾斜面は、それぞれポケット部の側面及び底面によって支持される。これにより、切削インサートの下面及びポケット部の底面に別途の締結手段が提供される代わりに、切削インサートの下面に第2傾斜面が提供される簡単な構造で、第2傾斜面が装着面として機能するとともに、本体の外側方向に作用する切削力に対する抵抗力を切削インサートに提供するようになって、切削インサートは高い信頼性で本体のポケット部に固定され得る。
(もっと読む)
インサート着脱式正面フライス
【課題】超高速回転時における部品の飛び出しを確実に防止することが可能なインサート着脱式テーパ加工用工具を提供する。
【解決手段】略円盤状の工具本体1の先端部外周に形成されたインサート取付座3に、インサート4が着脱可能に装着されるとともに、工具本体1の周方向においてインサート取付座3に隣接して形成された第1の凹所5にインサート4を押圧固定するインサート固定クサビ7が取り付けられ、かつ、インサート取付座3の前記軸線方向後端側に隣接して形成された第2の凹所6に、インサート4を軸線O方向先端側に向かって押圧して切刃4Aの位置を調整するインサート調整クサビ8が取り付けらたインサート着脱式正面フライス20において、インサート固定クサビ8に貫通孔10を形成し、工具本体1には貫通孔10と連通する止め孔11を形成し、貫通孔10に圧入されるピン部材12の一端側を前記止め孔11に挿入する。
(もっと読む)
刃先交換式チップとそのチップの加工方法
【課題】高精度切削に利用できる刃先交換式チップの生産性を向上させてコスト低減を図ることを課題としている。
【解決手段】上面2と側面4との間の稜線で主切れ刃6を構成し、上面2をすくい面にして使用する切削工具用の焼結品の刃先交換式チップ1について、主切れ刃6の逃げ面となす側面上部4aを研磨面、位置決め用の支持面となす側面下部4bを焼結肌が残された無研磨面となして全周研磨のチップに比べて研磨面積を減少させた。
(もっと読む)
切削工具
【課題】難削材料を切削加工する場合であっても加工速度を高めることができ、加工効率を向上できるとともに工具寿命を延長できる切削工具を提供する。
【解決手段】工具本体1の先端側外周にインサート8がクランプネジ9により着脱自在に装着される切削工具10であって、インサート8は工具回転方向の前方側を向くすくい面8bと、すくい面8bに交差して連なり先端側を向くとともにクランプネジ9を挿通させるネジ挿通孔8cが開口する逃げ面8aと、主切刃12aを備えた切刃12とを有し、切込み角Dが20°以下に設定され、工具本体1には切削油剤が供給される供給路11が、クランプネジ9がねじ込まれるネジ孔11aに連通するように形成され、クランプネジ9にはねじ込み方向に沿ってクランプネジ9を貫通し供給路11に連通するとともに工具本体1の先端側に向けて開口する切削油剤流通孔9cが形成されている。
(もっと読む)
切削工具および切削加工方法
【課題】耐久性を向上させることができる切削工具および切削加工方法の提供。
【解決手段】フライスカッター1のフライスボデー2の下端部には、フライスチップ3が自転可能に取り付けられている。フライスチップ3の回転軸には、タービン4が同軸上に接続されている。クーラントポンプ52から吐出されたクーラントは、調圧弁装置51により減圧された後、タービン4に対して上方から供給され、クーラント流によりフライスチップ3がタービン4とともに回転されるようになっている。コントローラー53は、調圧弁装置51の作動を制御し、フライスチップ3の回転速度が、削り取られた切り屑がワークから排出される速度と同等になるように、タービン4に供給されるクーラント圧を調整している。
(もっと読む)
切削工具及びインサート
【課題】難削材料を切削加工する場合であっても加工速度を高めることができ、加工効率を向上できるとともに、工具寿命を延長できる切削工具及びインサートを提供する。
【解決手段】軸線O回りに回転される工具本体1を有し、工具本体1の先端側外周に切刃12を有するインサート8が着脱自在に装着されてなる切削工具10であって、インサート8は、工具回転方向の前方側を向くすくい面8bと、すくい面8bに交差して連なり先端側を向く逃げ面8aと、すくい面8b及び逃げ面8aの交差稜線部に形成された主切刃12aを備えた切刃12と、を有し、主切刃12aの延在する方向と軸線Oに直交する方向とのなす切込み角Dが、20°以下に設定され、逃げ面8aには、インサート8を貫通して形成されるとともに工具本体1に形成された切削油剤の供給路11に連通し、切削油剤を逃げ面8aに供給する供給孔8dが開口している。
(もっと読む)
切削工具およびそのための切削インサート
切削工具(10)は、インサート・ポケット(18)を有し、そこに片面切削インサート(20)を解放可能に保持する少なくとも1つの切削部分(16)を含んでいる。切削部分(16)は、接線方向のネジ留め要素(22)を有し、切削インサート(20)をインサート・ポケット(18)に押し付けている。ネジ(40)を含むネジ留め要素は、ネジ留め要素(22)をインサート・ポケット(18)から完全に取り外す必要なしに、切削インサート(20)の解放および押し付けを可能にする。切削インサート(20)は、上面(29)、底面(28)、2つの対向する大きな側面(46)と2つの対向する小さな側面(72)を有し、凹部(26)が底面(28)に形成されている。ネジ留め要素(22)は、底面(28)を介して凹部(26)内に挿入される。ネジ(40)が締め付けられると、ネジ留め要素(22)の突出部分が切削インサート(20)をインサート・ポケット(18)に押し付ける。切削インサート(20)および突出部分は、少なくとも2つの別個の当接副領域においてそれらが互いに当接することを可能にする形状をそれぞれ有する。 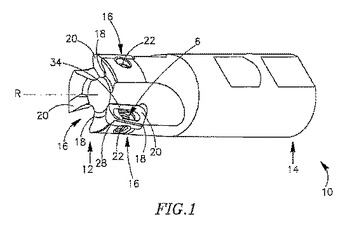 (もっと読む)
(もっと読む)
切削インサートおよびインサート着脱式転削工具
【課題】拘束面の正常化が常に保たれていて、切刃交換時においてクランプに支障をきたすことがなく、主切刃に対して副切刃の磨耗が異常に進行するのを抑える。
【解決手段】平面視ひし形をなす角柱状に形成されていて、ひし形状の上面2a、ひし形状の下面及び4つの側面3を有する。上面と側面が交差するエッジ部と下面と側面が交差するエッジ部により主切刃5が形成される。側面が、上面の縁部から厚さ方向中央部に向かって外方へ傾斜する第1の側面部3aと、下面の縁部から厚さ方向中央部に向かって外方へ傾斜する第2の側面部3bとによって形成される。第1の側面部と第2の側面部には、ブレーカ溝7と拘束面8とが、Z軸回りに交互に、かつ第1の側面部と第2の側面部との間で周方向にずれて形成される。側面同士が交差するエッジ部のうち、ブレーカ溝と拘束面のなす角度が鋭角となる部分に副切刃6が形成される。
(もっと読む)
71 - 80 / 195
[ Back to top ]